某連接器部件裝配機創新設計技術研究與運用
2022-10-27 08:14:32陳明山韓楓欽
科技創新與應用 2022年30期
關鍵詞:按鈕
陳明山,韓楓欽
(中航光電科技股份有限公司,河南 洛陽 471000)
目前,國內外連接器種類及樣式繁多,國外部分企業已實現一定程度自動化,但國內大部分連接器制造企業仍大量使用手工裝配,手工裝配具有柔性強的優點,但也存在裝配一致性差、裝配效率低、勞動強度大等缺點。隨著信息時代的到來,連接器市場需求量大幅增加,手工裝配的弊端日益突出,先進自動化裝配技術的引入迫在眉睫[1-2]。總體來看,手工裝配方式與當前社會的發展、市場需求的增加和企業自身效益的提高相矛盾,提高自動化裝配水平是一個企業長期、高速及健康發展的必然選擇[3-4]。
本文重點研究解決如何在設備開發過程中,充分合理配置工位,快速完成零件預裝、強裝、如何利用鏈條主送料機構實現載座循環流轉及如何實現多組異型絕緣體整體循環等距快速出料問題,對類似異型連接器的生產裝配有較大推廣應用價值。
1 某連接器介紹及構思
1.1 某連接器的工藝現狀與難點
連接器各零件結構如圖1所示,產品組裝過程:①將彈片b裝入至兩芯絕緣體a對應槽口中(對稱裝配);②將按鈕c裝入至兩芯絕緣體a對應槽口中(對稱裝配);③將接觸件d裝入至兩芯絕緣體a對應槽口中(對稱裝配),完成單片產品組裝;④將單片產品e(7個)疊加,完成零件f組裝。
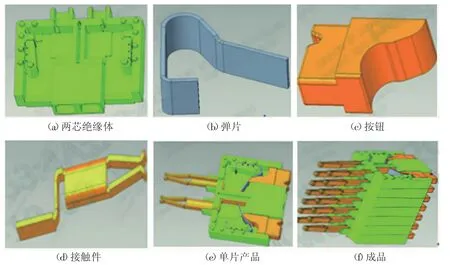
圖1 產品各零件圖示
在未投入自動化設備前,該產品主要由手工裝配完成組裝。手工裝配存在以下難點:①彈片裝入到絕緣體槽中后需使彈片上表面與絕緣體槽上表面對齊,人工作業時需要先進行預裝,然后終壓;若終壓不到位,會影響后續單片組件疊加,導致疊加時出現縫隙,影響后續產品外殼裝配。②按鈕裝配需要頂開彈片,使彈片對其限位,且保證按鈕在絕緣體槽中有一定晃動量;裝配時按鈕上表面需要與絕緣體對應的槽面齊平,否則按鈕容易跳出絕緣體槽,導致脫落。③接觸件組裝時,需要按鈕向壓縮彈片方向推動,出現一定間隙后將接觸件順利裝配至絕緣體的相應槽中。④單片組裝完成后,視覺傳感器進行檢測,完成檢測后進行7個單片組件疊加;單片組裝完成后,絕緣體會出現一定變形,疊加時,零件差異導致疊加貼合狀態不穩定。
1.2 自動化裝配思路分析
針對產品裝配中的難點,分析設計自動化裝配思路如下。
1.2.1 設備布局分析
產品零件包含絕緣體、彈片、按鈕和接觸件等,且各零件供料均為散料供貨,可通過振動盤實現各零件自動上料、分料,采用搬運機構夾持搬運完成各零件預裝。零件預裝過程中,彈片、按鈕和接觸件均是對稱裝配,為避免預裝完成后因沒有及時強裝導致零件脫落,每一種零件預裝后均需專用強裝機構進行強裝,共需要6套強裝機構。
該產品裝配零件數量較多,分析若采用絕緣體載座固定的方式進行裝配,需對每一步組裝的半成品進行搬運,存在零件預裝后不能及時強裝,搬運過程中零件掉落風險,且該方案設備需布置6套零件組裝機構、6套強裝機構及對應檢測機構,卸料疊加機構等,設備長度不能滿足需求。同時,因為產品絕緣體是異形結構,無法采用傳統流道加撥料爪撥料結構進行絕緣體流轉,需要采用載座循環流動結構。
綜合以上分析,最終考慮采用載座流轉,該結構可以有效防止因每次半成品載座搬運而造成零件脫落情況。載座流動可以采用2種方式,第一種是采用同步帶或平皮帶流線送料機構配合各種搬運定位機構來完成載座流動,二是采用等距鏈條配合伺服電機和二次定位機構來完成載座流轉。皮帶流線載座流動的方式需要2條平行流線,采用2套搬運機構完成對載座的搬運與回流,每個組裝位需要對載座二次定位,組裝強裝時需要將載座升起及擋停等,整體結構復雜。鏈條主送料機構采用伺服電機配合等距鏈條和二次定位機構配合實現載具流轉,可以有效克服皮帶流轉機構載座需要擋停、頂升及搬運等問題,且體積較小,空間利用率較高。同時,由于單片組件完成后需要7片組件疊加為成品,因此需要提前識別每個單片組件是否存在漏裝零件情況,此處采用視覺傳感器來對各零件進行拍照確認,拍照后需要將不良品排除,然后將良品一層一層疊加,疊加時需要消除2層之間間隙,因此需要強裝,強裝后搬運機構將疊加好的產品流出。
1.2.2 搬運組裝結構分析
根據1.2.1中分析可知,產品各零件均為散件供料,搬運機構基本類似,且零件強裝力要求適中,為了減少設備長度,節省成本,因此考慮將搬運組裝機構和終壓機構集成在一起,可以減少6套強裝機構,達到有效壓縮設備占地空間的目的。由于主送料機構寬度窄,零件搬運預裝后需要直接強裝,零件強裝與預裝位置不一樣等原因,需要實現搬運機構多點移位,并通過多點位夾爪氣缸實現夾持零件和強裝2個功能;在按鈕安裝過程中,因按鈕體積小且安裝深度基本埋入到絕緣體中,需要采用自制真空吸機構進行搬運、預裝,預裝后通過頂入氣缸完成強裝;在接觸件裝配過程中,接觸件首先將按鈕頂開,使彈片有一定壓縮量,確保接觸件能夠順利裝入到絕緣體對應的槽中,再由主軸絲杠帶動多點移位夾爪氣缸完成強裝。
1.2.3 主送料機構結構分析
主送料機構采用伺服電機配合減速機來提供動力源,采用等距鏈條來對載座進行等距移位。為減少載座與載座流道之間的摩擦阻力,需要在載座上安裝4個軸承,將滑動摩擦變成滾動摩擦;載座運行到位后,為保證零件組裝時載座位置的唯一性,需要二次定位機構對載座進行精確定位;載座上下循環,因此當載座運行到下方時需要使用流道拖住載座,防止因多個載座重量拉脫鏈條;載座固定在鏈條上時,載座與鏈條需要有一定的活動量,不能直接將載座鎖死在鏈條上,鎖死后載座二次定位時會因為過定位導致設備報警。
1.2.4 檢測及卸料機構分析
為盡可能減少設備長度,需將不良品排除工位、疊加工位及疊加完成后搬運工位進行集成,從該思路出發,筆者采用了不良品排除工位與疊加工位上下梯次布置,疊加工位的壓緊機構外置的方法。
2 連接器自動裝配機結構設計
基于生產效率和生產精度等要求,本設備機構可分解為:主送料機構,彈片裝入強裝機構,按鈕裝入強裝機構,接觸件裝入強裝機構,檢測搬運疊加機構,以及7套各零件雙流道自動供料系統等。其設備如圖2所示。
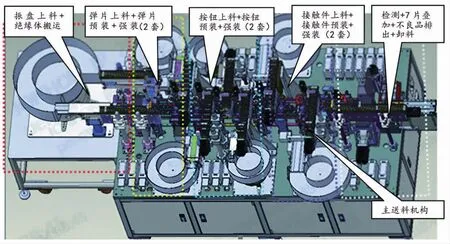
圖2 自動裝配設備整體布局
絕緣體振動盤自動供料,然后分料,絕緣體搬運機構將絕緣體搬運至主送料機構定位載座中,主送料機構走位,已放置絕緣體的定位載座運行到彈片裝配對應的工位,彈片振動盤自動上料、分料,彈片預裝機構完成彈片預裝,彈片夾爪升起閉合后在其橫向絲杠多點移位下移到強裝位,彈片夾爪閉合,絲杠上下運動完成強裝。主送料載座在伺服電機作用下走位,載座運行到按鈕裝配工位,按鈕在其自動供料系統作用下,完成按鈕分料,按鈕真空吸機構吸住按鈕在其對應縱向絲杠作用下完成上下搬運,在其橫向搬運絲杠搬運作用下達到按鈕預裝位置,縱向絲杠完成按鈕預裝后平移一段位移,縱向絲杠繼續向下運動,將處于真空吸吸住的按鈕頂到其對應的裝配槽中完成裝配;主送料機構繼續運動,載座運行到接觸件裝配工位,接觸件預裝機構完成彈片預裝,接觸件搬運橫向絲杠運動到終壓位置,完成接觸件終壓;主送料機構再次運行到下一個工位,視覺傳感器檢測單片組件是否存在漏裝,疊加卸料機構根據檢測結果來對單片組件搬運,若為良品,則放到疊加載座中,若為不良品則疊加載座抽回,搬運夾爪直接將不良品放入不良品盒中,疊加2片或3片后,壓緊機構將2片或3片組件壓緊貼合,繼續疊加到7層,疊加卸料主搬運將疊加完成后的組件搬運出設備,如此完成一個循環。
2.1 主送料工位
主送料工位主要由源主動鏈輪機構、載座、等距鏈條機構、從動鏈輪機構、鏈輪張緊機構、原點搜尋載機構、載座流道輔助定位機構及載座二次定位機構組成,如圖3所示。
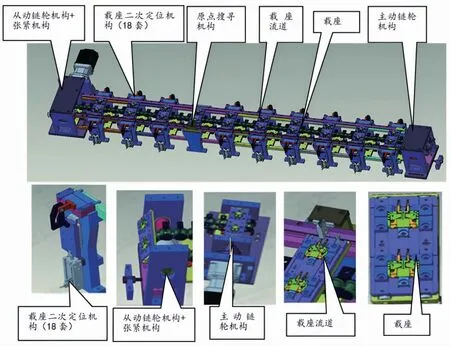
圖3 主送料工位
該工位伺服電機選用750 W大功率電機,配合1∶35減速比的伺服減速機提供扭矩,拉動鏈條來實現載座流轉,為減少載座底面與載座流道之間摩擦力,通過張緊機構完成鏈條張緊操作,保證鏈條運動穩定性,防止跳齒或鏈條脫落,二次定位機構完成對載座二次定位,保證組裝時絕緣體位置唯一性,而載座流道為保證載座沿著同一水平面平行移動。
2.2 絕緣體上料工位
絕緣體上料機構包含振動盤和搬運機構,為防止2個絕緣體搬運時相互之間干擾,需要布置2套搬運機構,導致放入載座時調好其中一個而另外一個無法放入,因此2套搬運機構需要做成單獨可調。
2.3 彈片組裝工位
彈片組裝工位由彈片自動供料系統、彈片分料機構、彈片搬運旋轉機構及彈片強裝機構組成,如圖4所示。
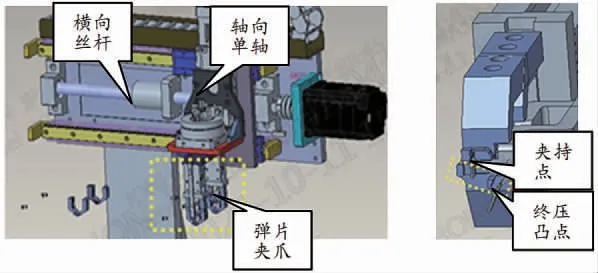
圖4 彈片組裝工位
此工位的設計既是重點也是難點,第一個設計關鍵點在于如何保證2個彈片穩定裝入絕緣體;第二個關鍵點在于如何保證預裝完成后,順利完成彈片終壓。因本工位需要完成以上2道工序,通過對產品裝配分析,如要實現預裝預終壓在同一工位完成,需要預裝后橫向搬運機構移動到第二個點,夾爪閉合,縱向移位機構下壓完成終壓,根據以上情況,橫向搬運與縱向搬運均存在多點移位情況,因此均采用絲杠和單軸機構既能保證組裝位置的準確性,又能保證客戶對設備效率的要求。
2.4 按鈕組裝工位
按鈕組裝工位是由按鈕自動供料系統、分料機構、按鈕預裝機構和按鈕強裝機構構成,如圖5所示。按鈕組裝的難點和重點在于按鈕必須將彈片頂開后才能繼續往下安裝,按鈕臺階需要掛住在絕緣體臺階上,所以按鈕組裝需要在按鈕槽外圍先下降一定高度,然后平移,頂住彈片運動一定距離后,強裝氣缸運動將按鈕頂到絕緣體按鈕槽中,彈片回彈頂住按鈕,如何防止按鈕頂住彈片運行時按鈕不掉落,需要自制真空吸將按鈕進行限位,防止頂開時,按鈕彈出。
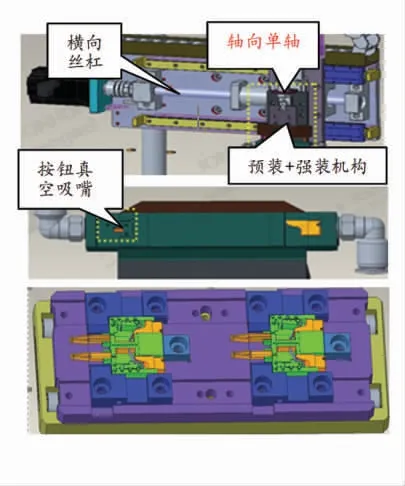
圖5 按鈕組裝工位
2.5 接觸件組裝工位
接觸件組裝工位由接觸件自動供料系統、分料機構、接觸件預裝機構、接觸件強裝機構及按鈕頂出機構構成,如圖6所示。接觸件組裝難度和重點在于組裝時需要將按鈕頂開,利用載座定位機構動力源,在定位叉上增加頂出機構,當二次定位機構定位時,按鈕被頂開,彈片被壓縮,同時,需要防止按鈕飛出按鈕槽,接觸件預裝后,夾爪閉合,橫向絲杠平移一段距離后,縱向單軸壓緊接觸件,完成終壓。
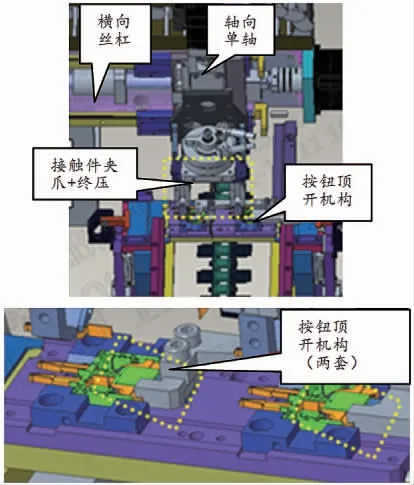
圖6 接觸件組裝工位
2.6 檢測搬運疊加工位
搬運疊加工位是由單片組件搬運機構、壓緊機構、排料機構、不良品排除機構及檢測機構構成,如圖7所示。該工位設計重點難點在于在有限空間內必須完成以下動作,一是不良品排除,二是良品疊加,三是2層或3層單片組件疊加強裝,四是7層疊加完成后卸料,且以上動作需要集中在300 mm范圍內完成。

圖7 檢測搬運疊加工位
3 結束語
該設備通過合理布置各工序,巧妙設計各機械機構,共計利用60余個動力源,10余個真空吸組件,7個雙流道振動盤等,完成了零件的裝配,并保證了產品裝配的一致性和合格率,極大地降低了勞動強度,節約了人力成本。同時,該設備設計及應用的成功,對于裝配多個異性零件組件而成的復雜產品提供了經驗和參考,在復雜產品裝配領域具有較高的推廣應用價值。
猜你喜歡
兒童故事畫報·發現號趣味百科(2025年8期)2025-08-23 00:00:00
青少年科技創新報(2024年23期)2024-07-12 00:00:00
中學生天地(A版)(2022年10期)2022-11-23 06:42:50
奧秘(創新大賽)(2019年12期)2019-11-29 18:26:17
模具制造(2019年7期)2019-09-25 07:30:00
少年文藝·我愛寫作文(2017年6期)2017-06-12 23:21:56
商業評論(2014年9期)2015-02-28 04:32:41
中學語文(2013年35期)2013-11-14 03:29:12
移動一族(2008年9期)2008-12-31 00:00:00
看世界(2004年9期)2004-04-29 00:00:00