2Cr13 不銹鋼車削參數優化研究
2022-10-26 11:28:50李建濤
科學技術創新 2022年29期
關鍵詞:不銹鋼
李建濤
(中車福伊特傳動技術(北京)有限公司,北京 102202)
引言
2Cr13 不銹鋼屬于馬氏體不銹鋼,該類鋼材不僅具有優良的耐腐蝕性,而且經1 000 ℃加熱淬火后具有良好的組織性能和硬度[1-2],在機械制造領域被廣泛用于生產汽車傳動軸、連接桿等關鍵零部件。為保證上述關鍵零部件使用性能,一般對不同服役環境的零部件提出不同表面粗粗糙度要求,根據實際工程應用,一般表面粗糙度需求包括Ra0.2 μm、Ra0.4 μm和Ra0.8 μm 四種,但由于2Cr13 不銹鋼具有硬度高等特點,在制造領域中,該材料屬于典型難加工材料,傳統車削加工參數一般依靠工人經驗取值,不僅加工質量差,而且由于不同工人經驗不同,所選取的加工參數差異較大,難以滿足標準可靠的加工需求,尤其針對不同表面粗糙度需求的車削加工,其加工參數的選擇更是行業中的難題。
經查閱相關文獻,關于以不同表面粗糙度為目標的2Cr13 不銹鋼最優車削參數研究較少,但相關文獻對其他難加工材料車削參數優化做出一定研究成果,具有一定參考意義。
馮華瑤[3]利用正交試驗法設計新型工具,實現對鈦合金車削參數優化研究;孫捷夫[4]將主客觀賦權法和TOPSIS 方法相結合,實現車削參數優化;王運[5]以試驗為手段,基于對試驗結果的分析探究三種難加工材料的最優車削參數;馬堯[6]利用粒子群優化算法對最優車削參數進行計算。上述研究成果均取得一定效果,但均采用特定的設備、夾具和刀具,難以直接用于2Cr13 不銹鋼材料的車削參數優化研究。
本文以2Cr13 不銹鋼為研究對象,以車削試驗為基礎開展滿足不同表面粗糙度需求的最優車削參數研究。
1 車削試驗方案
1.1 車削試驗條件
毛坯材料選用2Cr13 不銹鋼棒料,其直徑為40 mm;加工設備選用CA6140 數控車床,冷卻方式為切削液冷卻;刀片選用廈門金鷺WNMG080408-HK 型號外圓車刀刀片,表面粗糙度選用吉泰科技TR200 型號的便攜式表面粗糙度測量儀測量。
1.2 車削試驗方案和試驗結果
根據機械加工基礎知識,在車削加工時切削速度v、進給量f 和背吃刀量ap 三項加工參數直接影響加工后的表面粗糙度數值。以刀片廠家推薦的加工參數選取樣本為基礎,同時考慮加工對象和車削試驗條件,確定車削加工試驗三項加工參數的取值范圍:切削速度v 的取值范圍為320~380 m/min、進給量f 的取值范圍為0.02~0.06 mm/r、背吃刀量ap 的取值范圍為0.3~0.6 mm。
在試驗設計方案的選擇上,采用中心復合試驗法進行試驗設計,相比傳統的正交試驗設計方案具有更好的非線性,可用較少的試驗次數得出更加全面的試驗結果,同時試驗結果所反映的試驗現象更加準確[7-8]。
按照試驗設計矩陣進行車削試驗,每次加工長度為30 mm,在距離端面距離分別為10 mm 和20 mm距離處的截面上,各在界面圓周上等角度取四點測量加工后的表面粗糙度,將測量后的車削試驗的測量結果平均值作為該次試驗的表面粗糙度,記錄16 次車削試驗數據見表1。
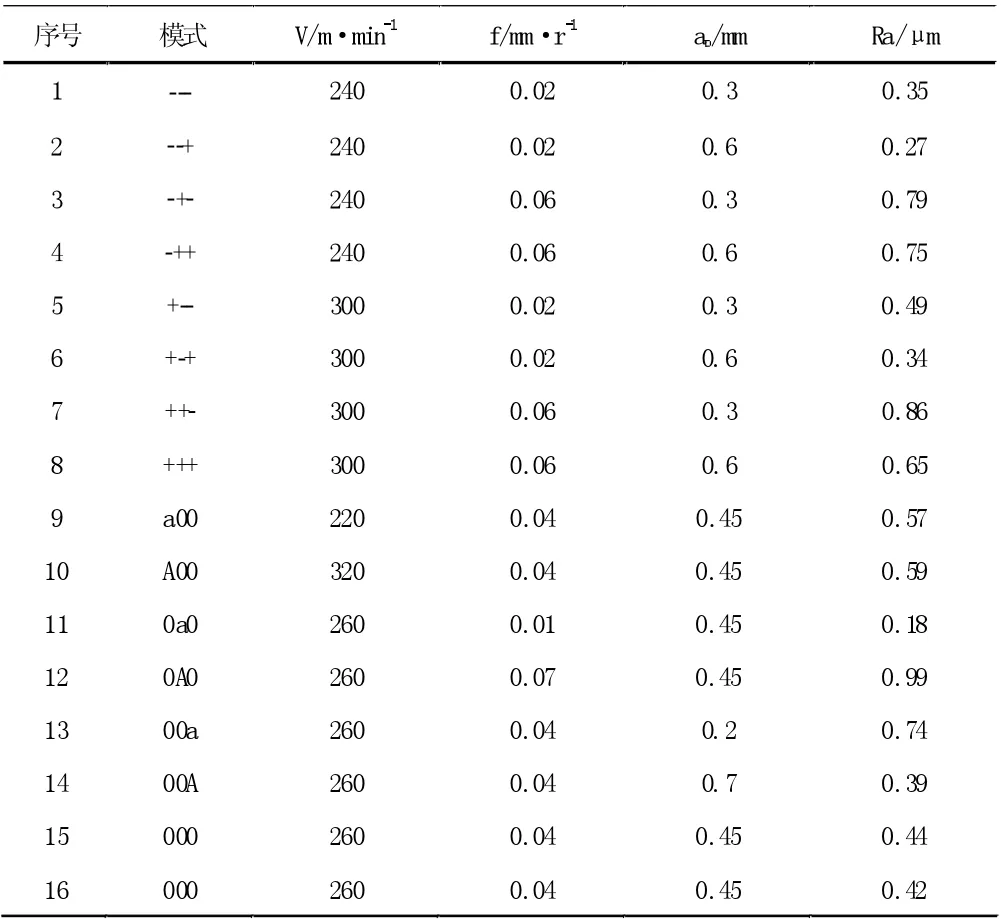
表1 試驗設計矩陣及試驗結果
2 試驗結果分析
以表1 的加工后表面粗糙度測量試驗數據為基礎,采用極值法對加工結果進行分析,結果表2 所示。
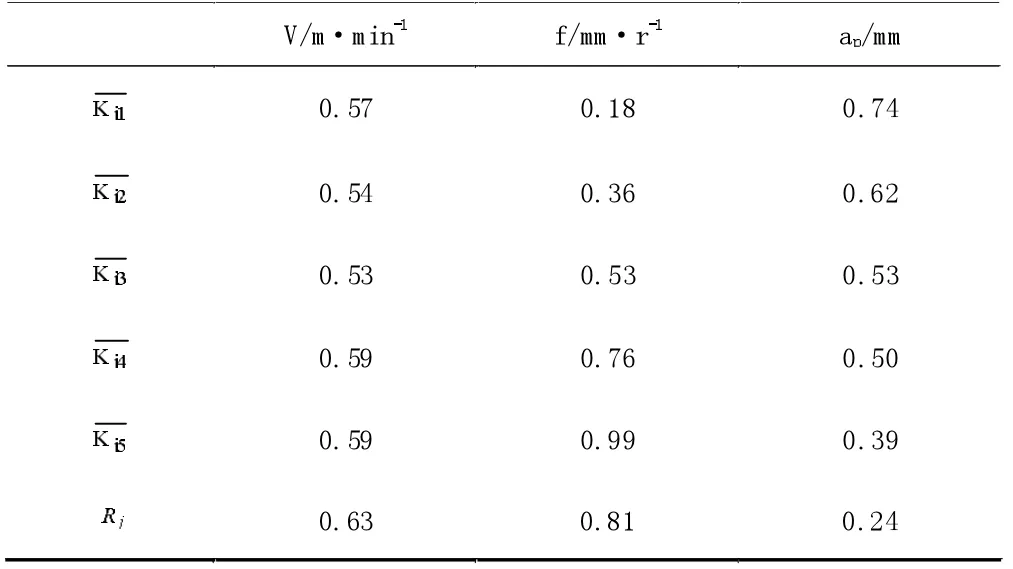
表2 極差法計算結果
基于表1 和表2 結果,繪制各加工參數在不同取值情況的表面粗糙度變化趨勢圖,如圖1~圖3 所示。
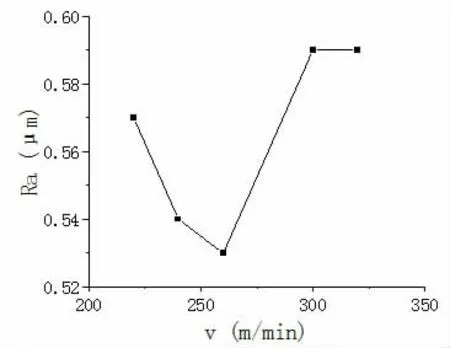
圖1 切削速度對表面粗糙度的影響
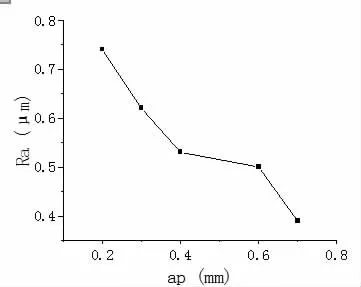
圖3 背吃刀量對表面粗糙度的影響
圖1 中隨切削速度的增大,表面粗糙度先減小后增大,該現象是在切削速度較低的情況下,更容易產生積削瘤等問題,相應影響加工后的表面粗糙度,切削速度越大該現象發生可能性越小,相應表面粗糙度降低,但當切削速度提高到一定程度后,加工過程中由于離心力作用振動加大,相應增大表面粗糙度。圖2中表面粗糙度隨進給量的增大而增大,該現象與目前大多數研究成果相符。圖3 中表面粗糙度隨背吃刀量增大而減小,該現象由于2Cr13 不銹鋼材料在加工過程中會產生硬化效應,背吃刀量必須大于一定數值后才能將硬層切削去除,否則刀具在零件表面冷硬層上摩擦,增大表面粗糙度。
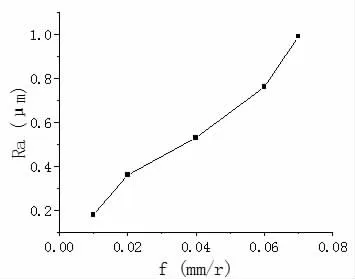
圖2 進給量對表面粗糙度的影響
3 車削參數優化計算
3.1 結果分析
響應面法是采用多元二次回歸方程擬合各變量和響應值之間的函數關系,并兼顧到各變量之間的相互影響,具有良好的實際應用價值[9]。
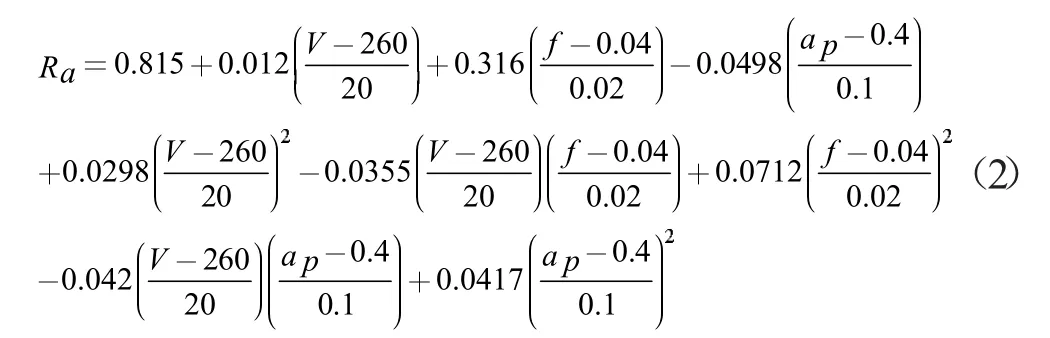
采用響應面法建立表面粗糙度預測模型為:

其中:Ra為表面粗糙度;kii、kij、ki為系數,xi、xj為自變量;k0、ε 為常數項。
基于上述調整后的參數變量數值,基于響應面法擬合可得表面粗糙度模型為:
3.2 優化計算和實際驗證
在車輛制造領域中,不同零件的服役環境不同,對零件表面的表面粗糙度要求差異較大,2Cr13 不銹鋼材料零件典型表面粗糙度包括:Ra0.2 μm、Ra0.4 μm 和Ra0.8 μm。基于公式(2),利用數理統計分析軟件以不同表面粗糙度為目標,測算最優車削參數。在軟件中,將各典型表面粗糙度數值設置為目標值,優化目標的允許浮動區間為±0.03 μm,經過計算,得到Ra0.2 μm、Ra0.4 μm 和Ra0.8 μm 的最優車削參數計算結果見圖4~圖6。
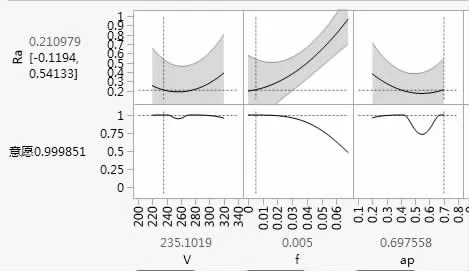
圖4 以Ra0.2 μm 為目標的最優車削參數
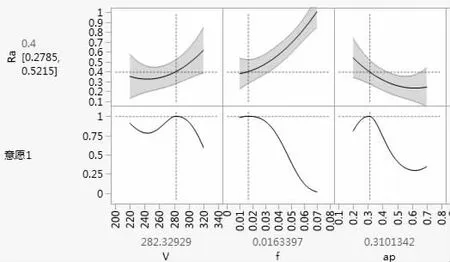
圖5 以Ra0.4 μm 為目標的最優車削參數

圖6 以Ra0.8 μm 為目標的最優車削參數
圖4~圖6 為通過軟件計算得出以不同表面粗糙度為目標的最優車削參數,在實際工程中,各車削參數一般對取值精度有所要求,其中切削速度和背吃刀量均取三位有效數字,進給量取四位有效數字。因此可以得出,以表面粗糙度Ra0.2 μm 為目標的最優車削 參 參 數 為:v=279 m/min、f=0.005 mm/r、ap=0.70 mm;以表面粗糙度Ra0.4 μm 為目標的最優車削參參數為:v=282 m/min、f=0.016 mm/r、ap=0.31 mm;以表面粗糙度Ra0.8 μm 為目標的最優車削參參數為:v=303 m/min、f=0.069 mm/r、ap=0.66 mm。
為驗證通過軟件計算得出的最優車削參數的有效性,分別對三組最優車削參數進行實際車削試驗,經實際測量,按上述最優車削參數加工后的表面粗糙度均滿足實際工程要求。
4 結論
(1) 以2Cr13 不銹鋼為研究對象,基于中心復合法建立試驗矩陣,并基于實際加工結果進行影響規律分析,結果表明,按對表面粗糙度的影響程度由大到小排序依次為進給量、背吃刀量、切削速度。
(2) 以實際車削試驗結果為基礎,利用響應面法建立表面粗糙度和車削參數的預測模型,利用梳理統計軟件計算得出,以表面粗糙度Ra0.2 μm 為目標的最優車削參參數為:v=279 m/min、f=0.005 mm/r、ap=0.70 mm;以表面粗糙度Ra0.4 μm 為目標的最優車削參參數為:v=282 m/min、f=0.016 mm/r、ap=0.31 mm;以表面粗糙度Ra0.8 μm 為目標的最優車削參參數為:v=303 m/min、f=0.069 mm/r、ap=0.66 mm。并經過實際加工驗證,車削結果均滿足實際工程要求。
猜你喜歡
趣味(數學)(2022年3期)2022-06-02 02:32:52
山東冶金(2022年1期)2022-04-19 13:40:20
小哥白尼(軍事科學)(2021年12期)2021-03-29 00:49:18
山東冶金(2019年1期)2019-03-30 01:35:32
中國特種設備安全(2018年10期)2018-12-18 02:17:18
酒·飲料技術裝備(2018年1期)2018-04-28 09:09:10
中學生數理化·八年級物理人教版(2017年10期)2018-01-22 03:04:00
制造技術與機床(2017年8期)2017-11-27 02:10:21
商洛學院學報(2017年2期)2017-05-17 05:19:50
石油化工建設(2016年4期)2016-02-27 15:03:16
