真空油淬馬氏體不銹鋼表面白亮層的形成原因
2022-10-25 03:18:10丁亞紅王巧利李劍飛
金屬熱處理 2022年10期
關鍵詞:不銹鋼
丁亞紅, 朱 凱, 何 軍, 朱 苓, 王巧利, 李劍飛
(成都飛機工業(集團)有限責任公司, 四川 成都 610091)
馬氏體不銹鋼主要為鉻含量在12%~18%范圍內的合金鋼,由于其具有較高的硬度、強度和耐磨性,耐蝕性雖然比奧氏體、鐵素體不銹鋼差,但其較好的力學性能和耐蝕性結合,廣泛應用于航天航空、醫療、原子能和機械制造等領域[1-2]。
淬火、回火和時效處理是馬氏體不銹鋼獲得目標力學性能所必須的工序,但也同樣影響不銹鋼的耐蝕性,1Cr17Ni2馬氏體鉻鎳不銹鋼在350~550 ℃回火有晶間腐蝕傾向[3],在900~1050 ℃油淬,600~650 ℃回火,可以使1Cr17Ni2鋼獲得良好的耐蝕性能[4]。此類鋼禁止在400~500 ℃回火,中溫回火時晶界上析出大量的高彌散Cr、Fe碳化物,導致碳化物周圍的晶界產生貧Cr現象,晶界與基體形成電位差,晶界在腐蝕介質中易發生腐蝕。
合金在真空熱處理時可改善產品表面質量,防止表面氧化,起到凈化表面的作用,但真空加熱時,合金存在元素脫出(蒸發)現象,真空加熱油淬會造成鋼件表面滲碳[5-6]。
六角不銹鋼棒常用于螺母、螺栓等標準件制造,零件的最終狀態通常會保留部分鋼棒的原始六角面。此類零件使用一段時間后,常觀察到鋼棒原始表面(未機械加工(切削、銑削等機加工方式)或未打磨的表面)出現銹蝕,而機加工或者打磨后的表面未觀察到銹蝕現象。
馬氏體不銹鋼的表面腐蝕防護作為一種常見的工程應用現狀,國內各使用單位均有發現,作為一種高強不銹鋼,表面銹蝕后常用的處置方式是打磨銹蝕表面,涂抹一層防銹油,并未對銹蝕產生的機理作關聯性的研究。趙子偉等[7]將奧氏體化溫度提高到1050 ℃時,W6Mo5Cr4V2鋼經真空油淬和560 ℃回火后,其表層均存在15~40 μm厚的白亮層,白亮層的厚度僅與奧氏體化溫度和試樣尺寸有關,與淬火時間無關,X射線分析證實白亮層由大量殘留奧氏體+少量馬氏體+少量M25C6+少量M6C組成,由電子探針掃描后,發現其表面富碳。鄔占田等[8-9]對白亮層的形成原因做了研究,認為白亮層為增碳導致,形成主要因素為真空加熱、淬火油、入油溫度過高。
國內對高速鋼的白亮層現象有較多研究,明確可能產生白亮層的機理,未對白亮層與馬氏體不銹鋼表層不耐蝕進行相關性研究。本文基于1Cr17Ni2六角鋼棒的銹蝕現象進行分析,說明不銹鋼的表層白亮層易腐蝕,從不同熱處理方式對白亮層的形成原因進行分析,通過表層碳元素的測定,證實白亮層是由于增碳導致。并提出用戶可操作的工藝來避免不銹鋼表層腐蝕現象的發生。

圖2 銹蝕螺母表面正常區噴砂面(a)、機加工面(b)和銹蝕區(c)形貌Fig.2 Morphologies of sand blowing surface(a), machined surface(b) of normal area and corrosion area(c) on surface of the rusted nut
1 試驗材料與方法
1.1 宏觀分析
銹蝕螺母件為1Cr17Ni2六角鋼棒制成,在飛機服役一段時間后,螺母發生銹蝕,其宏觀形貌如圖1(a)所示,未經機加工的表面有明顯的棕黃色銹跡,機加工表面未見銹蝕現象,呈現光亮的表面。將棕黃色部位放大后可觀察到銹蝕產物,如圖1(b)所示。
銹蝕螺母的制造工藝:六角棒料熱處理后噴砂→機加工螺桿部位→鈍化(不噴砂)。熱處理制度:加熱至950~1040 ℃真空固溶、油冷淬火,590~650 ℃回火。螺母的六角面為一次噴砂后的棒料表面,而螺桿部位經過機加工,呈現出光潔的形貌。
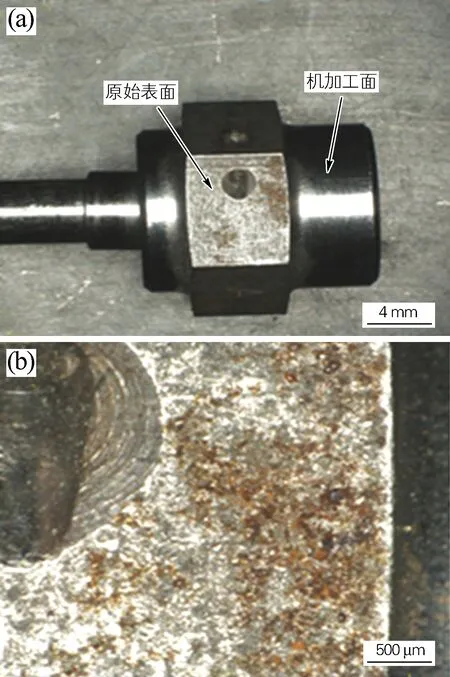
圖1 銹蝕螺母宏觀形貌(a)機加工面;(b)局部放大圖Fig.1 Macro morphologies of the rusted nut(a) machined surface; (b) partial enlarged image
1.2 掃描電鏡形貌觀察和能譜(EDS)分析
1.2.1 銹蝕螺母表面形貌觀察
觀察六角面未銹蝕區域,微觀形貌見圖2(a),為表面噴砂后形成的撞擊表面,無銹蝕產物。觀察機加工后螺桿表面的微觀形貌,如圖2(b)所示,無銹蝕產物,表面有明顯的車削紋路。
圖2(c)為銹蝕區域的微觀表面形貌,由圖2(c)可見,表面呈龜裂的泥紋狀紋路,有明顯的銹蝕產物。
1.2.2 成分分析
從表1可知,機加工表面的成分與GJB 2294A—2014《航空用不銹鋼及耐熱鋼棒規范》一致,噴砂面Si含量偏高,為SiO2噴砂的殘留砂粒。銹蝕區O、Cl元素異常偏高,銹蝕產物為鐵氧化物。

表1 銹蝕螺母正常區與銹蝕區成分分析(質量分數,%)
1.3 顯微組織分析
沿銹蝕螺母橫截面方向制備金相試樣,并采用40 mL HCl+5 g CuCl2·H2O+30 mL H2O+25 mL C2H5OH的腐蝕劑進行腐蝕,通過光學顯微鏡觀察銹蝕螺母組織形貌,見圖3。由圖3可知,基體組織是典型的高溫回火索氏體,符合零件熱處理后的組織形貌要求;圖3(b)為放大觀察圖,在邊緣區域觀察到表層白亮組織,深度約3~10 μm,同時觀察到棕黃色銹蝕產物,未見腐蝕深度超過白亮層。
該白亮層形貌與鋼的全脫碳層組織不一致,無過渡區域的半脫碳層,根據顯微組織分析,未見明顯的半脫碳層,認為白亮層并不是全脫碳層,需要后續采用淬火態試樣做硬度檢測驗證該判斷。

圖3 銹蝕螺母的顯微組織Fig.3 Microstructure of the rusted nut
1.4 硬度檢測
脫碳指測量淬硬試樣從表面到與心部組織已無區別處的距離,分顯微目測法和顯微硬度測試。顯微目測法中完全脫碳連續鐵素體(白色)不能接受。顯微硬度測試按ASTM E384《材料顯微壓痕硬度的試驗方法》對試樣采用表面到心部進行載荷砝碼為500 g的努氏硬度試驗。總脫碳層深度是指用努氏標尺從表面到低于心部30個單位處之間的距離。
設置對照組,一組試樣為真空固溶淬火試樣(銹蝕螺母)、另一組為空氣固溶淬火試樣(將真空爐固溶改為空氣爐固溶)。空氣固溶淬火試樣表面無白亮層,真空固溶淬火試樣表面有明顯的白亮層。
測試努氏硬度時載荷砝碼為500 g,設定44 μm為離表面的極限值(小于44 μm時數據無效),檢測總脫碳層深度,結果如表2所示。

表2 試樣的顯微硬度(HK0.5)
硬度測試結果表明,空氣固溶淬火試樣總脫碳層深度約240 μm,真空固溶淬火試樣脫碳深度約為90~100 μm。空氣固溶淬火試樣總脫碳層深度遠大于真空固溶淬火。當材料存在表面全脫碳層時,脫碳層的深度將遠大于未出現全脫碳層的試樣。若白亮層為全脫碳層,則真空固溶淬火試樣脫碳層深度必然大于空氣固溶淬火鋼棒測試值。因此硬度測試結果證明了真空固溶淬火試樣表面白亮層并非是全脫碳層。
2 白亮層產生的原因分析與驗證
為排除原材料表面對試驗的影響,本章所有原始棒料均車削表層1 mm。
2.1 復現白亮層
2.1.1 試樣制備
采用1Cr17Ni2鋼棒料制作3種不同狀態的試樣,試樣宏觀形貌見圖4。狀態分別為熱處理+鈍化工藝試樣、熱處理+鈍化(含噴砂)工藝試樣、熱處理后機加工+鈍化工藝試樣。熱處理后機加工+鈍化工藝試樣的機加工表面保留部分表面不機加工處理,如圖4(c)畫圈處,其余表面均為光潔的加工面。熱處理制度參照HB/Z 80—2011《航空用不銹鋼熱處理》來制定。

圖4 不同工藝下試樣的宏觀形貌 (a)熱處理+鈍化;(b)熱處理+鈍化(含噴砂);(c)熱處理后機加工+鈍化Fig.4 Macro morphologies of the specimen under different processes(a) heat treatment+passivation; (b) heat treatment+passivation (including sand blowing); (c) machining+passivation process after heat treatment
2.1.2 顯微組織
將3種試樣橫截面制作成金相試樣,采用40 mL HCl+5g CuCl2·H2O+30 mL H2O+25 mL C2H5OH的腐蝕劑對試樣進行腐蝕,并通過光學顯微鏡觀察其基體組織形貌,如圖5所示。由圖5可知,3種狀態試樣的表面形態不完全一致,圖5(a)為熱處理+鈍化工藝試樣,白亮層較深且均勻,約12 μm(如箭頭指向處);圖5(b)為熱處理+鈍化(含噴砂)工藝試樣,白亮層深度較淺,且部分區域沒有白亮層,說明一次噴砂可以去除部分白亮層;圖5(c)為熱處理后機加工+鈍化工藝試樣光亮區域,無白亮層,圖5(d)為熱處理后機加工+鈍化工藝試樣未機加工表面處,有明顯的白亮層組織。

圖5 不同工藝下試樣的顯微組織(a)熱處理+鈍化;(b)熱處理+鈍化(含噴砂);(c)熱處理后機加工+鈍化試樣光亮區域;(d)熱處理后機加工+鈍化試樣未機加工區域Fig.5 Microstructure of the specimens under different processes(a) heat treatment+passivation; (b) heat treatment+passivation (including sand blowing); (c) machined area of machining+passivation process specimen after heat treatment; (d) unmachined area of machined+passivated process specimen after heat treatment
2.1.2 鹽霧試驗(加速腐蝕)
將3種試樣放到中性鹽霧試驗箱中加速腐蝕,用時約24 h。觀察3種試樣的宏觀形貌,如圖6所示,熱處理+鈍化工藝試樣銹蝕最嚴重,其次是熱處理+鈍化(含噴砂)工藝試樣,熱處理后機加工+鈍化工藝試樣幾乎不見銹蝕,只有在未機加工的原始表面處有銹蝕。

圖6 不同工藝試樣鹽霧試驗后的表面形貌 (a)熱處理+鈍化;(b)熱處理+鈍化(含噴砂);(c)熱處理后機加工+鈍化試樣光亮區域; Fig.6 Surface morphologies of the specimens after salt spray test(a) heat treatment+passivation; (b) heat treatment+passivation (including sand blowing); (c) machined area of machining+passivation process specimen after heat treatment
2.1.3 鹽霧試驗后的顯微組織
熱處理+鈍化工藝試樣為熱處理后直接鈍化,表面白亮層最深,見圖7(a),腐蝕劑腐蝕后白亮層的晶界變得更明顯,觀察到試樣表層有晶粒掉落現象,如圖7(b) 所示,但表層銹蝕未穿透白亮層。
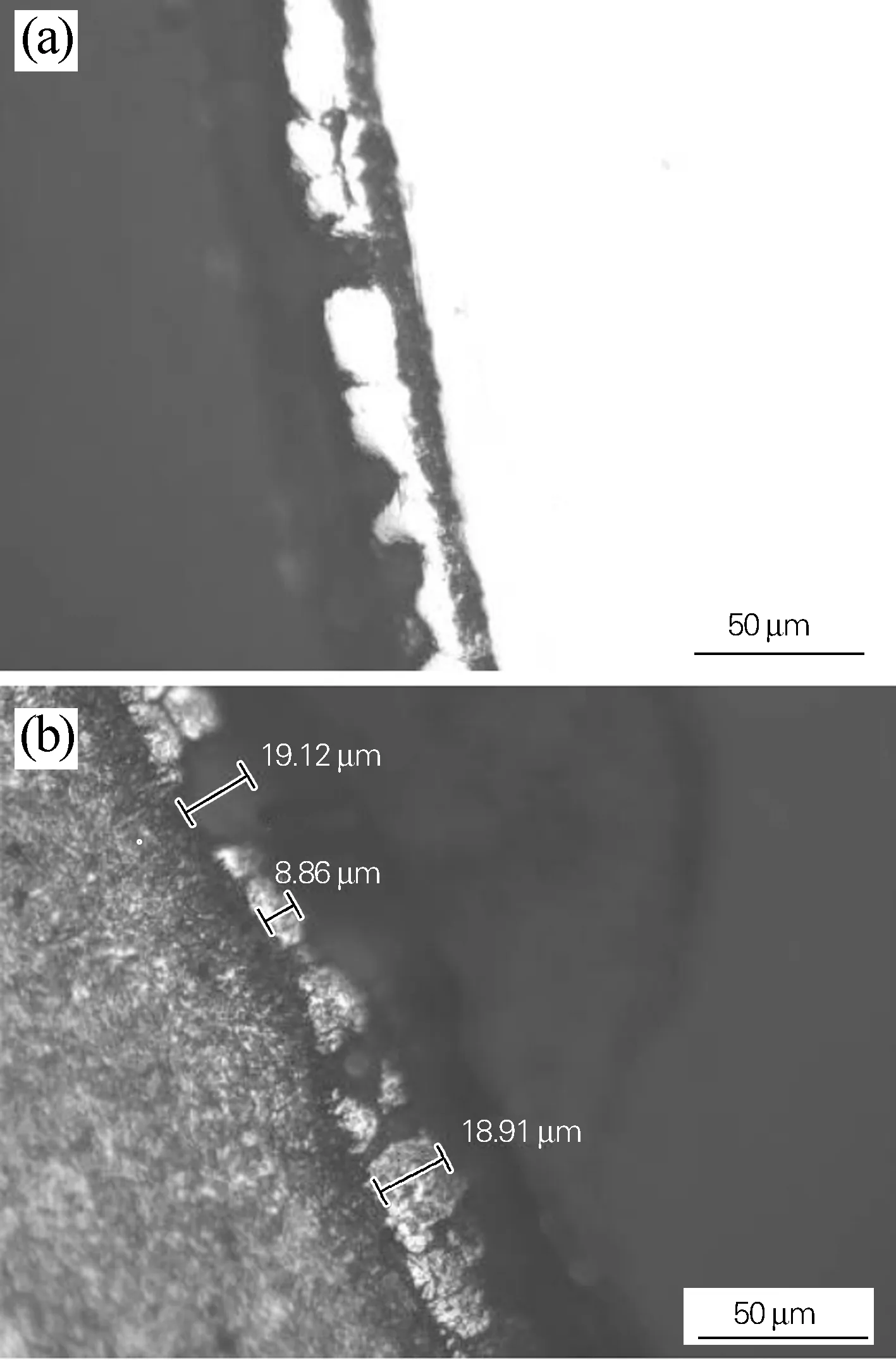
圖7 熱處理+鈍化工藝試樣的顯微組織(a)原始試樣;(b)腐蝕后Fig.7 Microstructure of the heat treatment+passivation process specimen(a) original specimen; (b) after corrosion
熱處理+鈍化(含噴砂)工藝試樣為熱處理噴砂后鈍化,顯微組織見圖8,銹蝕情況與熱處理+鈍化工藝試樣一致(見圖7(b));部分區域未銹蝕(見圖8(b)),同時未觀察到白亮層。

圖8 熱處理+鈍化(含噴砂)工藝試樣的顯微組織(a)銹蝕區;(b)未銹蝕區Fig.8 Microstructure of the heat treatment+passivation (including sand blowing) process specimen(a) rust area; (b) rustless area
熱處理后機加工+鈍化工藝試樣為熱處理機加工后鈍化,顯微組織見圖9,沒有白亮層,銹蝕的區域(見圖9(a)),有白亮層,未銹蝕區域(見圖9(b)),對應殘留原始表面處。綜上所述,經過熱處理后的1Cr17Ni2不銹鋼銹蝕發生在白亮層,且根據鹽霧試驗可知銹蝕只發生在表面白亮層組織,還未穿透到基體。

圖9 熱處理后機加工+鈍化工藝試樣的顯微組織(a)銹蝕區;(b)未銹蝕區Fig.9 Microstructure of the machining+passivation process specimen(a) rust area; (b) rustless area
2.2 白亮層產生的環節驗證
經過2.1節的復現試驗,認為白亮層的產生與熱處理有關,熱處理制度為990 ℃真空固溶+油淬、高溫回火(空冷)。針對1Cr17Ni2六角鋼棒的固溶和回火進行驗證。
2.2.1 回火
將1Cr17Ni2不銹鋼原始棒料僅作高溫回火,空冷處理,觀察其顯微組織,如圖10所示,表層并未出現白亮層組織。
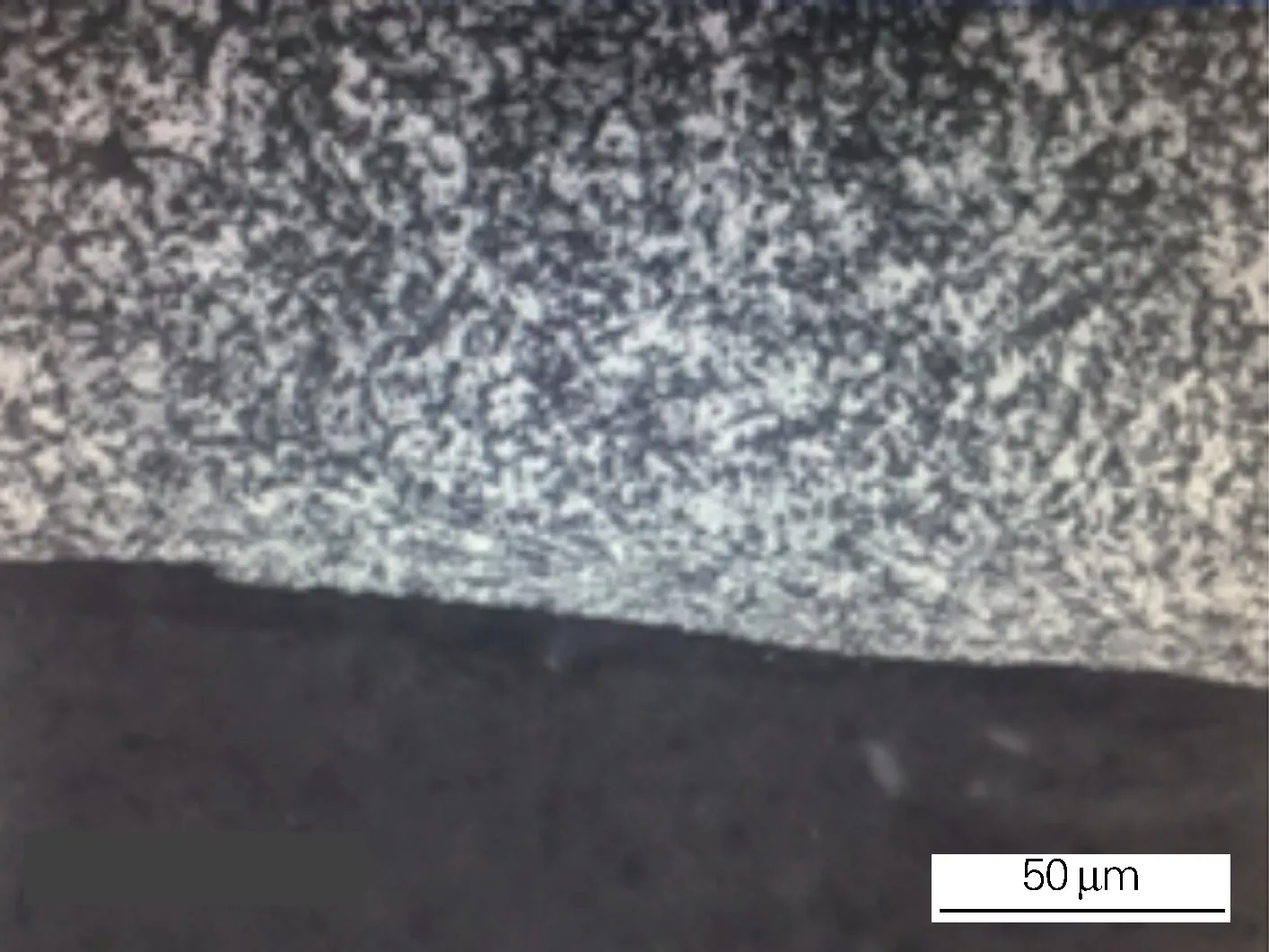
圖10 1Cr17Ni2鋼在630 ℃下回火后的顯微組織Fig.10 Microstructure of the 1Cr17Ni2 steel tempered at 630 ℃
2.2.2 固溶+淬火
1)空氣爐固溶、油淬
采用1Cr17Ni2原始棒料,經空氣爐固溶、油淬后進行高溫回火,觀察表面未見白亮層,見圖11。

圖11 1Cr17Ni2鋼在空氣爐固溶+油淬+高溫回火后的顯微組織Fig.11 Microstructure of the 1Cr17Ni2 steel after air furnace solution+oil quenching+high temperature tempering
2)真空固溶
采用1Cr17Ni2原始棒料,在符合熱處理制度的前提下,采用兩臺真空爐在不同真空度下進行同一熱處理制度的熱處理,結果如圖12所示。1號真空爐的真空度為7.3~8.0 Pa,試樣表面白亮層平均深度為2.0~2.5 μm;9號真空爐的真空度為8.5~9.0 Pa,試樣表面白亮層平均深度為3.0~5.2 μm。

圖12 1Cr17Ni2鋼真空爐固溶淬火后的顯微組織(a)1號爐;(b)9號爐Fig.12 Microstructure of the 1Cr17Ni2 steel after solution quenching in vacuum furnace(a) No.1 furnace; (b) No.9 furnace
選取3種馬氏體不銹鋼棒(1Cr17Ni2、69111、PH13-8Mo),鋼棒均車去外圓圓周1 mm避免原始表面質量影響。然后進行熱處理,具體工藝見表3,熱處理完成后的顯微組織見圖13。固溶處理后油冷時,1Cr17Ni2、69111鋼表面分別出現7、19 μm白亮層,PH13-8Mo鋼未出現白亮層。固溶處理后水冷時,1Cr17Ni2、69111、PH13-8Mo鋼均未出現白亮層組織。說明僅在油淬時產生白亮層。
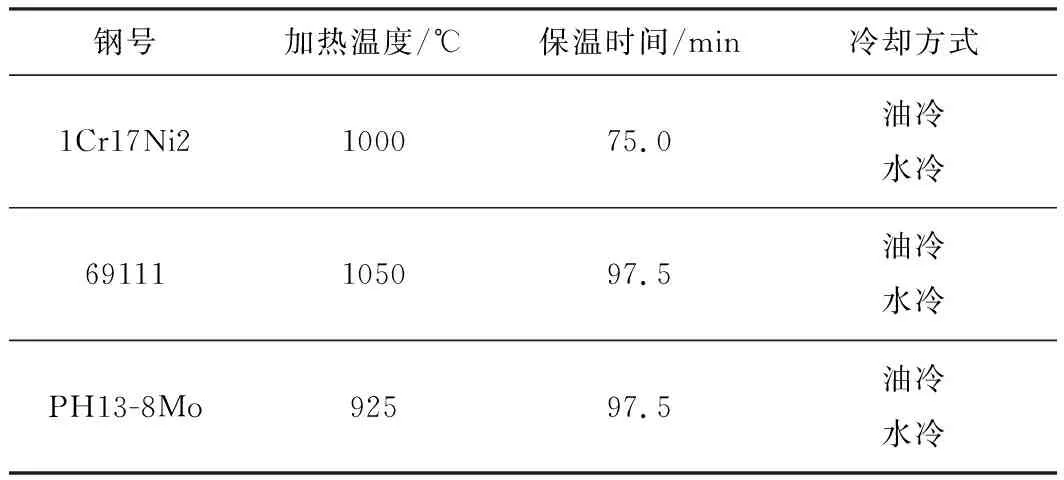
表3 3種不銹鋼的熱處理工藝

圖13 試驗鋼經真空熱處理不同方式冷卻后的顯微組織(a,d)1Cr17Ni2鋼;(b,e)69111鋼;(c,f)PH13-8Mo鋼;(a~c)油冷;(d~f)水冷Fig.13 Microstructure of tested steel after vacuum heat treatment and cooling with different methods(a,d) 1Cr17Ni2 steel; (b,e) 69111 steel; (c,f) Ph13-8Mo steel; (a-c) oil cooling; (d-f) water cooling
2.3 白亮層化學成分分析
采用能譜儀對銹蝕螺母試樣觀察到的白亮層進行成分分析,能譜儀測試結果如表4所示,其中去除了腐蝕劑成分和C元素(能譜儀無法測定輕質元素)。可見白亮層組織相對心部組織Cr、Ni等合金元素略微降低。

表4 白亮層與心部組織成分分析(質量分數,%)
采用CS600碳硫儀分析白亮層與心部的碳含量,試樣選取原材料69111鋼(相較于銹蝕螺母,試驗得到的69111鋼棒白亮層深度最深,便于測試開展)。直徑φ15 mm的69111鋼棒試樣經真空固溶油淬得到25 μm 厚白亮層,采用銼刀均勻銼削圓棒外圓深度約50 μm,得到試樣粉末0.3 g(測試需要的質量),即為試樣1,從圓棒中心部位取樣,即為試樣2。測試結果表明,試樣1的碳含量0.3%(質量分數,下同),試樣2的碳含量為0.078%,根據體積比,外層白亮層碳含量質量分數約為心部正常組織的5.5倍。
3 討論
對銹蝕螺母進行宏觀形貌和微觀組織觀察、表面成分分析后認為,銹蝕螺母的原始表面棕黃色銹跡為1Cr17Ni2鋼棒表層白亮層組織的銹蝕導致。
通過顯微硬度測試結果判斷1Cr17Ni2鋼棒表層白亮層組織不是全脫碳組織。選取1Cr17Ni2鋼棒進行3種工藝狀態的加速腐蝕試驗及顯微組織分析,得出白亮層在熱處理時產生,在腐蝕環境下,白亮層組織極易發生銹蝕,但銹蝕未穿透白亮層組織。
對熱處理過程中的固溶淬火(真空爐與空氣爐固溶、油淬與水淬、真空爐的真空度)與高溫空氣爐回火設立分析對照試樣,確定白亮層的產生環節在真空固溶淬火工序。同一熱處理制度下,真空爐的真空度影響白亮層深度,真空度越大,白亮層越深,且白亮層僅在油淬時產生。工廠目前未購入真空氣淬設備,對于含碳量不高的不銹鋼,真空油冷仍是在工廠內唯一可選擇的熱處理方式。
對白亮層進行成分分析,白亮層組織較心部組織合金元素含量略低(Cr元素較為顯著),白亮層組織的C含量約為心部組織的5.5倍。
依據文獻[10]以及熱處理相關專家的經驗,真空熱處理時,合金鋼中的表層合金元素會逸散,比較典型的逸散元素是蒸氣壓較大的Cr,元素逸散造成表層合金貧化,而溫度越高,Cr等合金元素的蒸氣壓越大,越容易揮發。Cr是保證不銹鋼耐腐蝕最主要的元素,Cr的缺少會造成不銹鋼耐晶間腐蝕性變差。由于原子擴散速度很慢,與真空度和溫度成正比關系,因此不銹鋼元素揮發最易發生在表層,一旦去除表面逸散層,該不銹鋼耐蝕性將大大提高。對比白亮層的成分分析結果認為,銹蝕螺母表層發生了Cr逸散,造成表層貧鉻。
文獻[5]認為碳含量強烈地降低Ms點,使得不銹鋼不易馬氏體化,當淬火時表層碳含量增加,將導致表層組織不發生馬氏體轉變。文獻[7-9]給出了鋼棒增碳的原因,并指出真空加熱、入油時高溫、油淬是表層增碳的必要條件。由于真空環境,試樣表面壓力極低,入油后形成的油氣膜有很高壓力,試樣內外壓力差大,是油中碳原子滲入的主要原因。合金元素的蒸發導致試樣表層原子高度激活,金屬粗糙界面更加粗糙,增加了對活性碳原子的吸附、溶解能力;同時真空加熱使得合金熔點降低,擴散激活能隨之降低,原子擴散系數增加[11-13]。對比白亮層的成分分析結果,表層白亮層組織處發生增碳,導致淬火時表層不發生馬氏體組織轉變,最終形成了白亮層組織。
綜上,通過本文的試驗表征可以說明,合金元素Cr貧化、表面增碳是1Cr17Ni2馬氏體不銹鋼棒熱處理后產生白亮層的主要原因。
4 解決措施及預防建議
鑒于銹蝕初期只發生在表面白亮層,且經機加工完全去除白亮層的棒料在鹽霧試驗中并不發生銹蝕,因此建議的處理方式為:
1) 對已生產的棒料進行打磨。
2) 開展真空淬火熱處理制度研究,降低真空度或固溶后采用氣冷的冷卻方式,避免白亮層產生。
猜你喜歡
趣味(數學)(2022年3期)2022-06-02 02:32:52
山東冶金(2022年1期)2022-04-19 13:40:20
小哥白尼(軍事科學)(2021年12期)2021-03-29 00:49:18
山東冶金(2019年1期)2019-03-30 01:35:32
中國特種設備安全(2018年10期)2018-12-18 02:17:18
酒·飲料技術裝備(2018年1期)2018-04-28 09:09:10
中學生數理化·八年級物理人教版(2017年10期)2018-01-22 03:04:00
制造技術與機床(2017年8期)2017-11-27 02:10:21
商洛學院學報(2017年2期)2017-05-17 05:19:50
石油化工建設(2016年4期)2016-02-27 15:03:16
