3003-H16鋁合金卷材生產過程中的組織演變
2022-10-25 04:01:30羅旭東祖立成張新宇陳金生秦俊杰
金屬熱處理 2022年10期
羅旭東, 祖立成, 王 飛, 張新宇, 陳金生, 秦俊杰
(天津忠旺鋁業有限公司, 天津 301700)
3003鋁合金卷材由于其優良的成形性能、耐蝕性能和焊接性能,廣泛應用于建筑裝飾、家用廚具、熱交換器、化工設備、電池外殼和車輛蒙皮等制品中。3003鋁合金卷材按坯料種類分為鑄軋坯料和半連續鑄造坯料,這兩種坯料在元素分布和晶粒組織等方面各具特點[1-3],因此使用這兩種坯料生產鋁合金卷材時的加工工藝、組織演變和產品性能均有所不同。當對3003鋁合金卷材的組織均勻性和成形性能要求較高時,通常采用半連續鑄造坯料來生產,一些學者已開展了半連續鑄錠生產3003鋁合金卷材過程中相關問題的研究,研究主要集中在均勻化過程中金屬間化合物析出和轉變[4-8]、退火溫度和析出相對再結晶組織的影響[9-12]等方面。本文采用半連續鑄造3003鋁合金扁錠為坯料,經鋸銑、均勻化處理、熱軋加工、冷軋加工和中間退火等過程生產3003-H16鋁合金卷材產品,主要研究了生產過程中的均勻化和變形加工對3003-H16鋁合金卷材組織和拉伸性能的影響,以期對前人的研究結果進行補充,同時為3003鋁合金卷材的產品研發和工藝制定提供參考。
1 試驗材料及方法
本研究中使用的3003鋁合金鑄錠流槽試樣的化學成分見表1。

表1 3003鋁合金鑄錠的化學成分(質量分數,%)
3003-H16鋁合金卷材的生產流程為:半連續鑄造鋁合金扁錠→經鋸切、銑削成為截面600 mm×2650 mm的坯料→均勻化處理→熱連軋為3.00 mm卷材→單道次冷軋為1.82 mm卷材→用箱式爐進行中間退火→單道次冷軋為1.00 mm卷材。其中均勻化過程的兩個階段為620 ℃×12 h+510 ℃×4 h;熱軋工藝為出爐溫度510 ℃、開軋溫度500 ℃、中間板坯料溫度430 ℃、終軋溫度315 ℃;中間退火工藝為420 ℃×2 h。
本文分別討論了化學成分、凝固條件、均勻化溫度、變形加工和退火溫度等因素對晶體內析出相、金屬間化合物、晶粒組織和拉伸性能的影響。DSC檢測和均勻化試驗分別在NETZSCH熱分析儀和Naberthem空氣循環爐中進行,試樣均取自鑄錠寬度1/4且厚度1/2位置處。為考察均勻化溫度對合金微觀組織的影響,在590~650 ℃范圍內每間隔10 ℃選取1個溫度點進行12 h的均勻化試驗(升溫速率為30 ℃/h),然后隨爐冷卻至510 ℃并保溫4 h,最后將試樣從爐內取出并在空氣中自然冷卻。為考察均勻化保溫時間對合金微觀組織的影響,在3~12 h范圍內每間隔3 h選取1個時間點進行不同時長的620 ℃均勻化試驗,升溫速率和降溫冷卻條件與前述試驗相同。為考察變形加工和中間退火對卷材組織和拉伸性能的影響,分別在各生產階段卷材寬度1/4位置處取樣,利用ZEISS光學顯微鏡(OM)和掃描電鏡(SEM)觀察試樣的微觀組織、借助Oxford能譜儀(EDS)分析金屬間化合物和晶體內析出相的分布和轉變,并利用Zwick/Roell力學性能試驗機測試3003鋁合金在不同階段的拉伸性能。
2 試驗結果
2.1 3003鋁合金的鑄態組織和DSC分析
3003鋁合金鑄態組織主要由樹枝狀α-Al晶粒和金屬間化合物組成。對試樣進行打磨、拋光和陽極覆膜,在光學顯微鏡下進行組織觀察,可知晶粒尺寸、二次枝晶間距和金屬間化合物的尺寸從鑄錠心部至鑄錠表層逐漸減小,其中鑄錠心部晶粒的平均尺寸為254.8 μm,最大尺寸接近500 μm,靠近鑄錠表層的晶粒的平均尺寸約150.3 μm(見圖1和圖2)。

圖1 3003鋁合金鑄錠不同區域的晶粒組織(a~c)寬度1/2; (d~f)寬度1/4; (a,d)厚度1/2處;(b,e)厚度1/4處;(c,f)表層Fig.1 Grain structure in different areas of the 3003 aluminum alloy ingot (a-c) 1/2 of width; (d-f) 1/4 of width; (a,d) 1/2 of thickness; (b,e) 1/4 of thickness; (c,f) surface

圖2 3003鋁合金鑄錠不同區域的顯微組織(a~c)寬度1/2;(d~f)寬度1/4;(a,d)厚度1/2處;(b,e)厚度1/4處;(c,f)表層Fig.2 Microstructure in different areas of the 3003 aluminum alloy ingot (a-c) 1/2 of width; (d-f) 1/4 of width; (a,d) 1/2 of thickness; (b,e) 1/4 of thickness; (c,f) surface
掃描電鏡和能譜儀的分析結果表明,鑄造態3003鋁合金晶界處的化合物主要是針片狀的Al6Mn(圖3中A)和骨骼狀的Al6(Fe,Mn)(圖3中B、C和D),其中以Al6(Fe,Mn)居多,晶體內沒有明顯的析出相。
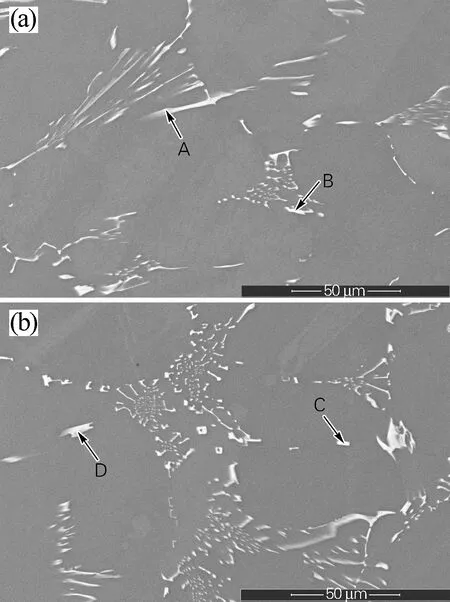
圖3 3003鋁合金鑄錠的顯微組織(SEM)Fig.3 Microstructure(SEM) of the 3003 aluminum alloy ingot
DSC檢測曲線表明,在651 ℃之前未出現明顯的吸熱峰(見圖4),這說明合金中低熔點化合物的含量較少,因此將均勻化最高試驗溫度設定為650 ℃。

圖4 3003鋁合金鑄態試樣的DSC曲線(3個平行試樣,試樣質量:10~20 mg,升溫速率:10 ℃/min)Fig.4 DSC curves of the as-cast 3003 aluminum alloy specimens (three parallel specimens, specimen mass:10-20 mg, heating rate:10 ℃/min)
2.2 不同均勻化態3003鋁合金的顯微組織
圖5為不同均勻化溫度下3003鋁合金的顯微組織,由圖5可知,均勻化溫度對3003鋁合金中化合物的析出、溶解和轉變有較大影響,對晶粒的尺寸和形貌影響較小。均勻化溫度為590 ℃時,晶體內分布著細小的顆粒狀析出相;金屬間化合物的尖銳棱角開始變得圓滑。均勻化溫度為600 ℃和610 ℃時,晶內顆粒狀析出相的數量開始減少并出現少量針棒狀析出相,金屬間化合物進一步溶解和球化。均勻化溫度為620 ℃和630 ℃時,絕大多數顆粒狀析出相已回溶,晶內針棒狀析出相的數量明顯增多。均勻化溫度為640 ℃時針棒狀析出相也開始重新回溶,金屬間化合物明顯球化。當均勻化溫度提高到650 ℃時,晶內的析出相已全部回溶;金屬間化合物呈鏈球狀不連續分布,有過燒跡象。

圖5 不同溫度均勻化12 h后3003鋁合金的顯微組織(a)鑄態;(b)590 ℃;(c)600 ℃;(d)620 ℃;(e)640 ℃;(f)650 ℃Fig.5 Microstructure of the 3003 aluminum alloy homogenization treated at different temperatures for 12 h(a) as-cast; (b) 590 ℃; (c) 600 ℃; (d) 620 ℃; (e) 640 ℃; (f) 650 ℃
掃描電鏡和能譜儀的分析結果表明,均勻化處理后3003鋁合金晶界處的金屬間化合物主要為Al(Fe,Mn)Si(圖6中A和B)和Al6(Fe,Mn)(圖6中C、D、E、F、I和J),晶內針棒狀的析出相為Al6Mn(圖6中G和H)。
根據620 ℃保溫3~12 h的均勻化試驗結果可知(見圖7),隨保溫時間的延長,晶體內析出相的數量減少、尺寸增大。當保溫3 h時,3003鋁合金晶內存在細小的,顆粒狀析出相。當保溫時間延長至6~9 h時顆粒狀析出相開始逐漸溶解并出現少量針棒狀析出相。當保溫時間達到12 h時,晶內的針棒狀析出相的數量明顯增加。隨均勻化保溫時間的延長,金屬間化合物的溶解和球化程度逐漸提高,當保溫12 h 時,枝晶組織基本消除,金屬間化合物有重新偏聚的跡象。

圖6 不同溫度均勻化12 h后3003鋁合金的SEM圖Fig.6 SEM images of the 3003 aluminum alloy homogenization treated at different temperatures for 12 h(a) 600 ℃; (b) 620 ℃; (c) 650 ℃

圖7 620 ℃均勻化不同時間后3003鋁合金的顯微組織Fig.7 Microstructure of the 3003 aluminum alloy homogenization treated at 620 ℃ for different time(a,b) 3 h; (c,d) 6 h; (e,f) 9 h; (g,h) 12 h
2.3 變形加工和退火態3003鋁合金的顯微組織
2.3.1 晶粒的形貌和尺寸
3003鋁合金熱軋卷材厚度方向表層和心部的晶粒組織存在較大差異,在熱軋及隨后的停放過程中材料的表層發生了再結晶;材料的心部未發生再結晶,晶粒呈纖維狀,各晶粒之間原有的晶界已不能清楚地分辨。經過約40%加工率的冷加工,材料表層的再結晶晶粒沿軋制方向延伸,晶粒的外形輪廓仍然可見;材料心部縱向截面組織的纖維狀特征比橫向截面更為明顯(見圖8)。

圖8 3003鋁合金3.0 mm厚熱軋卷材(a,b,d,e)和1.82 mm厚冷軋卷材(c,f)的變形晶粒形貌(a,c)橫向截面;(b)橫向截面(近表層區域);(d,f)縱向截面;(e)縱向截面(近表層區域)Fig.8 Deformed grain morphologies of the 3003 aluminum alloy with 3.0 mm hot rolled coil(a,b,d,e) and 1.82 mm cold rolled coil(c,f)(a,c) transverse section; (b) transverse section (near-surface area); (d,f) longitudinal section; (e) longitudinal section (near-surface area)
3003鋁合金冷軋卷材在中間退火過程中完成了再結晶,縱向和橫向截面的組織形貌相近,再結晶晶粒呈現出非等軸的特征,軋制方向的平均晶粒尺寸為89.6 μm,垂直軋制方向的平均晶粒尺寸約為42.8 μm(見圖9)。中間退火后經過約45%加工率的冷軋得到H16狀態鋁合金成品卷材,組織中的晶粒沿軋制方向變形延伸,呈條帶狀分布。
2.3.2 化合物的形貌和尺寸
鑄錠晶界處的化合物經過均勻化處理后變得圓滑、球化,但其尺寸仍然較大。熱軋加工可以破碎化合物,并使鋁合金卷材中的化合物沿軋制方向成行排列,具有明顯的方向性(見圖10)。
隨著冷軋加工率的增大,3003鋁合金卷材中大尺寸金屬間化合物的比例逐漸降低(見圖10和表2),部分化合物的邊緣棱角重新變得尖銳。試驗結果還表明,金屬間化合物的尺寸、形貌和分布在中間退火前、后無明顯變化。

表2 3003鋁合金卷材中的化合物尺寸分布(%)
2.4 加工過程中3003鋁合金拉伸性能的變化
3003鋁合金在不同的加工階段具有不同的拉伸性能(見圖11)。鑄態3003鋁合金經過均勻化處理,屈服強度和抗拉強度略有下降,伸長率略有提高。經過熱軋和加工率約40%的冷軋,3003鋁合金的屈服強度和抗拉強度分別提高到約170 MPa和190 MPa,伸長率降至約6%。中間退火態3003鋁合金的屈服強度、抗拉強度和伸長率恢復到與均勻化處理狀態的數值相近。最后經加工率約45%的冷軋,合金的屈服強度約160 MPa、抗拉強度約175 MPa、伸長率4%左右,橫向和縱向的性能差異較小。

圖11 3003鋁合金卷材加工過程的拉伸性能Fig.11 Tensile properties of the 3003 aluminum alloy coil during processing
3 分析與討論
3.1 3003鋁合金的成分設計和主要化合物
鑄態組織與合金元素含量、凝固冷卻速度和鑄錠的規格尺寸等因素有關。由于半連續鑄造的凝固冷卻速度較快,3003鋁合金中大部分Mn來不及析出而以過飽和態分布在α-Al基體中,小部分Mn以金屬間化合物的形式存在于晶界。3003鋁合金中Fe的固溶度較小,絕大部分以金屬間化合物Al6(Fe,Mn)的形式存在于晶界,具有減小晶體內部Mn偏析和阻止再結晶晶粒生長的作用。Al6(Fe,Mn)是一種硬而脆的難溶化合物,可以破壞組織的均勻性和連續性、降低合金的塑性,在變形加工過程中粗大的Al6(Fe,Mn)化合物周圍容易發生局部應力集中而誘發細微裂紋, 如果裂紋進一步擴展將造成開裂而導致產品報廢,3003鋁合金中的Fe和Mn含量之和不應大于1.85%[13]。
Si在鋁中的固溶度相對較大,3003鋁合金鑄錠中的Si主要以固溶體形式存在。研究表明,當Si的質量分數大于0.07%時,有助于球狀或顆粒狀的Al(Fe,Mn)Si相的形成,進而改善3003鋁合金的加工性能[14-15]。但是過多的Si對鋁合金的塑性有不利影響,3003鋁合金中Si的質量分數控制在0.6%以下且通常低于Fe的質量分數。3003鋁合金中還含有少量的Cu和Ti,它們通常均勻分布在基體中,其中Cu可以提高合金強度并影響合金的耐蝕性能,質量分數控制在0.05%~0.2%之間;Ti則可以起到促進凝固形核、細化鑄態組織的作用,質量分數通常控制在0.01%~0.03%之間。
3.2 均勻化工藝對晶體內析出相和金屬間化合物的影響
對于組織均勻性和加工性能要求較高的3003鋁合金產品,均勻化是變形加工前一個必不可少的過程。均勻化過程基于原子的擴散運動,在濃度梯度一定條件下,原子擴散速度主要由擴散系數D決定,而擴散系數受到合金組織、化學成分和溫度等因素的影響,其中溫度在均勻化過程中起著至關重要的作用[16]。當均勻化溫度較低時,原子擴散速率緩慢,基體中的絕大多數合金元素保持鑄造凝固時形成的過飽和狀態。當均勻化溫度較高時,原子擴散速率顯著提高,基體中的合金元素將分布得更加均勻;伴隨著顆粒狀和針棒狀化合物的析出,固溶在基體中的合金元素含量大幅降低[5]。
根據Gibbs-Thomson效應,小尺寸粒子在基體中的溶解度相對較大,所以溶質在小尺寸粒子與大尺寸粒子之間的基體中存在由高到低的濃度梯度,小尺寸粒子邊緣的溶質具有向大尺寸粒子邊緣擴散的趨勢[7,17]。隨著均勻化溫度的升高,溶質擴散加速,當小尺寸顆粒狀粒子周圍的溶質濃度小于其平衡溶解度時,小粒子收縮溶解。當溶質原子擴散到大尺寸針棒狀粒子周圍并超過其自身的溶解度時,大粒子長大。當均勻化溫度超過640 ℃時,大尺寸針棒狀析出相的溶解速度超過其生長速度,使3003鋁合金基體內的合金元素重新分布而不均勻。
研究表明,均勻化過程中Al6(Fe,Mn)相向α-Al(Fe,Mn)Si 的轉變受基體中的含Si化合物的析出和溶解的影響,當均勻化溫度較高、擴散速度較大或合金中Si質量分數較高時,式(1)的轉變反應較容易進行[18]:
3Al6(Fe,Mn)+Si→α-Al12(Fe,Mn)3Si+6Al
(1)
試驗結果表明,延長保溫時間與提高均勻化溫度的作用相似(見圖7),隨著保溫時間的延長,溶解和擴散將更加充分,但其影響不如均勻化溫度對其影響的那么顯著。均勻化溫度較低時,合金元素溶解度和擴散速率較小,單純延長保溫時間難以獲得理想的效果,且保溫時間過長也不利于節能降耗。
3.3 加工過程對3003鋁合金顯微組織的影響
熱軋卷材的晶粒組織在厚度方向上存在明顯的不均勻性,這一現象除受鑄態組織遺傳因素影響之外,還與熱軋時合金厚度方向變形不均勻有關。在熱軋過程中,合金表層的變形量較大進而獲得較高的形變儲能,促進了再結晶;由于熱軋軋制力無法均勻地向內部傳遞,由合金表層至心部的變形程度逐漸減弱,因此合金心部未能發生再結晶(見圖8)。在隨后的冷軋過程中,軋制力能夠更均勻有效地傳遞至合金心部,合金表層和心部的晶粒被進一步壓扁拉長,晶粒組織的不均勻程度減小。合金經冷軋后處于不穩定的高儲能狀態,中間退火可顯著提高原子的擴散能力,促使回復、再結晶和晶粒長大的發生。析出相在再結晶過程中對晶界前沿起釘扎作用,通常沿軋制方向的釘扎力小于沿厚度方向的釘扎力[19],再結晶晶粒常常呈現出非等軸的特征(見圖9)。
加工過程中應盡量避免出現異常長大的再結晶晶粒,否則異常長大的晶粒與其周圍相鄰晶粒之間的差異性會導致不協調、不均勻的變形,其危害往往比均勻長大的晶粒大得多。研究表明,晶粒異常長大的現象與3003鋁合金中的兩類析出相密切相關[20],第一類主要是在均勻化和熱軋過程中形成的,通常被稱為預先析出相;另一類主要是在回復和再結晶過程中沿晶粒/亞晶界析出的,通常被稱為并發析出相。兩類析出相都通過釘扎晶界抑制形核和再結晶,析出相的數量越多,再結晶晶粒數量越少,導致再結晶反應緩慢或產生不均勻的晶粒組織。均勻化處理可以減小基體內Mn的偏析、降低基體中固溶的Mn含量進而減少并發析出的可能性。提高冷軋加工率則可以獲得更多的形變儲能來促進再結晶。較高的退火溫度在促進析出的同時也會加快再結晶動力學,可使再結晶在大量并發析出之前完成[21-22]。理論和實踐研究表明,合理的均勻化處理和熱軋工藝、適當提高冷軋加工率和退火溫度有助于獲得均勻、細小的晶粒組織,本試驗條件下的中間退火工藝設定在410~450 ℃×2 h為宜。
3.4 加工過程對3003鋁合金拉伸性能的影響
均勻化過程中化合物的析出、溶解和轉變可以改善3003鋁合金的成分和組織均勻性,降低固溶在基體中的合金元素含量,可使合金的強度略有降低,塑性略有提高。加工硬化是提高3003鋁合金等熱處理不可強化的鋁合金強度的主要手段之一,點缺陷和位錯等結構缺陷密度在變形過程中不斷增大,增加了變形抗力,屈服強度和抗拉強度明顯提高、伸長率明顯降低。中間退火再結晶消除了纖維狀組織和硬化現象,金屬的塑性得以恢復,屈服強度和抗拉強度明顯降低,伸長率明顯提高,有利于后續的變形加工和成品性能控制。選擇恰當的退火工藝和冷軋加工率是獲得合格3003-H16鋁合金卷材產品的重要前提。
4 結論
1) 3003鋁合金的鑄態組織主要由樹枝狀的α-Al晶粒和晶界處的Al6(Fe,Mn)、Al6Mn等化合物組成,晶粒尺寸、二次枝晶間距和金屬間化合物的尺寸從鑄錠心部至鑄錠表層逐漸減小。
2) 當均勻化溫度為590 ℃時,晶體內有細小顆粒狀的Al6Mn相析出;提高均勻化溫度,可以促進顆粒狀析出相的溶解和針棒狀析出相的長大,同時晶界處的化合物逐漸球化圓滑,部分Al6(Fe,Mn)相轉變為Al(Fe,Mn)Si相;當均勻化溫度為640 ℃時,針棒狀析出相開始回溶;當均勻化溫度為650 ℃時,晶體內析出的Al6Mn全部溶解,同時晶界處有過燒的跡象。
3) 延長均勻化時間與提高均勻化溫度的作用相似,但其影響不如后者那樣顯著。當均勻化溫度較低時,合金元素的溶解度和擴散速率較小,單純延長均勻化時間很難獲得理想的效果,且不利于節能降耗。綜合考慮,本試驗中3003鋁合金的均勻化工藝設定在600~620 ℃,保溫6~12 h內為宜。
4) 受鑄態組織遺傳和變形程度不均勻的影響,3003鋁合金熱軋卷材表層和心部的晶粒組織具有明顯差異,表層為再結晶組織,心部為纖維狀組織,冷軋和中間退火后晶粒組織的不均勻程度有所減小。3003鋁合金卷材中的化合物沿軋制方向成行排列,具有明顯的方向性,其中大尺寸化合物的比例隨加工率的增大而降低。
5) 均勻化處理可以降低固溶在基體中的合金元素含量,改善3003鋁合金的成分和組織均勻性,改善合金的塑性。變形加工在提高3003鋁合金強度的同時降低了合金的塑性,中間退火可以消除加工變形帶來的硬化現象,從而改善合金的塑性和晶粒組織的均勻性。
