汽車驅動電動機端蓋中心填充壓鑄工藝開發實踐
2022-10-25 08:50:52勾建勇
金屬加工(熱加工) 2022年10期
勾建勇
江蘇嶸泰工業股份有限公司 江蘇揚州 225200
1 序言
根據國家“十四五”節能減排計劃,2025年要求汽車百公里油耗小于4.5L,為適應這一需求,電動汽車產銷量呈爆發式增長。驅動電動機是電動汽車三電系統的核心部件,其電動機殼體采用高壓壓鑄成形,由于具有輕量化、精度高、適合批量生產的優勢,所以得到了廣泛應用。驅動電動機端蓋是驅動電動機殼體的一部分,與電動機主殼體一起形成電動機轉子的工作型腔,對轉子起著承載與冷卻的作用,其尺寸精度要求高,對軸承孔的動態強度及冷卻水腔的致密性也有較高的要求。本文針對一款典型的驅動電動機端蓋壓鑄件的模具設計與工藝開發做具體介紹。
2 產品技術要求與壓鑄難點分析
2.1 產品技術要求
該驅動電動機端蓋壓鑄件產品數學模型和實物外形如圖1所示。
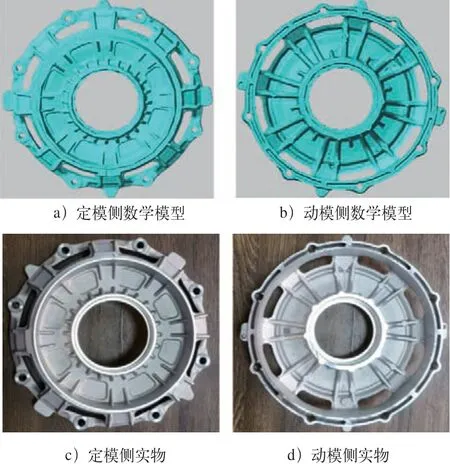
圖1 產品數學模型與實物外形
產品重量:1.25kg;直徑260mm,高度70mm。
材質:DIN EN AC 1706 46000 / AlSi9Cu3(Fe)[1]。
內部氣孔要求:X射線檢測滿足ASTM E505[2]標準II級。
加工面氣孔要求:密封面及軸承安裝孔位置的氣孔直徑<0.4m m,同一加工面允許氣孔不超過3個;一般表面氣孔直徑<0.8mm,氣孔間距>10mm;直徑<0.2mm的氣孔不計。
2.2 壓鑄難點分析
1)由于產品接線端子裝配需要,因此呈輻射狀開設了8個條形孔,同時,中央部位有一個大的電動機軸孔,這些空腔使產品壁厚呈不連續狀態,不利于金屬液充型,需要選用合理的填充模式[3],以解決金屬液流動填充問題。
2)產品周邊有8個條形深腔結構,寬度5mm、高度20mm,這8個位置需要與電動機主殼體形成冷卻水腔,對電動機轉子進行冷卻,要求在2b a r(1bar=105Pa)氣壓下進行氣密檢測,泄漏量<0.6mL/min,該區域的致密性要求高,不能有疏松及表面黏附缺陷。
3 壓鑄工藝設計與CAE模擬分析及優化
3.1 鑄件內部氣孔、縮孔缺陷分析
要防止鑄件內部的卷入性氣孔,合理的金屬液填充模式是模具設計的關鍵,可以有效避免金屬液匯流及紊流造成的外來夾雜物及卷氣缺陷[4]。
對于產品壁厚集中造成的熱節點,采用MAGMA軟件進行凝固模擬,分析產品的凝固順序,找出產生縮松、縮孔的高風險區域,通過模具內部的冷卻實現產品的順序凝固。
3.2 填充模式的選擇
該驅動電動機端蓋屬于圓形回轉體結構,考慮模具結構盡量簡單的因素,這類鑄件一般采用多個扇形澆口,側面填充。但該電動機端蓋存在多處空腔結構,阻斷了金屬液的流動路徑;周邊薄的片狀模具材料,會導致金屬填充過程過熱并產生沖蝕。
根據壓鑄生產經驗與產品結構特點,設計一種中心進料的填充模式[5],從電動機軸孔向周邊輻射填充。根據我公司壓鑄機規格,采用一模兩腔壓鑄方案,通過采用MAGMA模擬軟件進行模擬分析,對填充方案進行優化。
(1)填充溫度對比分析 采用MAGMA軟件對兩種填充模式的溫度場進行分析,如圖2、圖3所示。從流態上比較,側澆口填充在金屬液充型過程中,形成多處包裹卷氣位置,型腔充滿狀態最低溫度615℃左右,前端與末端溫度差約40℃;中心澆口填充模式金屬液流動平穩,沒有金屬液匯集的包裹區域,型腔充滿狀態最低溫度625℃左右,型腔不同區域溫差<20℃。
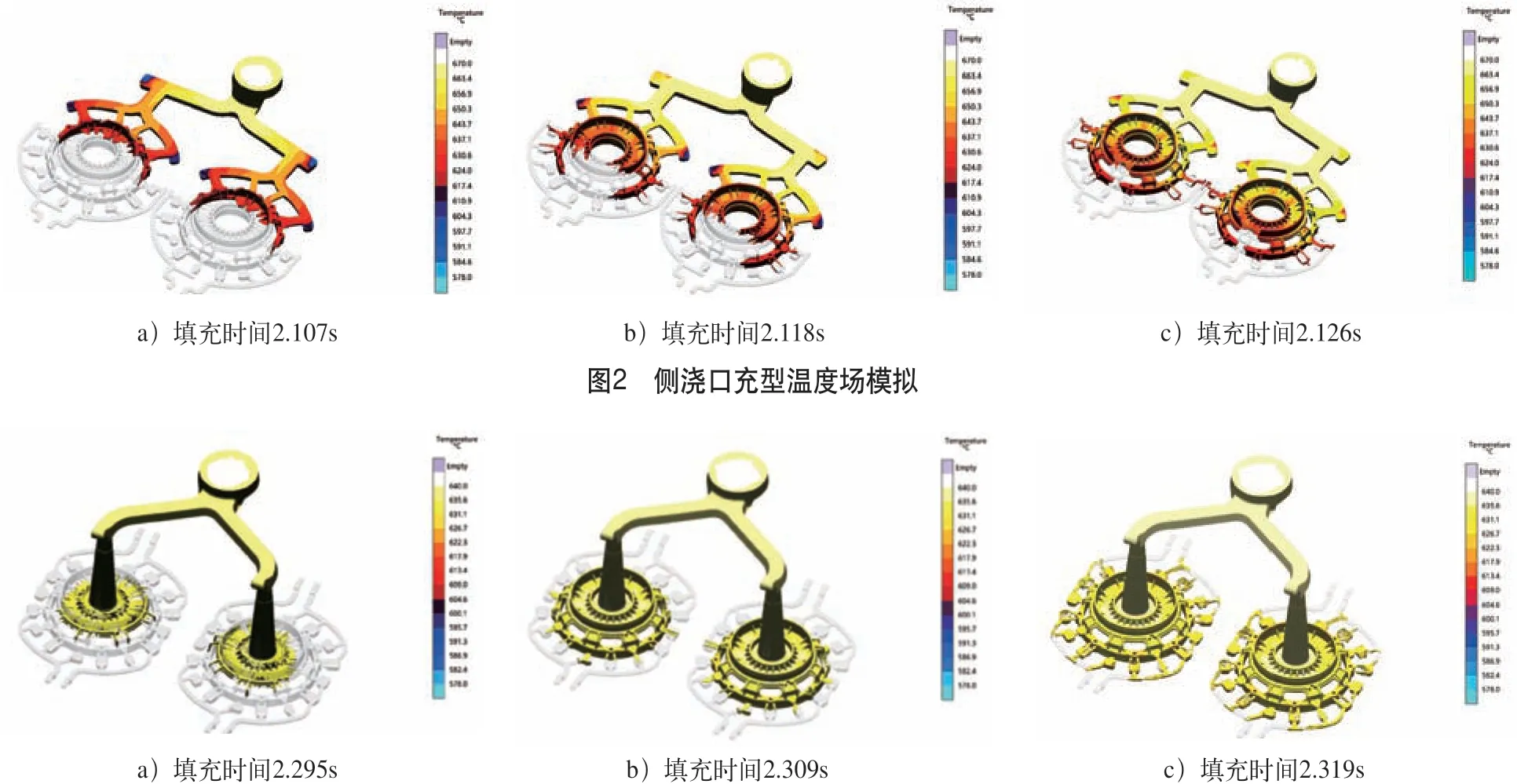
圖3 中心澆口充型溫度場模擬
(2)型腔最大氣壓對比分析 圖4所示為兩種填充模式的最大氣壓分析。從模擬結果看,采用側澆口填充時,型腔內有多處氣壓高于30bar的高風險區域;而采用中心澆口填充時,產品成形區域最高氣壓10bar,沒有卷氣風險。
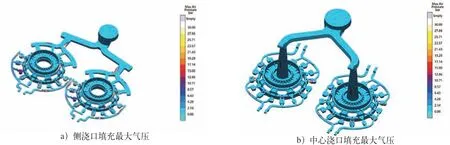
圖4 兩種填充模式的型腔最大氣壓分析
基于以上模擬分析,確定采用中心進料的輻射填充模式進行模具及工藝設計。
3.3 澆排設計
模具澆排設計如圖5所示。內澆口布置在電動機主軸孔內,沿圓周輻射狀均布,每腔設計2個集中排氣口。
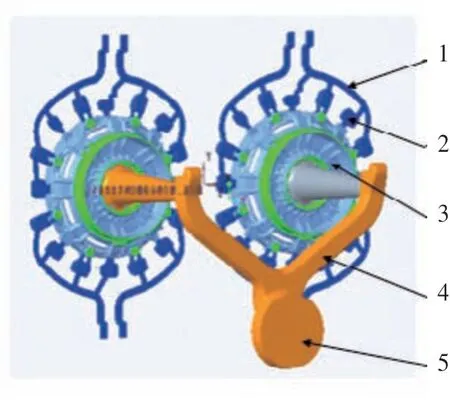
圖5 澆排設計
3.4 數值模擬分析與優化
(1)填充溫度模擬 圖6所示為填充溫度模擬結果顯示,從型腔填充開始到型腔充滿,共32ms,在型腔充滿狀態下,產品最低溫度區域為620~630℃,高于金屬液相線溫度610℃,高于金屬固相線溫度578℃,高出40~50℃,滿足液態金屬成形溫度條件。
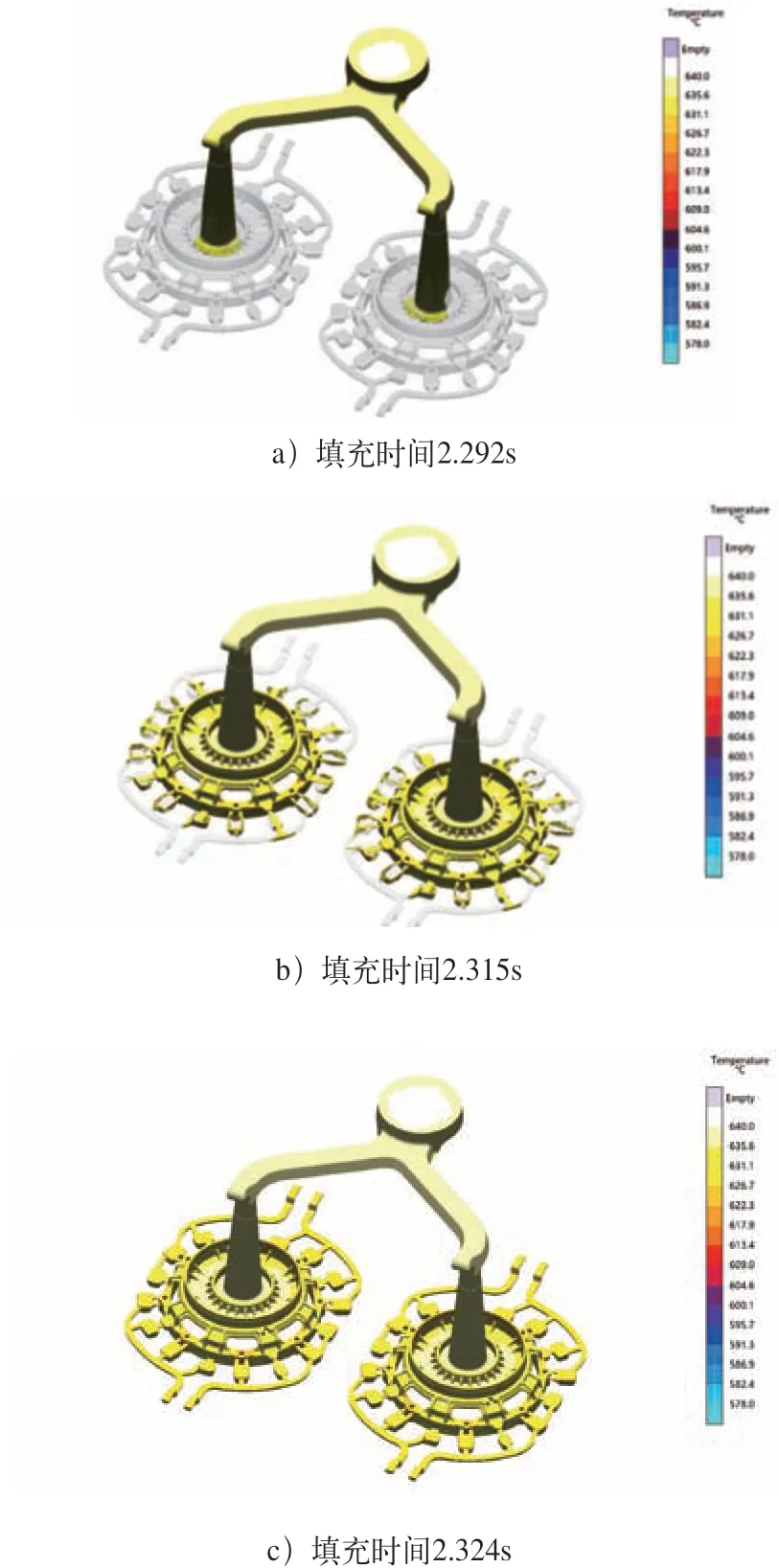
圖6 填充溫度模擬結果
(2)凝固溫度模擬 圖7所示為凝固溫度模擬結果。從圖7可看出,產品凝固順序較好,流道部分最后凝固,保證了良好的壓力補縮條件,但近內澆口的局部圓環位置,比內澆口凝固時間略長,有產生縮松風險,需要重點考慮這個區域的模具冷卻設計。
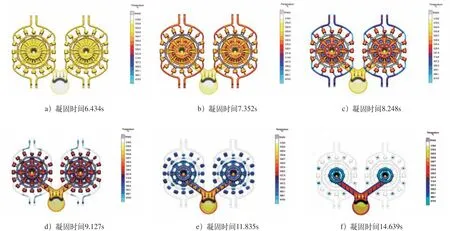
圖7 凝固溫度結果
(3)缺陷預測模擬 圖8所示為缺陷預測分析,當凝固時間84s時,內澆口凝固,此時壓鑄機的壓力補縮被阻斷,在內澆口附近存在環形熱節點,這個區域有潛在收縮性氣孔缺陷,需要設計冷卻以控制凝固時間;根據氣壓分析結果,在充型84s、型腔完全充滿狀態下,型腔內沒有高氣壓風險區域,因此無形成卷入性氣孔的風險。

圖8 缺陷預測結果
4 關鍵工序開發FMEA與預防措施
4.1 熔煉過程
鋁合金材料為DIN 1706 ENAC 46000,材料液相線溫度610℃,固相線溫度580℃。為有效控制鋁合金成分與力學性能并減少熔煉過程燒損,選擇熔化效率為1.5t/h的中央熔解爐,鋁錠與回爐料配比按照(60%~80%)∶(40%~20%),出爐溫度(720±10)℃,采用石墨轉子與高純氮氣進行轉運包內除氫,控制鋁合金密度指數<3%。
為防止因Si元素偏析而導致的測量誤差,原材料采購時,降低Si元素含量上限,將標準規定的wSi=8%~11.0%,調整為內控標準wSi=8%~10.5%;為防止鋁合金黏模傾向及減少鐵相對鋁合金強度的影響,設定Fe元素下限并降低上限,將標準值wFe<1.3%,調整為wFe=0.7%~1.0%。
4.2 壓鑄過程
(1)鎖模力計算 產品主分型面投影面積為1350cm2,產品承受一定動載荷并有氣密性要求,選取鑄造比壓為75MPa,兩腔產生在分型面的主脹型力:F主=10128.75kN;由于沒有滑塊,分脹型力F分=0。
鎖模力安全系數取K=1.15,總鎖模力需求F鎖=11648kN,結合我公司現有壓鑄機狀態,選用1250t(鎖模力12500kN)壓鑄機,一模兩腔壓鑄,實際鎖模安全系數為K=1.23,鎖模力計算參見表1。
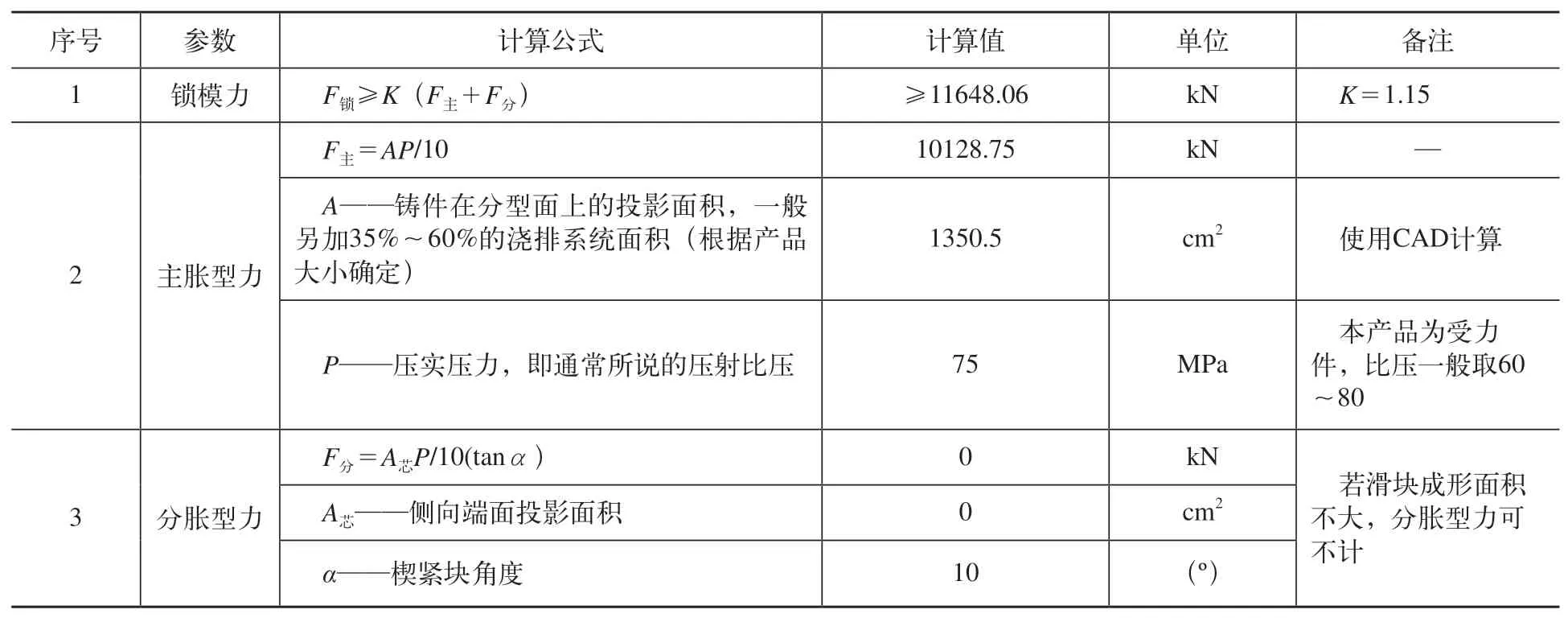
表1 壓鑄機鎖模力計算
(2)模具工藝需求與壓鑄機射出能力的P-Q圖校核 模具設計的容杯直徑選用110mm,壓室充滿度43%,內澆口面積為830mm2, 壓鑄工藝的高速壓射速度為4.5m/s,內澆口速度為50m/s,理論填充時間為30ms。采用P-Q圖對工藝窗口進行校核,工藝需求與理論工藝窗口吻合較好,理論工藝帶可調整范圍充足,如圖9所示。
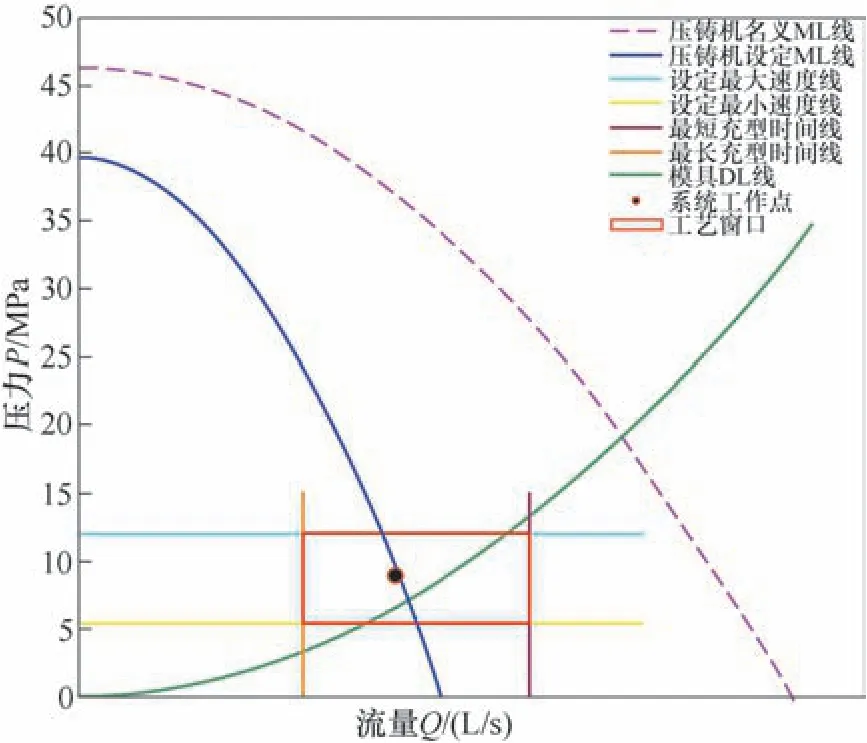
圖9 P-Q圖
5 壓鑄模具設計
(1)模具的澆排系統 根據CAE分析,選用一模兩腔中心進料作為填充方案,采用真空輔助排氣,激冷塊式真空閥。
(2)模具的溫度平衡設計 參照CAE的凝固模擬分析,模具溫度平衡設計如圖10所示。對近澆口區域的熱節點設計圖中3號位置的環形冷卻,主流道部分采用1號位置的3個冷卻通道,中板填充錐管采用2號位置的環形冷卻,定模金屬填充過程溫度低的薄壁區域采用4號位置的油溫加熱通道,動模型腔采用5號位置的點式冷卻,圖中紅色為油溫加熱通道,藍色為水冷通道。
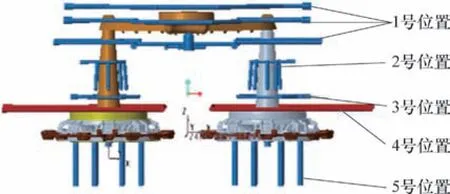
圖10 模具溫度平衡設計
(3)模具總體結構設計 模具結構包含成形部分的A板、定模板、動模板共3個模板,頂出板用于實現鑄件從動模脫模。用真空閥板控制抽真空,方導柱導向,采用快速鎖模銷將模具與壓鑄機連接,模具總體設計如圖11所示。
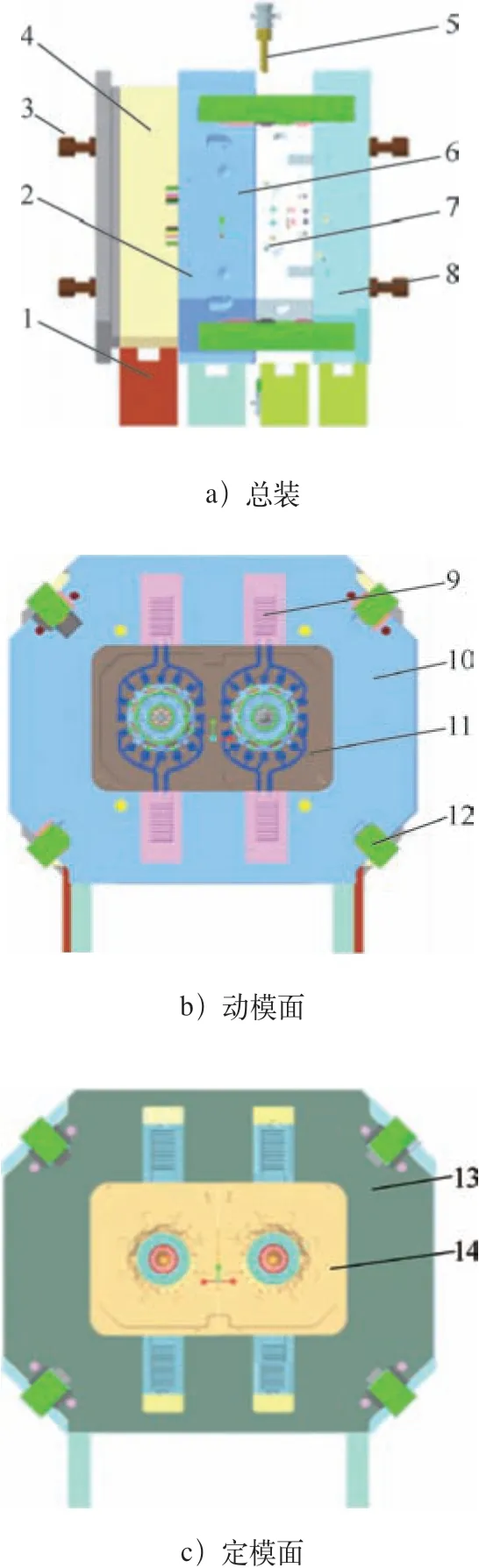
圖11 模具總體設計
6 試生產驗證與檢測
6.1 生產條件
壓鑄機:生產采用TOYO/V5 1250t壓鑄機,循環節拍70s。
鋁合金:鋁合金牌號ALSI9Cu3(Fe),采用集中熔解,機邊保溫,采用氮氣轉子除氣,控制密度指數<3%,機邊保溫爐保溫溫度(665±10)℃。
主要壓鑄參數[6]:低速速度0.25m/s,高速速度4.5m/s,高速行程160mm,鑄造比壓75MPa,增壓建壓時間25ms。
真空使用:真空啟動位置150mm,真空度<200mbar。
6.2 產品測試
電動機端蓋產品實物及內部缺陷無損檢測如圖12所示。鑄件外觀成形良好,組織致密,內部X射線檢測達到ASTM E505標準II級以上。
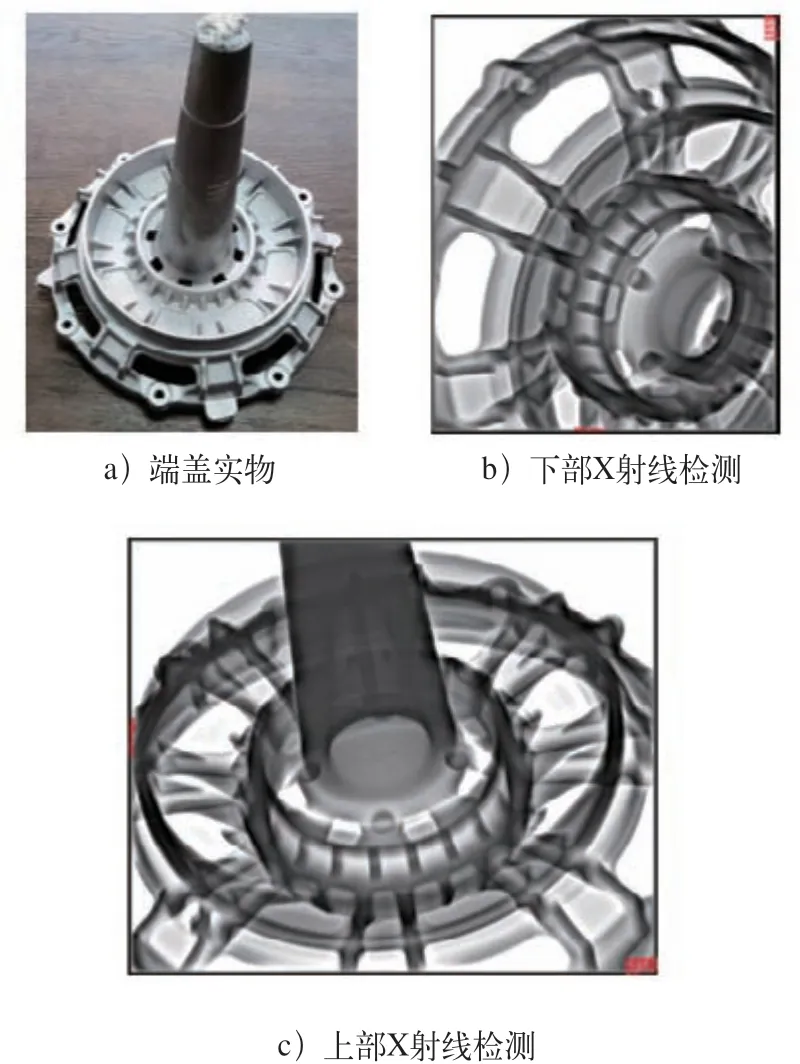
圖12 鑄件實物及X射線檢測
6.3 模溫狀態
生產過程采用熱成像儀對模溫進行監控,噴霧后模具溫度:定模170~235℃,平均溫度220℃,動模溫度190~278℃,平均溫度245℃。模具溫度保持良好,溫度梯度好,保證了液態金屬填充及鑄件的順序凝固。模具實際溫度場如圖13所示。

圖13 模具實際溫度場
6.4 批量生產驗證
該電動機端蓋鑄件經過生產驗證,按照ASTM E505標準II級與外觀缺陷標準要求,壓鑄過程合格率>98.5%,加工過程氣孔、泄漏等毛坯不良缺陷<0.5%,產品質量達到項目開發指標。
經批量生產驗證,生產過程及產品質量穩定,模具運行可靠,壓鑄過程綜合OEE>75%。
7 結束語
對于圓形回轉類零件,采用中心輻射填充模式更有利于金屬液充型;在工藝開發階段,采用CAE工具進行工藝方案的模擬優化及缺陷預測,對提高工藝開發的成功率非常重要,可有效地避免設計失誤,在產品開發初期充分識別壓鑄件的缺陷并針對可能的風險進行時效模式分析,制定有針對性的解決措施,能夠有效避免鑄件缺陷的產生。
猜你喜歡
現代裝飾(2022年4期)2022-08-31 01:39:32
現代裝飾(2022年3期)2022-07-05 05:55:06
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
Coco薇(2015年1期)2015-08-13 02:23:50
石油化工應用(2014年8期)2014-03-11 17:40:03
機械制造文摘(焊接分冊)(2013年6期)2013-03-20 13:57:28
玩具(2009年10期)2009-11-04 02:33:14
