工業機械自動化設計中存在的問題及改進方法
2022-10-20 09:28:28張鑫
世界有色金屬 2022年16期
張 鑫
(蘇州泰格驅動技術有限公司,江蘇 蘇州 215021)
當前,對復雜面鈑金軸類沖壓模具機械自動化設計方法主要基于位形角參數模擬的機械自動化設計方法、基于整機動態模擬加工的復雜面鈑金軸類沖壓模具機械自動化設計方法以及基于裝配位置變換的機械自動化設計方法等[1,2],采用部件的剛度參數模擬和自動化參數識別的方法,建立機床的固有模態參數識別模型。采用計算機輔助設計的方法,結合數字模擬實現復雜面鈑金軸類沖壓模具機械自動化設計,制備出高強度的沖壓模具材料及部件,但該方法存在韌性和硬度不高的問題。另外,采用微觀結構隨機性的參數分析方法進行復雜面鈑金軸類沖壓模具自動化設計,在材料的參數誤差估計中具有不確定性。針對上述問題,本文根據工業機械自動化設計存在隨動性大、幾何標定誤差大等問題,進行設計方法改進,提出基于接觸式隨動測量和形位誤差測量補償的復雜面鈑金軸類沖壓模具工業機械自動化設計方法。
1 復雜面鈑金軸類沖壓模具設計參數及動態特性
(1)復雜面鈑金軸類沖壓模具設計參數。為了實現復雜面鈑金軸類沖壓模具機械自動化設計,結合復雜面鈑金軸類沖壓模具的穩定性參數分析和固有頻率參數模擬的方法,構建加工位姿參數分布模型,通過自動化的參數識別,利用機床實測試驗數據進行機械自動化參數設計,構建機床動態特性模擬模型,得到復雜面鈑金軸類沖壓模具的機床固有模態參數分布律,表示:
其中,ρ為機械自動化加工設計的多體系統,ui為雜面鈑金軸類沖壓三軸數控參數,Sm為繞Z軸的偏擺參數,xi為機床智能體的分布誤差,結合機床模態固有頻率加工模擬和加工工件參量測定,通過徑向基參數模擬的方法,得到工業機械自動化的動量特征分布方程為:

式中:

表示相鄰低序體參數分布,通過偏擺誤差分析,得到各項幾何誤差的位移參數,通過指機床各組成環節的參數分布,得到X軸Y軸的理想幾何參數分布模型,得到復雜面鈑金軸類沖壓模具的滾擺動態特征分布為:

在模具開裂情況下通過結構沖裁和卸料板座穩態控制,進行復雜零件設計中的屬性表達和模型面修補,復雜面鈑金軸類沖壓模具設計參數分布見表1。

表1 復雜面鈑金軸類沖壓模具設計參數
根據表1所示的復雜面鈑金軸類沖壓模具設計參數設計,根據模型中晶粒平均分布,加入適量的增強相顆粒進行復雜面鈑金軸類沖壓模具曲面優化設計,構建符合斷裂韌性強度的復雜面鈑金軸類沖壓模硬度關系分析模型,通過有限元模擬方法,得到微觀參數分布結構見表2。
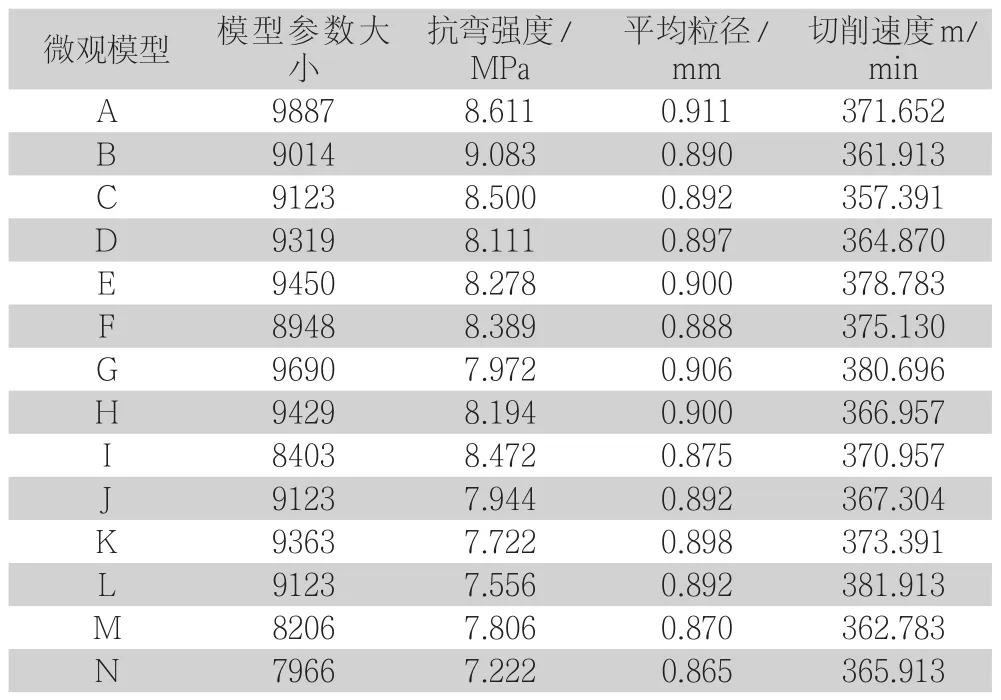
表2 微觀參數分布結構
結合表2的參數分布,采用回軸線誤差標定算法構建復雜面鈑金軸類沖壓模具的接觸性測量模型,根據工件軸線的動態參數識別,建立抗拉受力分析模型,根據后刀面磨損量的試件結構參數分析,進行不同切削深度下的部件優化設計[3]。
(2)動態特性參數分析。在復雜面鈑金軸類沖壓模具機械自動化設計中,采用超強鋼300M作為模型構件,采用交互對象設計方法,進行復雜面鈑金軸類沖壓模具的等效離心載荷特征分析和荷載參數估計,得到動態疲勞參數分析模型,在凹槽固定座上,確定疲勞破壞動態參數,為:

在應力損傷的累積過程中,建立復雜面鈑金軸類沖壓模具的湍流方程為方程,表示為:

其中復雜面鈑金軸類沖壓模具采用四面實體單元設計,湍流參數取值分別為 :C1ε=1.44,C2ε=1.92,Cμ=0.09,σk=1.0,σε=1.3。通過激勵載荷分布,建立工業自動化設計中的力學參數分析模型。復雜面鈑金軸類沖壓模具的承受流體壓力分析模型,采用MAR-M247鎳基高溫合金材料作為微觀基材料,得到動態力增益系數,有限元分析軟件ANSYS進行數據采集和邊緣結構參數分析,結合計算機輔助設計的方法,得到工業機械設計的動態特性參數分布見表3。

表3 動態特性參數分布
2 復雜面鈑金軸類沖壓模具設計優化
(1)水平屈服后剛度計算。在臨界屈曲壓力參數估計中,采用弧度加工的方法,建立符合復雜面鈑金軸類沖壓模具剛度的量化分析模型,得到加載剛度與卸載剛度的表現如下:①加載剛度在滿足2.5MPa的荷載以下,摩擦滑塊的材料能滿足壓力支撐,得到豎向工況參數分布;②在最大采樣頻率1200KHZ,條件下,隨著試件的不斷加載,剪應變增加,采用徑向循環加工的方法,提高加載控制能力;③在水平向力學性能均衡狀態分布下,通過滯回曲線分布,得到豎向屈服響應滿足整體分布性,在水平應力支撐下,得到豎向剛度的衰減分布模型。
根據工件軸線的方向進行自動化機械設計過程中的回轉軸線標定,在極坐標系下進行參數擬合,得出復雜面鈑金軸類沖壓模具的模型參數見表4。

表4 復雜面鈑金軸類沖壓模具模型參數
復雜面鈑金軸類沖壓模具的模型參數分布,進行剛度計算,得到工件的水平屈服后剛度,表達式為:

其中,uxx為豎向剛度的衰減,uyy為電液伺服加載,uzz為空載狀態的壓載量。
通過上述設計,實現對復雜面鈑金軸類沖壓模具的水平屈服后剛度,由此得到位移控制模型,基于最大樣本誤差分布,通過豎向和水平工況分析,得到激勵載荷的關聯性特征分布示為:

其中,ε(T)為鎳基高溫輻射率。T表示試驗裝置上的葉片頻率,σ為焊接屈服強度。根據上述分析,構建了復雜面鈑金軸類沖壓模具剛度的力學參數解析模型,根據對力學和屈服參數模擬,進行工業自動化設計中的樣本回歸誤差補償控制。
(2)復雜面鈑金軸類沖壓模具設計改進實現。在上述進行復雜面鈑金軸類沖壓模具的力學參數分析的基礎上,進行預光順參數分析,構建復雜面鈑金軸類沖壓模具分析,構建隨動接觸測量模型,輪廓表面動態參數模擬過程表示如下:

上式中,X表示接觸測量裝置的退化位移;θ為直線光柵的分布角度;δ表示直線光柵尺,δ為實際復雜面鈑金軸類沖壓模具的直線光柵的速度;MP為復雜面鈑金軸類沖壓模具的質量;MR為凸輪輪廓表面模量。根據升程變化率中的最大值分布,采用最小二乘法局部尋優的方法,得到復雜面鈑金軸類沖壓模具的線性規劃模型,取sinθp=θp,cosθp=1。此時,JPδ是復雜面鈑金軸類沖壓模具的截面抗彎剛度垂直方向軸(Y軸)的轉動慣量,復雜面鈑金軸類沖壓模具的平面側頭值與θP有關,在隨動接觸測量裝置中,得到荷載-位移恢復約束函數可以表述為:

其中,xt為隨動接觸測量裝置在t時刻的測量參數值,wt為相應平面測頭傾角xk的權值向量。
復雜面鈑金軸類沖壓模具在焊接熱點t= 0 ,1,… ,k,對應的屈服應力分布值Zk= {z0,z1, … ,zk},用xk表示輪基圓段的升程誤差:{xk,yk,θk}。隨動接觸測量的輸出系統描述為:

式中uk表示為運動狀態參數的輸入數據,比如里程計的數據。wk表示焊接過程中的噪聲。得到機器人的熱誤差測量方程為:

式中M為豎向屈服前加載構件單元體的剛度,vk表示橡膠支座的剪切變形參數。水平屈服后剛度表達式為:

根據貝葉斯估計原理,得到復雜面鈑金軸類沖壓模具修正后的表觀彈性模量為:

其中,zt為復雜面鈑金軸類沖壓模具卸載剛度,ut-1為復雜面鈑金軸類沖壓模具的屈服強度,xt為豎向屈服功率。在滑動連接件處,工進行工業機械設計的輸出可靠性控制,從而實現復雜面鈑金軸類沖壓模具機械自動化設計。
3 實驗測試分析
為了測試本文方法在實現復雜面鈑金軸類沖壓模具機械自動化設計中的性能,進行實驗測試,實驗中,設定力學參數見表5。

表5 力學參數設定
根據表4的力學參數設定,得到面鈑金軸類沖壓模具的輪廓分布模型如圖1所示。
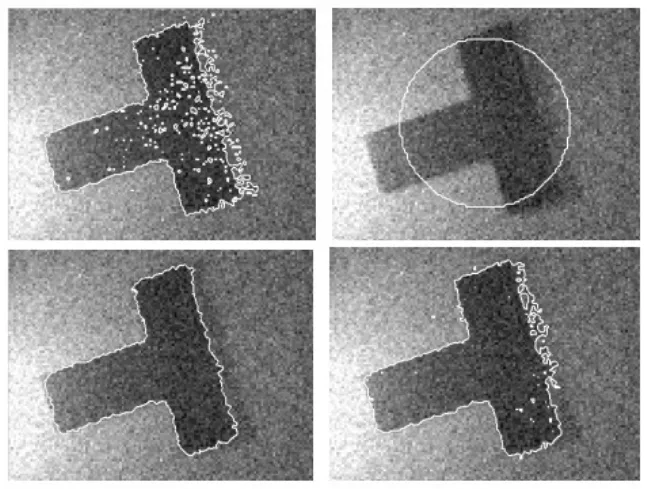
圖1 面鈑金軸類沖壓模具的輪廓分布模型
根據圖1的面鈑金軸類沖壓模具的輪廓分布,進行各個節點的設計誤差參數測量,得到對比結果見表6。
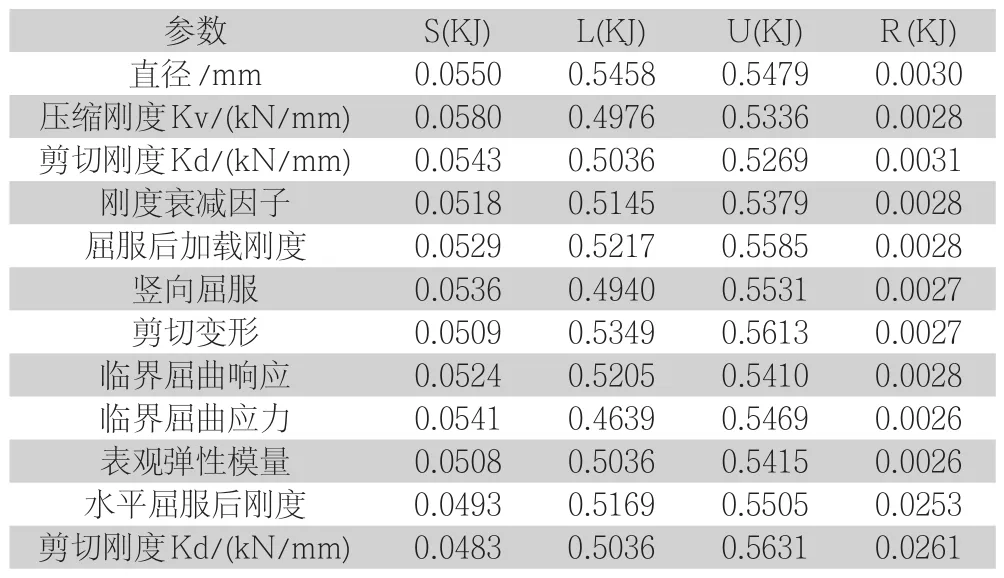
表6 設計誤差參數測量
分析表6得知,本文方法進行機械自動化設計的誤差較小,測試面鈑金軸類沖壓模具的點跟蹤云圖,如圖2所示。

圖2 面鈑金軸類沖壓模具的點跟蹤云圖
分析圖2得知,采用新的方法進行復雜面鈑金軸類沖壓模具自動化設計,提高了設計工藝精密度,可以有效降低加工誤差,云圖點跟蹤性能較好。
4 結語
采用模型參數識別的聯動軸參數加工優化技術,根據機床動態特性分析,實現柔性參數識別和優化,構建加工位姿參數分布模型,通過自動化的參數識別,利用機床實測試驗數據進行機械自動化參數設計,建立抗拉受力分析模型,根據后刀面磨損量的試件結構參數分析,進行不同切削深度下的部件優化設計。研究得知,采用改進方法進行復雜面鈑金軸類沖壓模具機械自動化設計的效果較好,有效降低加工和設計的點跟蹤誤差。
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
數學物理學報(2020年2期)2020-06-02 11:29:24
當代工人(2020年8期)2020-05-25 09:07:38
小溪流(畫刊)(2017年12期)2018-01-10 16:07:29
光學精密工程(2016年6期)2016-11-07 09:07:19
科技知識動漫(2016年8期)2016-07-29 20:40:09
Coco薇(2016年2期)2016-03-22 02:42:52
兒童故事畫報·發現號趣味百科(2015年12期)2016-01-25 00:41:49
Coco薇(2015年1期)2015-08-13 02:47:34