航空鍛件常見表觀缺陷及其控制研究
2022-10-20 05:25:42孫朝遠周杰趙博蔣佳君謝靜劉洋
精密成形工程 2022年10期
孫朝遠,周杰,趙博,蔣佳君,謝靜,劉洋
航空鍛件常見表觀缺陷及其控制研究
孫朝遠1,2,周杰1,趙博3,蔣佳君1,2,謝靜2,劉洋2
(1.重慶大學 材料科學與工程學院;先進模具智能制造重慶市重點實驗室,重慶 400044;2.中國第二重型機械集團德陽萬航模鍛有限責任公司,四川 德陽 618000;3.沈陽飛機設計研究所,沈陽 110034)
揭示服役壽命長、工況苛刻、鍛造成本高、質量控制難度大的航空結構件與發動機盤件用鈦合金、高溫合金等鍛件外觀缺陷的產生原因及控制措施。按照航空鍛件鍛造流程(開坯、制坯、模鍛和鍛后熱處理),分別研究裂紋、折疊、錯移等鍛造缺陷產生的原因。航空鍛件產生表觀質量缺陷的原因一般由工藝設計不合理、鍛造操作不當、工裝設備保障不到位等導致,需結合鍛件材料、形狀、變形過程等采取對應措施進行優化解決。對航空鍛件缺陷產生原因進行了研究,給出了行之有效的解決措施,對于航空鍛件質量的提高,尤其是新材料、大尺寸、復雜結構的航空鍛件研制具有重要的工程指導意義。
航空鍛件;鍛造缺陷;折疊;裂紋
飛機的主承力結構件及發動機的盤軸類轉動件等均采用鍛造方式加工而成,材質主要為合金鋼、鋁合金、鈦合金和高溫合金4類。航空工業與鍛件的發展可謂相輔相成,一方面,航空工業推動了鍛件由黑色金屬向輕質化合金如鋁合金、鈦合金發展;另一方面,航空鍛件科學技術的進步也使得飛機飛行質量提高,讓節油、舒適成為可能[1]。
不同于汽車鍛件或其他民用鍛件,航空鍛件具有多樣、小批量的生產特點。同時,相對于其他鍛件來講,航空鍛件用材多屬于難變形合金,具有以下特點。
1)更小的鍛造工藝參數范圍。如GH4169直接時效工藝允許的可鍛溫度范圍僅為100 ℃,相比普通鋼鍛件800~1 200℃的鍛造溫度范圍大幅縮小。
2)更嚴苛的過程控制要求。如粉末盤或鈦合金等材料對鍛造過程的加熱溫度、轉運時間、鍛造時間、模具溫度、冷卻方式、冷卻速度等均有嚴格的要求。
3)更嚴謹的檢驗過程。由于航空鍛件的重要性,從下料、鍛造到熱處理每個環節均需要進行100%的檢驗。
4)更全面的組織及性能檢驗要求。如艦載機用起落架鍛件除常規的晶粒度、強度、沖擊韌性的檢驗外,還需要進行高低周疲勞、鹽霧腐蝕、落振擺陣等測試[2-5]。
5)更嚴格的質量管理體系要求。在傳統的AS9100和GJB9001C–2017質量管理體系要求基礎上,國際民航鍛件的生產過程,如無損檢驗、熱處理過程和鍛造過程均需要通過PRI公司的NADCAP認證[6-7]。
航空界素有“一代飛機一代材料”的說法[8],隨著航空工業的發展,美國波音、洛克希德·馬丁和法國空客所生產的軍用戰斗機及民用客機向著更高的機動性、更長的飛行壽命、更可靠的穩定性、更大的起飛重量方向發展,勢必帶來航空鍛件向著大型化、整體化和復雜化方向發展的新趨勢。整機用鍛件的材質由原來低性能、低成本的鋼鍛件轉向高性能、高成本的鍛件,鍛件的鍛造過程控制難度也越來越大,若鍛件因表觀缺陷報廢,不僅會帶來較大的經濟損失,也會造成相應型號的裝機進度需求無法滿足。更為關鍵的是,若鍛件的表觀質量缺陷發生質量逃逸裝上飛機,將帶來更為嚴重的安全事故[9]。
大型航空鍛件一般用于起飛重量超過100 t的大型飛機,包括軍、民用運輸機,也包括150座以上的干線客機,或者如F18/A、F22等第三、四代先進戰斗機的起落架、機身結構件等鍛件,通常需采用1 MJ對擊錘或400 MN以上的模鍛壓機生產。該類鍛件具有結構復雜、制造難度大、成本高、周期長等特點,其制造過程的穩定性和質量控制已成為我國航空工業發展的關鍵制約因素之一。
國內有較多針對鍛件的某個具體缺陷,如裂紋、折疊、混晶等的單點研究,但系統化地對航空用鍛件鍛造環節產生的缺陷進行闡述的研究相對匱乏。文中著重對航空用鍛件鍛造環節因設計不合理或生產制造過程控制不當帶來的典型鍛造缺陷進行梳理,從缺陷產生的原因和控制措施進行系統性的歸納和研究,為相關行業提供參考。
從制造環節上來講,鍛件的表觀缺陷可分為3大類:由鍛造產生的缺陷,包括裂紋、穿筋、折疊、錯移、未充滿等;由切邊帶來的缺陷,包括切邊裂紋、殘留毛刺、表面壓傷、過切、彎曲變形等;由冷卻不當產生的缺陷,包括冷卻裂紋、變形等。
1 鍛造過程產生的缺陷
1.1 裂紋
因鍛造變形溫度不當而引起的高溫鍛裂和低溫鍛裂,在鍛件上表現為表面裂紋、內部裂紋和毛邊裂紋等。裂紋對鍛件的使用壽命有著極為關鍵的影響,且裂紋的遺傳性也很強,在生產制造過程中發現鍛件裂紋后,必須對其進行打磨、清理干凈,方可進行下一道工序的鍛造或加工。鍛件的裂紋按照形貌劃分主要有微裂紋:長度小于2 mm, 寬度小于0.2 mm,一般需要通過磁粉或熒光檢驗才能發現;裂紋:長度2~5 mm, 寬度0.2~0.5 mm,一般通過目視檢測即可發現;裂縫:長度大于5 mm, 寬度大于0.5 mm。
1)微裂紋:一般在鋼鍛件上發生,分為熱裂紋、冷裂紋和酸洗裂紋。熱裂紋產生的原因是加熱制度不合適,導致加熱過程中鍛件不同位置的溫度變化不一致,引起的熱應力超出了其塑性極限。冷裂紋一般是鋼鍛件在冷卻過程中外部冷卻快、溫度低,內部冷卻慢、溫度高,因熱脹冷縮或冷卻過程中發生了馬氏體相變,表面形成的拉應力超出了材料的屈服極限而帶來的,這種裂紋通常無法采用目視的方法進行檢測,需通過熒光檢測的方式發現,采用人工打磨的方式進行清理[10-11],如圖1(a)所示。酸洗裂紋一般發生在馬氏體鋼鍛件中,鍛件鍛后由于發生馬氏體相變,殘余應力較大,一般超過了屈服強度的一半,若鍛件鍛后在未采用吹砂、去應力退火等消除殘余應力工序的情況下進行酸洗工序,極易產生應力腐蝕帶來的大量表面裂紋,如圖1(b)所示。
合金鋼熱裂紋的控制方式為采用雙階梯的方式加熱,即在500~800 ℃按照0.3~0.7的系數對坯料進行預熱后,再升溫至鍛造加熱溫度進行加熱。合金成分更高的高溫合金更是采用了三階梯的方式進行加熱。冷裂紋控制方式可以通過鍛后及時放入點火的緩冷坑、加蓋保溫棉堆冷等延緩冷卻速度的方式進行[12]。為控制酸洗裂紋,鍛后冷卻有馬氏體相變的合金鋼不能直接酸洗,清理鍛件表面氧化皮等需通過拋丸、噴砂等去應力的方式予以進行。
2)裂紋:鈦合金和高溫合金具有黏性大、流動性差、變形區間窄等特點,隨著鍛造溫度的降低,鍛件表面相對心部的塑性降低,當變形量超出了塑性變形的極限范圍后,便在鍛件表面形成了較多的表面裂紋[13-14],如圖2所示。這種裂紋一般肉眼可見,深度一般在1~3 mm,通過砂輪打磨的方式可以清除。
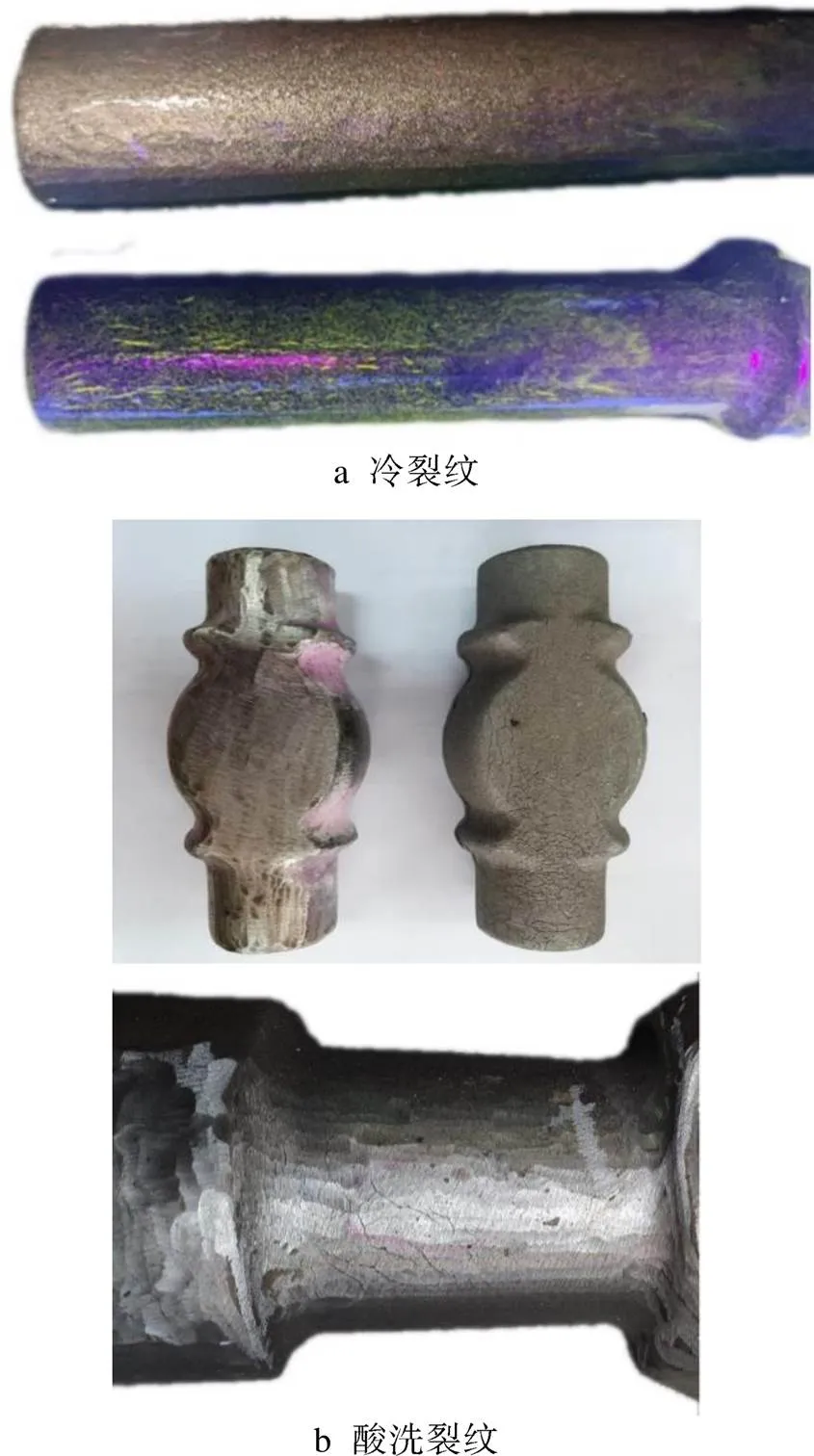
圖1 鍛件的各種微裂紋
其控制方式可通過縮短轉運時間,提高工裝/模具的預熱溫度、噴涂玻璃潤滑劑、搭蓋保溫棉和優化變形量等方式進行。
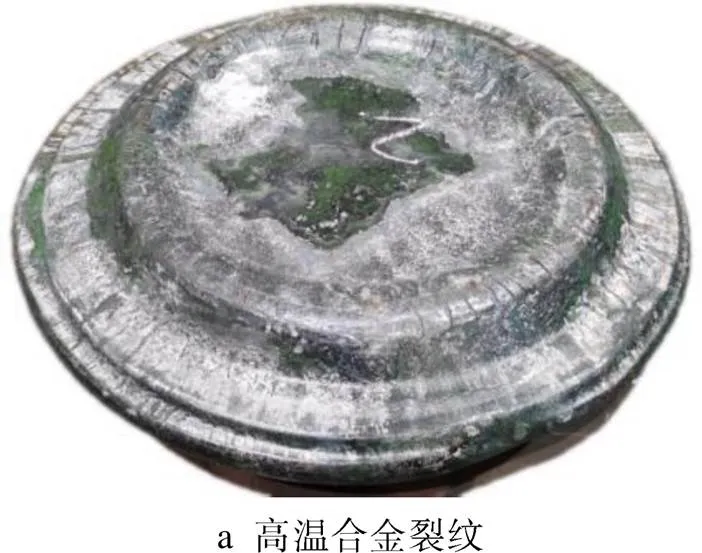
3)裂縫:鈦合金和高溫合金的塑性比合金鋼低,若鍛造過程中未對終鍛溫度進行控制,當鍛件變形溫度低于技術標準或工藝要求值后仍經歷了較大的變形量,此時將在鍛件的非承壓面,如兩端,產生“一”字型或“X”型裂縫,如圖3所示。

裂縫的控制可通過軟、硬包套等延緩鍛件溫度降低的手段進行。軟包套,即鍛件加熱到一定溫度后將其取出,放置在撒有黏接劑的保溫棉上,對鍛件進行全范圍的包裹,用于減緩鍛件鍛造過程中的溫降;硬包套,即采用保溫棉、黏接劑和鐵皮在裝爐加熱前對鍛件進行全包裹的方式減緩鍛件轉運及鍛造過程中的溫降。還可通過提高鍛造過程工裝模具溫度或在坯料與工裝之間搭蓋保溫棉等手段嚴格控制鍛件的終鍛溫度,避免低溫大變形等。
1.2 穿筋、渦流
流線不順、渦流、穿流和穿肋這幾類缺陷多在鍛件H形、U形和L形的根部位置出現,多與坯料尺寸、鍛件形狀、操作過程和模具設計等相關。鍛件渦流和穿筋如圖4所示。鍛造變形時金屬回流,該類型截面鍛件凸模圓角半徑小,導致金屬不能沿肋壁連續填充模具型槽時便會產生渦流。當筋條已充滿,還有多余金屬由圓角處直接流向毛邊槽時,即形成穿流。若鍛造過程中打擊過重、金屬流動劇烈、穿流處金屬的變形程度和應力超過材料的許可強度時,便會產生穿流裂紋。鍛件腹板寬厚比大、肋底部的內圓角半徑小、坯料余量過大、操作時潤滑劑涂得過多和應變速率太快都易造成上述缺陷。
通過設計合理的預鍛模及與其匹配的荒坯,可有效避免穿筋、渦流等缺陷。加大終鍛模頂部、根部及毛邊槽橋部與模槽連接處的圓角半徑,加大內外模鍛斜度等措施也有利于避免金屬在流動過程中急劇轉彎而造成上述缺陷。

圖4 鍛件渦流和穿筋
1.3 窩心與折疊
鍛件鍛造環節中窩心的產生主要是拔長過程中坯料的進給量長度小于坯料截面尺寸的一半而造成的[15],即<1/2,此時坯料斷面上下位置的延伸大于中間部位,進而產生窩心,見圖5。
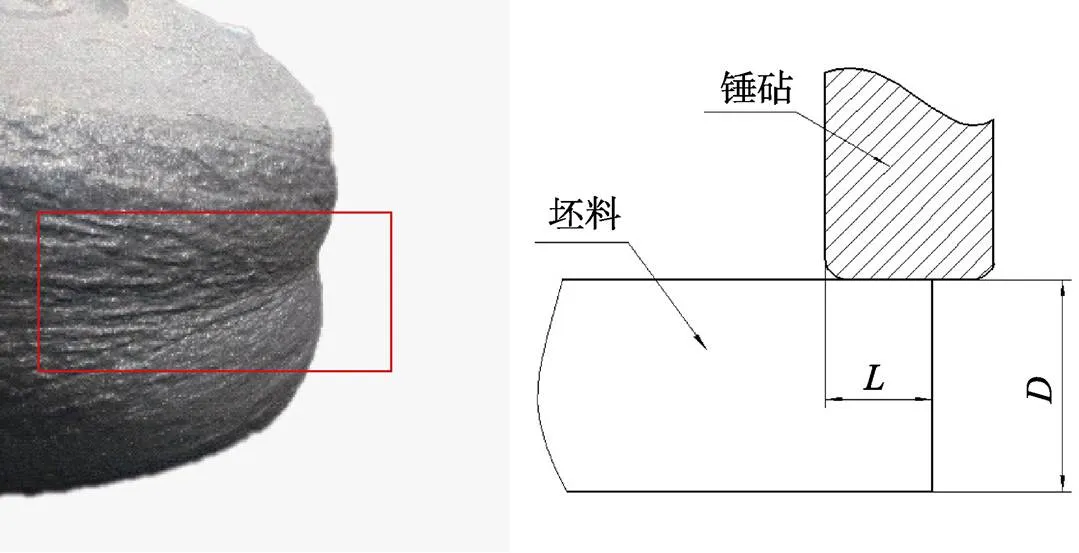
圖5 鍛件窩心
折疊的表面形狀和裂紋相似,多發生在鍛件的內圓角和尖角處,是鍛造過程中表面已經氧化過的金屬匯合在一起形成的,其深淺不一,如圖6所示。在橫截面上進行高倍觀察,可以發現折疊處兩面有氧化、脫碳等特征;從低倍組織上看出,圍繞折疊處的纖維有一定程度的歪扭[16-18]。折疊產生的原因一般是荒坯臺階過渡不當、坯料尺寸不合理、坯料定位不準、預鍛終鍛設計匹配度不好、鍛件彎曲過程圓角不當、上火次鍛件錯移、切邊毛刺在校正過程中壓入等。
根據上述原因,相應地采取拔長時增大進給量、增大模具圓角、匹配設計等措施可以防止折疊缺陷的產生。
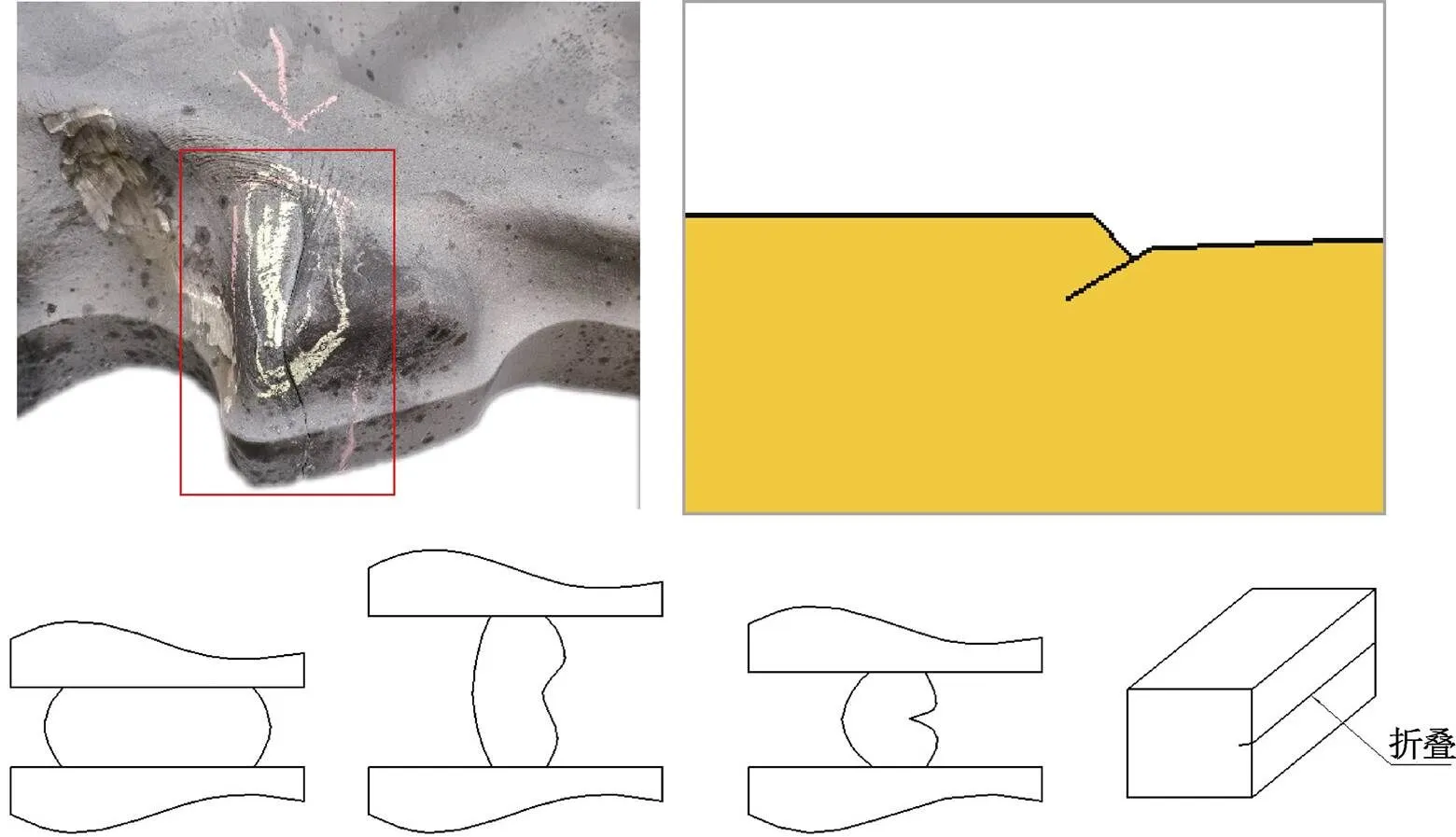
圖6 鍛件折疊
跨傷屬于折疊的一種,是鍛造過程中錘頭晃動或鍛件的圓角及斜度設計不合理造成的,一般出現在鍛件的上模。圖7中“千層餅”出現的原因為上一火次鍛件錯移過大,終鍛火次上模具多錘次打擊后從鍛件上“砍肉”而成的[19]。
1.4 錯移
錯移是鍛造過程中鍛件上下相對于分模面產生的錯位,如圖8所示。回轉體鍛件本身沒有錯移力,產生錯移的原因一般有鍛模安裝不正確、鍛錘錘頭與導軌間隙大、上下錘頭中心不一致等。除回轉體的其他鍛件外,由于鍛件本身不對稱或鍛件分模面不在同一平面,鍛件承受上下打擊力,無法實現鍛件中心、重心和打擊中心三心合一,不可避免地產生左右平移的力,當設備精度不滿足要求,如錘頭與導軌間隙過大,且鍛模鎖扣或導柱間隙大于設計要求時,鍛件便產生了錯移[20-21]。
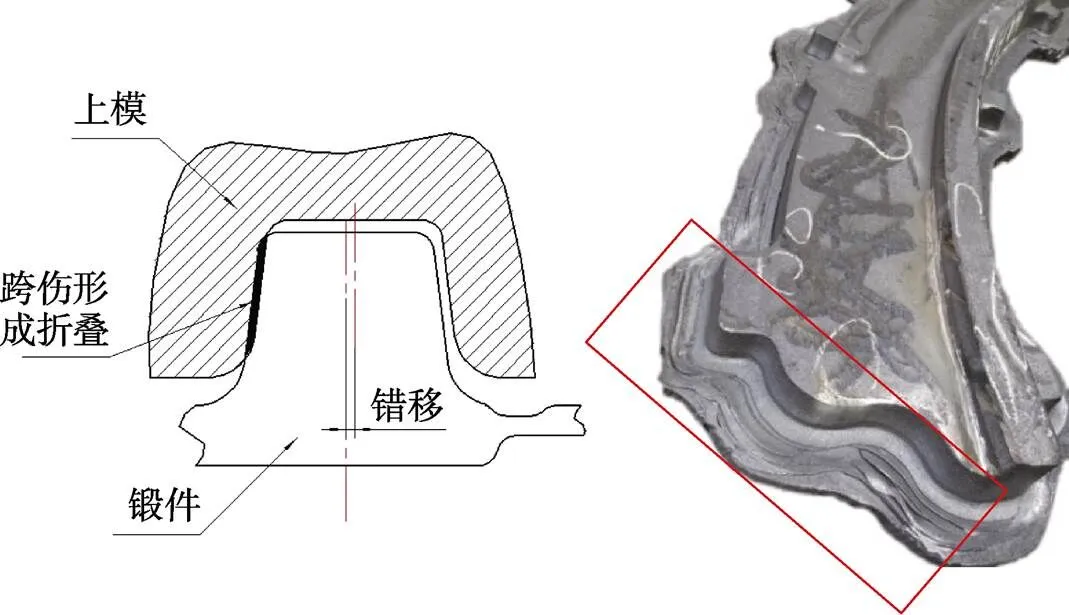
圖7 鍛件因模具晃動帶來的跨傷
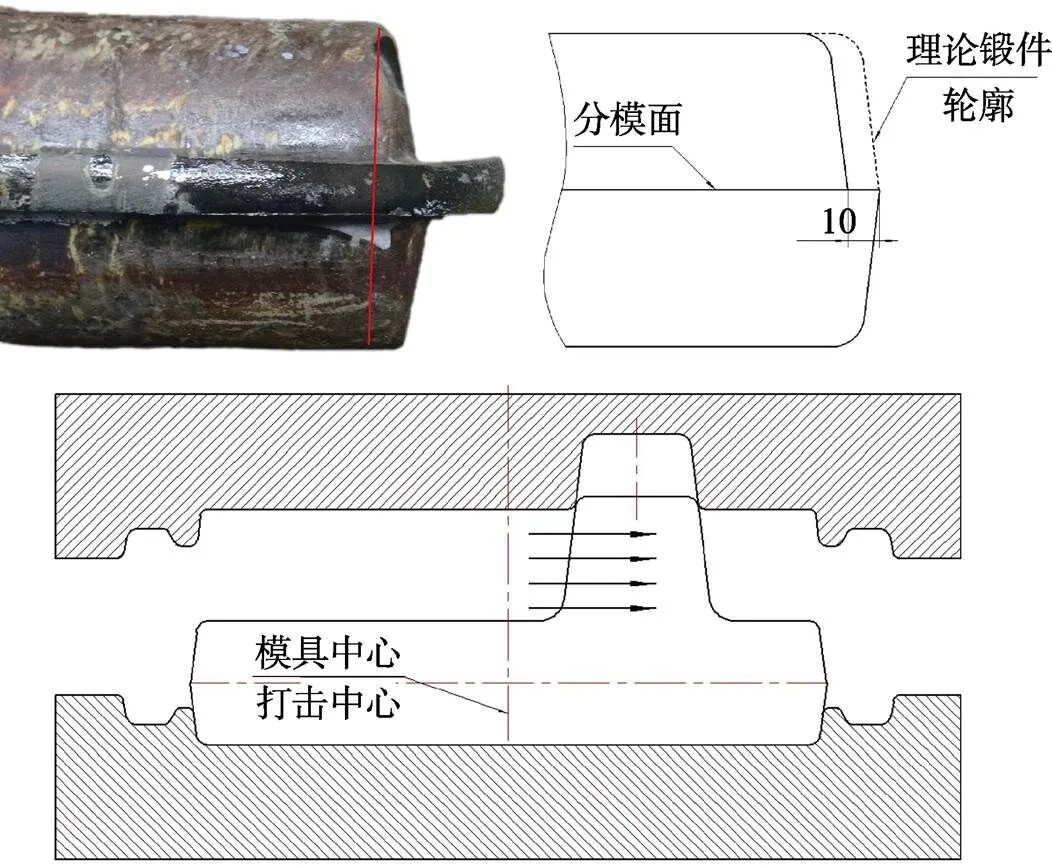
圖8 鍛件的錯移
避免錯移產生的措施可以分為主動防護和被動防護兩類。主動防護指的是根據鍛件成形情況,盡量使其三心合一,同時根據鍛件成形金屬流動方向,選擇合理的分模面,或者采用偏心鍵槽/鍵塊以減小鍛件的錯移力;被動防護指的是通過在鍛模上增加鎖扣或優化鎖扣結構、減少鎖扣間隙等。鎖扣可以平和錯移力,承受打擊過程中強大的沖擊和擠壓力[22-23],但該種方式對模具損壞較大,屬于不得已而為之的辦法,實際生產制造過程中盡量從設計上減緩或消除錯移力,從而消除鍛件的錯移。
1.5 未充滿
未充滿主要指鍛件的棱角、筋條、凸圓角或高包位置出現塌角現象,未達到鍛件圖紙的設計要求,如圖9所示。其產生原因一般為荒坯或預鍛件坯料不夠、圓角過小、模具型腔較深等,一般可通過增加坯料、優化預鍛件設計、增大圓角或儲氣槽、優化模具橋部結構[24]等方式控制。
1.6 表面凹坑
表面凹坑指在鍛件鍛造結束進行表面清理后鍛件表面出現的凹坑,如圖10所示,其產生的主要原因為在鍛造過程中有異物打入,或鍛件氧化皮無法有效去除壓入鍛件本體,鍛后經過打磨、酸洗等表面清理的工序后,表面附著物脫落,表現為鍛件表面凹坑較多的現象。
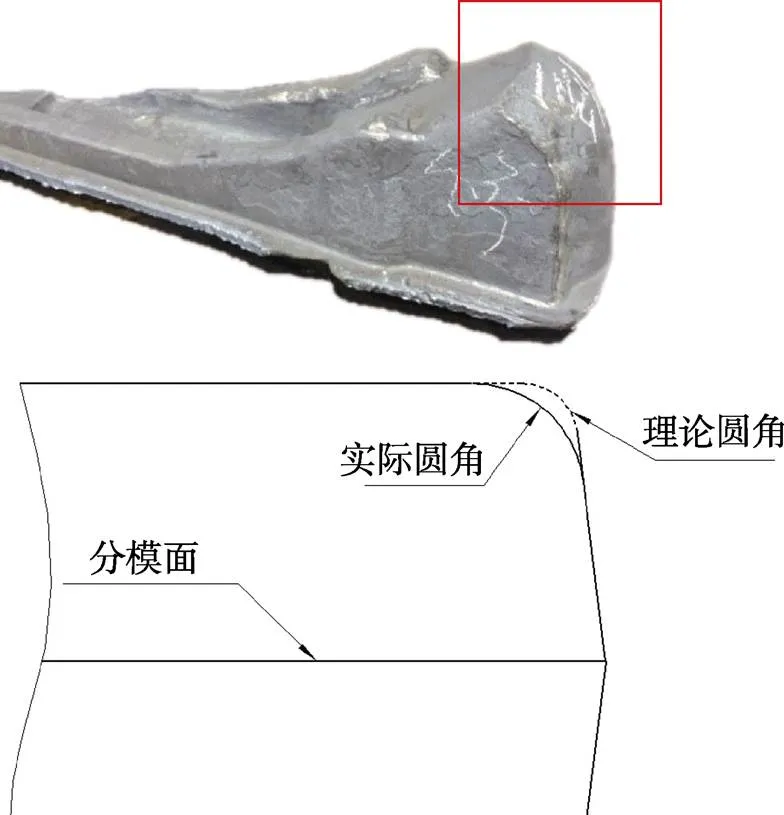
圖9 鍛件圓角未充滿
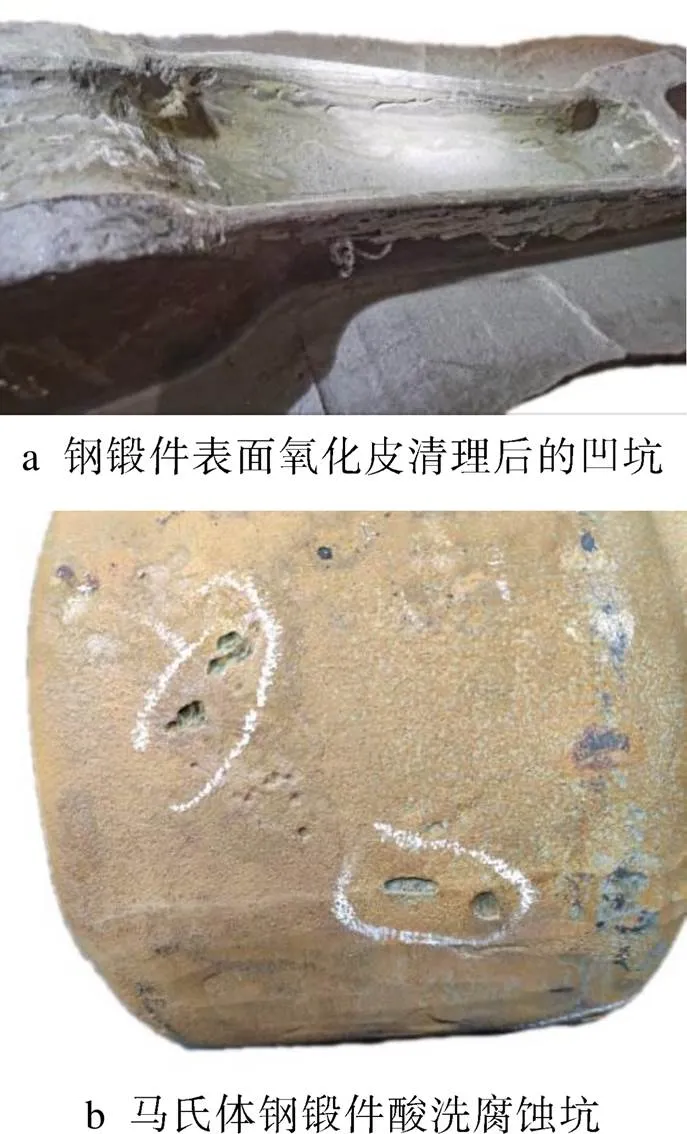
圖10 鍛件表面凹坑
一般通過優化荒坯形狀提升終鍛變形量、降低鍛件加熱溫度或采用氣體保護爐、減緩加熱過程坯料氧化皮產生速度或鍛前采用除磷設備對坯料進行氧化皮清理等方式進行控制。
2 切邊過程產生的缺陷
2.1 切邊裂紋
分模面上裂紋的產生是因為鍛件切邊時的應力較大,使其產生了微觀裂紋,熱處理時熱應力和組織應力的共同作用促使微觀裂紋擴展成宏觀裂紋。控制措施為采用紅外測溫儀對切邊前的鍛件毛邊橋部的溫度進行檢測,監控切邊前鍛件的溫度,若溫度低于工藝允許的最低范圍,需要對鍛件重新回爐加熱方可進行切邊。同時,保持凹模與凸模之間的間隙、使用銳利刃口凹模都能降低鍛造切邊應力與熱處理時的淬火應力,并通過回火消除大部分熱應力及組織應力,切邊帶來的裂紋便能得到有效控制[25]。
2.2 殘留毛刺
切邊毛刺為鍛件切邊后沿著分模面產生的殘留金屬,若校正前未進行打磨清理,毛刺易在校正過程中壓入鍛件本體形成折疊,如圖11a所示。熱打磨時易造成砂輪片爆損的危險,因此打磨需在鍛件溫度為室溫的情況下進行,這會對生產效率帶來較大的影響。產生原因一般有切邊模沖頭和陰模設計不合理、沖頭和陰模韌口磨損或切邊模安裝精度不夠等。
控制措施有正確地設計和使用切邊模,切模設計圖如圖11b所示。設計時陰模的承壓面需留有使用磨損和翻新的垂直高臺,保證在輪廓尺寸不變的情況下,通過修磨的方式便可恢復切邊模韌口的鋒利。使用方面需制定標準的切邊模使用流程,按批次定期對切邊模進行檢修[26]。
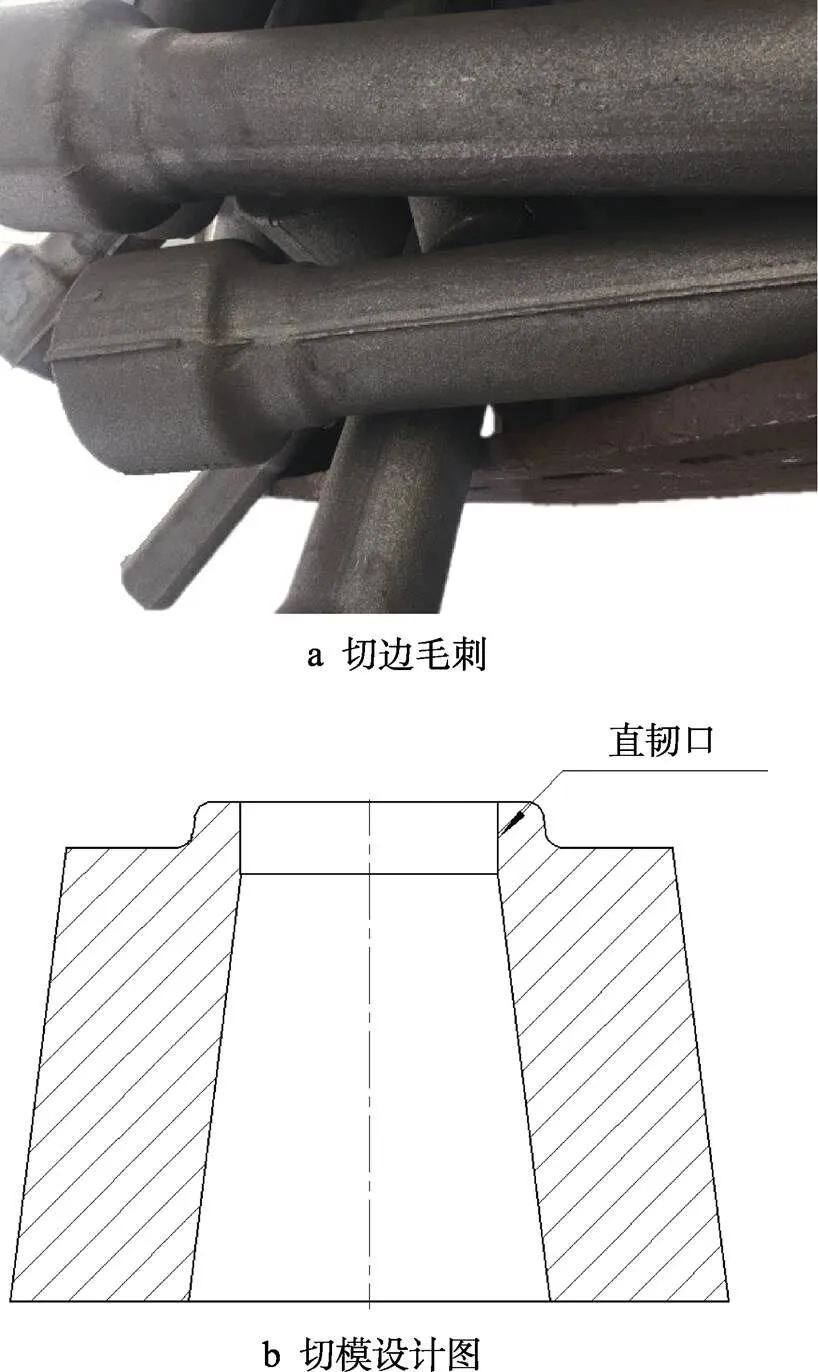
圖11 鍛件切邊后的毛刺及切邊模正確設計方式
2.3 過切
過切指的是鍛件切邊后垂直分模面位置的切邊帶明顯寬于鍛件的橋部+欠壓的厚度,鍛件水平方向輪廓圖低于鍛件的設計要求,見圖12。若鍛件單邊過切,一般原因為鍛件錯移導致切邊帶過寬,此時鍛件水平方向的輪廓尺寸與圖紙設計一致。若鍛件水平方向圓周過切,一般是因為切邊模的模口尺寸設計不合理,或鍛模模口位置磨損變大與切邊模模口尺寸不匹配[27]。
控制措施為在生產過程中嚴格控制鍛件錯移,保證其滿足圖紙要求。生產過程中對鍛模磨損后的修理需配套修理切邊模。
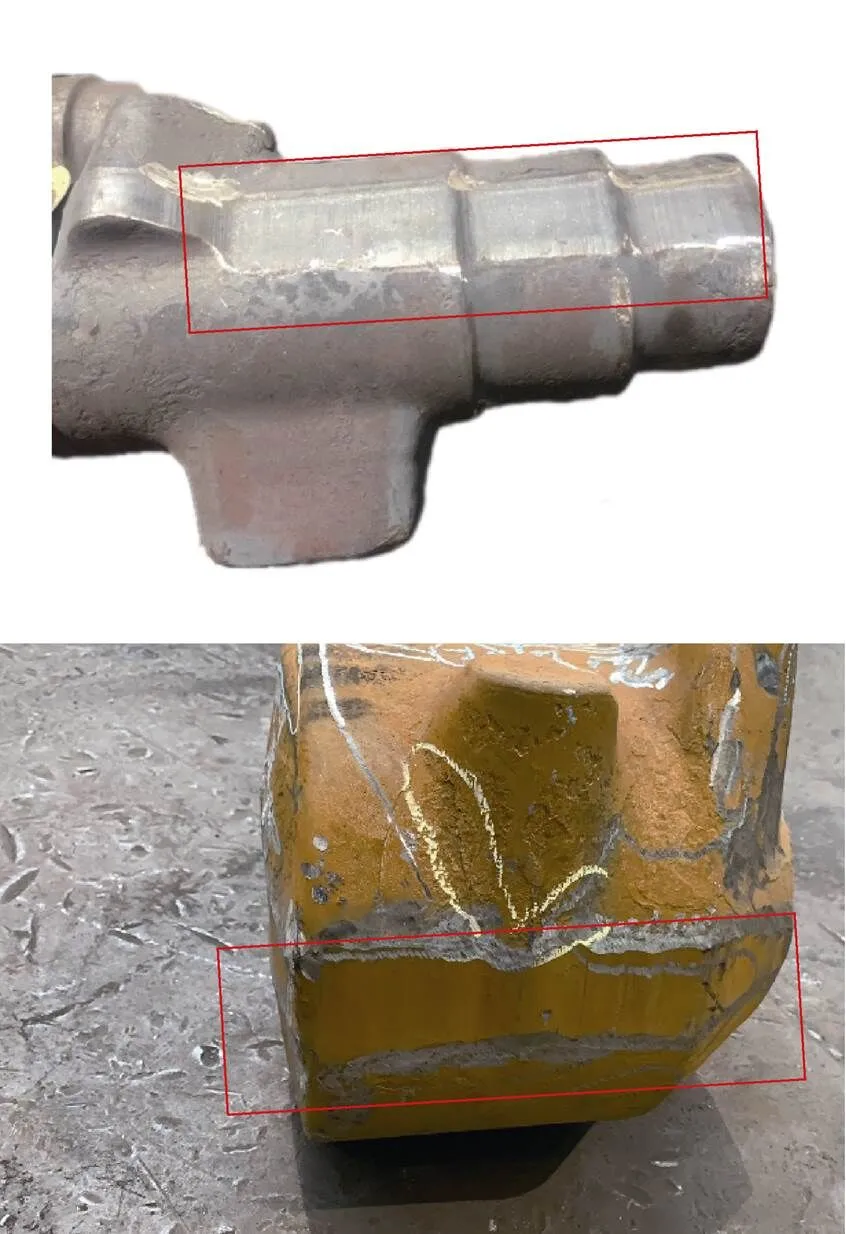
圖12 切邊過程中造成的過切
2.4 壓傷或變形
壓傷指鍛件切邊后與切邊上模沖頭位置接觸的部位產生壓痕或壓傷的現象,見圖13,一般為切邊模沖頭與鍛模沖頭不一致或切邊時上模沖頭承壓面過小導致的。切邊變形一般易在細長、扁薄、形狀復雜、長度方向界面變化大的鍛件中產生,原因是切邊時沖頭的接觸面過小或各位置接觸不一致。
壓傷或變形的控制措施為盡量將鍛件形狀簡單面作為切邊模的沖頭位置,并采用反切等方式避免切邊模沖頭與鍛模沖頭不匹配帶來的壓傷。切邊后需對鍛件進行校正,避免因切邊帶來的變形。
3 冷卻過程產生的表觀缺陷
鍛后冷卻不當易帶來的表觀質量缺陷主要有冷卻裂紋、開裂和變形等。其中,鍛后冷卻裂紋一般發生在馬氏鋼的表面,呈網狀龜裂形態,高倍組織下裂紋附近出現馬氏體組織,無塑性變形的痕跡,產生的主要原因是鍛后產生了較大的冷卻應力和組織應力[28]。開裂主要指的是鍛件在冷卻過程中因殘余應力過大造成鍛件直接開裂成2塊及以上,主要發生在水冷、風冷等冷速較快的過程中,且主要發生在有色合金、高合金鋼的鍛件中,如圖14所示。產生原因是鍛件材料本身合金成分較高,鍛造過程已形成了內部裂紋源,在冷卻過程中因冷卻速率不一致帶來的殘余應力超出了材料的最大抗裂紋擴展能力。變形則主要指鍛件在冷卻過程中因各位置界面變化較大,冷卻不均帶來的熱應力或相變帶來的組織應力導致鍛件形狀與圖紙設計不一致,如TC18等采用β鍛造的鍛件,因組織相變會帶來較大的翹曲[29]。
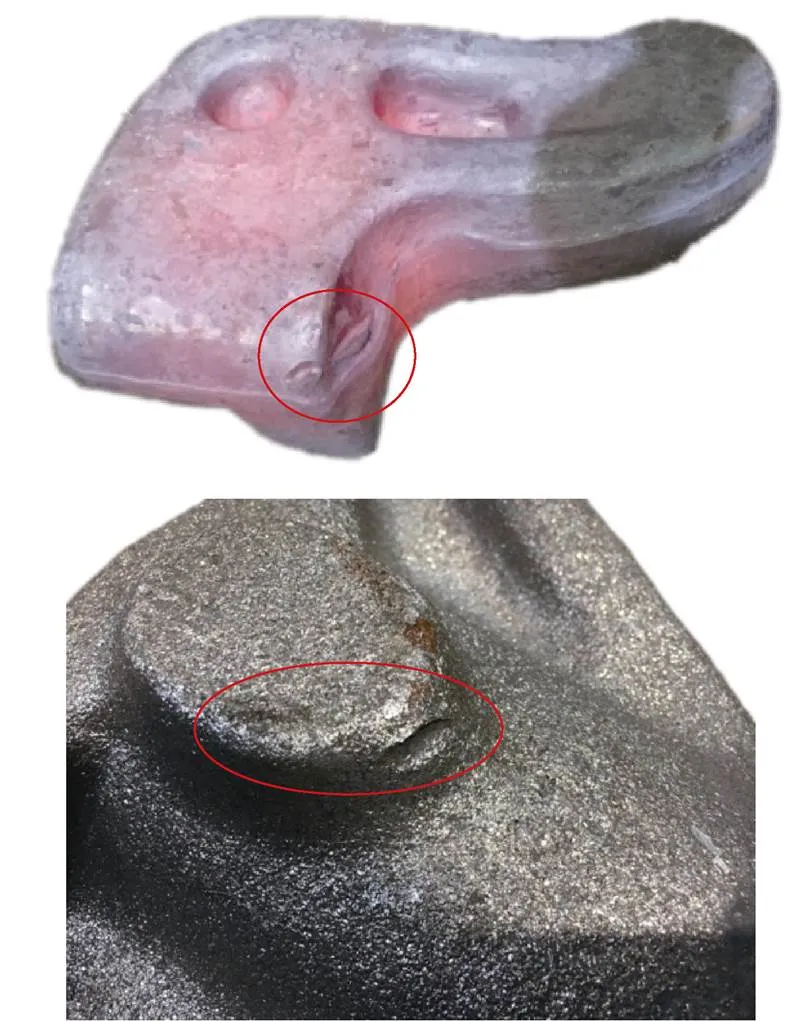
圖13 因切邊模與鍛模不匹配造成的切邊壓痕
開裂及變形的控制方式可從工藝和設計兩方面進行。工藝上采用適當的鍛后緩冷方式,如坑冷、堆冷、搭蓋保溫棉等方式降低開裂和變形的風險,并可采用熱件復壓的工藝方式降低鍛件變形的風險。設計上通過補償設計等方式盡量使鍛件截面變化對稱,降低冷卻過程的應力,從而降低鍛件變形和開裂的風險。
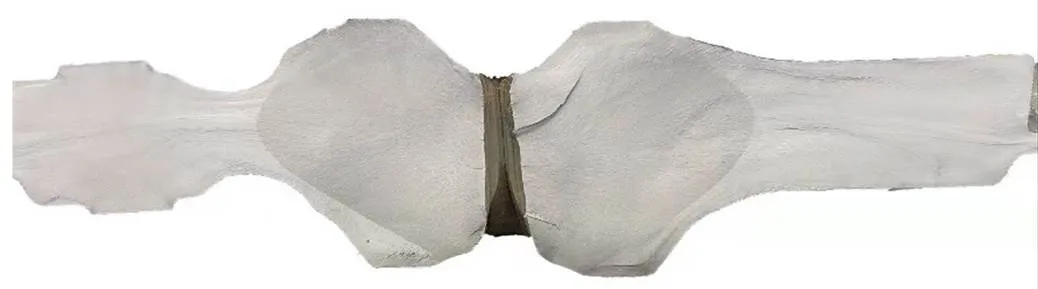
圖14 鍛件鍛后冷卻過程中產生的開裂
4 結論
1)航空鍛件用材料大都是難變形材料,如超高強度鋼、高溫合金、鋁合金和鈦合金等,現代航空用鍛件的發展趨勢為大型化、整體化和復雜化,鍛件制造過程復雜,制造難度系數大,制造成本高,屬多樣、小批量的生產方式,鍛件質量穩定性對于飛機的飛行安全極為關鍵。
2)鍛件質量問題一般分為表觀質量問題和組織性能問題,鍛造環節肉眼可見的質量缺陷一般歸類為表觀質量,多為設計不合理、操作不當、設備或模具工裝保養不到位、管理不科學造成的,可通過相應的措施予以解決。
[1] 黃始全. 超高強度鋼整體模鍛全過程微觀組織演化及數字化表征[D]. 長沙: 中南大學, 2013.
HUANG Shi-quan. Microstructure Evolution of Ultra-High Strength Steel during the Overall Die Forging Process and Its Digital Representation[D]. Changsha: Central South University, 2013.
[2] 蔡建明, 王洋, 曾凡昌. 我國航空鈦合金材料及鍛件的研究與發展(下)[J]. 鍛造與沖壓, 2020(17): 47-49.
CAI Jian-ming, WANG Yang, ZENG Fan-chang. Research and Development of Ti-Alloy and Its Forging for Aircraft Industry in China(2/2)[J]. Forging & Metalforming, 2020(17): 47-49.
[3] 王淑云, 李惠曲, 東赟鵬, 等. 大型模鍛件和模鍛液壓機與航空鍛壓技術[J]. 鍛壓裝備與制造技術, 2009, 44(5): 31-34.
WANG Shu-yun, LI Hui-qu, DONG Yun-peng, et al. Development of Large Single-Piece Forgings and Heavy Forging Presses in Aerospace Forging Industry[J]. China Metal Forming Equipment & Manufacturing Technology, 2009, 44(5): 31-34.
[4] 李鳳梅, 王樂安. 大型模鍛件與航空工業[J]. 新材料產業, 2011(8): 43-45.
LI Feng-mei, WANG An-le. Large Die Forging and Aviation Industry[J]. Advanced Materials Industry, 2011(8): 43-45.
[5] 曲選輝, 張國慶, 章林. 粉末冶金技術在航空發動機中的應用[J]. 航空材料學報, 2014, 34(1): 1-10.
QU Xuan-hui, ZHANG Guo-qing, ZHANG Lin. Applications of Powder Metallurgy Technologies in Aero-Engines[J]. Journal of Aeronautical Materials, 2014, 34(1): 1-10.
[6] 屈鵬, 陳園源. Nadcap認證技術在航空制造領域的應用與探索[J]. 甘肅科技縱橫, 2019, 48(12): 20-22.
QU Peng, CHEN Yuan-yuan. Application and Exploration of Nadcap Certification Technology in Aviation Manufacturing[J]. Scientific & Technical Information of Gansu, 2019, 48(12): 20-22.
[7] 劉喜華. Nadcap認證對軍用航空產品特殊過程管理的借鑒[J]. 航空標準化與質量, 2019(1): 26-30.
LIU Xi-hua. Reference for Military Aviation Product Special Process Management of NADCAP Certification[J]. Aeronautic Standardization & Quality, 2019(1): 26-30.
[8] 曹春曉. 一代材料技術, 一代大型飛機[J]. 航空學報, 2008, 29(3): 701-706.
CAO Chun-xiao. One Generation of Material Technology, One Generation of Large Aircraft[J]. Acta Aeronautica et Astronautica Sinica, 2008, 29(3): 701-706.
[9] 李志廣, 張健, 朱衛華, 等. 試論鍛件質量隱患的八個特征[J]. 機械工業標準化與質量, 2008(1): 32-33.
LI Zhi-guang, ZHANG Jian, ZHU Wei-hua, et al. Discussion on Eight Characteristics of Forging Quality Hidden Trouble[J]. Machinery Industry Standardization & Quality, 2008(1): 32-33.
[10] 呂炎. 鍛壓成形理論與工藝[M]. 北京: 機械工業出版社, 1991.
LV Yan. Forging Theory and Technology[M]. Beijing: China Machine Press, 1991.
[11] 葉代平, 蘇李廣. 磁粉檢測[M]. 北京: 機械工業出版社, 2004.
YE Dai-ping, SU li-guang. Magnetic Particle Testing[M]. Beijing: China Machine Press, 2004.
[12] 嚴壽康. 沖壓工藝及沖模設計[M]. 北京: 國防工業出版社, 1993.
YAN Shou-kang. Stamping process and Die Design[M]. Beijing: National Defense Industry Press, 1993.
[13] 郭鴻鎮. 合金鋼與有色合金鍛造[M]. 第2版. 西安: 西北工業大學出版社, 2009.
GUO Hong-zhen. Forging with Alloy Steel and Nonferrous Alloy[M]. 2nd edition. Xi'an: Northwestern Polytechnical University Press, 2009.
[14] 王安樂. 難變形合金鍛件生產技術[M]. 北京: 國防工業出版社, 2005.
WANG A L. Manufacturing Engineering for Hard Wrought Alloy Forgings[M]. Beijing: National Defense Industry Press, 2005.
[15] 姚澤坤. 鍛造工藝學與模具設計[M]. 西北工業大學出版社: 西安, 2011.
YAO Ze-kun. Forging Technology and Die Design[M]. Xi’an: Northwest University of Technology Press, 2011.
[16] 楊久強,涂光純,吳國桐. 模鍛件鍛造折疊的分析[J]. 航天工藝, 1996(2): 14-16.
YANG Jiu-qiang, XU Guang-chun.Analysis of Forging Folding of Die Forgings[J]. Aerospace Manufacturing Technology, 1996(2): 14-16.
[17] 程里. 機車連桿模鍛件大頭頸部折疊詳析[J]. 熱加工工藝, 2018, 47(19): 246-248.
CHENG Li. Detailed Analysis of Folding of Big Head Neck of Locomotive Connecting Rod Die Forgings[J]. Hot Working Technology, 2018, 47(19): 246-248.
[18] 馮鋮. 鍛件質量缺陷的成因分析及解決措施[J]. 汽車工藝與材料, 1997(8): 40-43.
FENG Cheng. Cause Analysis and Solutions of Quality Defects of Forgings[J]. Automobile Technology & Material, 1997(8): 40-43.
[19] 程里, 龔超.550 mm行車輪模鍛件分模面裂紋分析[J]. 鍛壓技術, 2008, 33(1): 24-26.
CHENG Li, GONG Chao. Parting Face Crack Analysis of Traveling Crane Wheel Drop Forgings of Φ550 mm[J]. Forging & Stamping Technology, 2008, 33(1): 24-26.
[20] 徐皓. 壓力機生產鍛件錯差原因及解決辦法[J]. 模具技術, 2018(2): 31-36.
XU Hao. Analysis of Causes and Solutions of Forging Mismatch in Production by Hot Die Forging Press[J]. Die and Mould Technology, 2018(2): 31-36.
[21] 劉永熙. 鍛件分模線不在同一平面(斜分模)時錯移力的平衡[J]. 合肥工業大學學報, 1981, 4(2): 29-32.
LIU Yong-xi. The Forces of the Intersecting Displacement are Balanced when the Parting Line of a Forging is not on the Same Plane[J]. Journal of Hefei University of Technology (Natural Science), 1981, 4(2): 29-32.
[22] 沈其文, 徐鴻本. 機械制造工藝禁忌手冊[M]. 北京: 機械工業出版社, 2000.
SHEN Qi-wen, XU Hong-ben. Mechanical Manufacturing Process Taboo Manual[M]. Beijing: China Machine Pess, 2000.
[23] 許紅建. 鍛模鎖扣的設計與制造[J]. 機械工人(熱加工), 2003(5): 89-91.
XU Hong-jian. Design and Manufacture of Forging Lock Catch[J]. MW Metal Forming, 2003(5): 89-91.
[24] 王夢寒, 門正興, 周杰, 等. 一種帶阻力墻的新型飛邊槽結構設計[J]. 熱加工工藝, 2008, 37(17): 62-64.
WANG Meng-han, MEN Zheng-xing, ZHOU Jie, et al. Structural Design on a New Flash with Resistance Wall[J]. Hot Working Technology, 2008, 37(17): 62-64.
[25] 艾明平. 模鍛件鏈鉤螺桿切邊帶熱處理裂紋的控制[J]. 熱加工工藝, 2009, 38(8): 162-163.
AI Ming-ping. Control of Heat Treatment Crack in Trimming Cut Zone of Chain Hook Screw Stamp Work[J]. Hot Working Technology, 2009, 38(8): 162-163.
[26] 孟毅, 門正興, 周杰, 等. 鍛件切邊變形機理及變形規律研究[J]. 熱加工工藝, 2008, 37(23): 13-17.
[27] 段曉斌, 何仕榮, 江鴻潮, 等. 基于DEFORM的沖頭和刀口相對位置偏移量對模具及產品的影響[J]. 鍛壓技術, 2017, 42(7): 132-136.
DUAN Xiao-bin, HE Shi-rong, JIANG Hong-chao, et al. Influence of Relative Position Deviation of Punch and Edge on Die and Product Based on DEFORM[J]. Forging & Stamping Technology, 2017, 42(7): 132-136.
[28] 田黨, 李瑩. 鋼的裂紋研究思路及應注意的問題[J]. 鋼管, 2008, 37(1): 68-73.
TIAN Dang, LI Ying. Approach to Research on Cracking of Steel and Relevant Concerns[J]. Steel Pipe, 2008, 37(1): 68-73.
[29] 張喬. TC18鈦合金熱處理過程組織轉變規律及鍛件質量控制[D]. 成都: 西南交通大學, 2020.
ZHANG Qiao. Microstructure Transformation and Forging Quality Control of TC18 Titanium Alloy during Heat Treatment[D]. Chengdu: Southwest Jiaotong University, 2020.
Study on Control of Common Appearance Defects of Aviation Forgings
SUN Chao-yuan1,2, ZHOU Jie1, ZHAO Bo3, JIANG Jia-jun1,2, XIE Jing2, LIU Yang2
(1. College of Materials Science and Engineering; Chongqing Key Laboratory of Advanced Mold Intelligent Manufacturing, Chongqing University, Chongqing 400044, China; 2. China National Erzhong Group Deyang Wanhang Die Forging Co., Ltd., Sichuan Deyang 618000, China; 3. Shenyang Aircraft Design and Research Institute, Shenyang 110034, China)
The work aims to reveal the causes and control measures of appearance defects in forging links of titanium alloy and superalloy forgings for aviation structural parts and engine parts with long service life, harsh working conditions, high forging cost and difficult quality control. According to the forging process of aviation forgings (blank opening, blank making, die forging and post forging heat treatment), the causes of forging defects such as crack, folding and dislocation are studied, respectively. The appearance quality defects of aviation forgings are usually caused by unreasonable process design, improper forging operation and inadequate equipment support. It is necessary to take corresponding measures to optimize combined with the forging material, shape and deformation process. In this paper, the causes of aviation forging defects are studied, and effective solutions are given, which has important engineering guiding significance for improving the quality of aviation forgings, especially for the development of aviation forgings with new materials, large-size and complex mechanisms.
air forgings; forging defects; fold; crack
10.3969/j.issn.1674-6457.2022.10.004
TG316
A
1674-6457(2022)10-0026-08
2021–10–22
孫朝遠(1986—),男,博士研究生,高級工程師,主要研究方向為航空航天用鈦合金、高溫合金和超高強度鋼等難變形合金的塑性成形、組織性能調控及質量控制等。
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
成都信息工程大學學報(2021年4期)2021-11-22 07:44:46
中華詩詞(2020年1期)2020-09-21 09:24:52
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
四川輕化工大學學報(自然科學版)(2017年3期)2017-06-29 12:00:57
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
建筑材料學報(2014年3期)2014-03-11 17:08:02