基于線性矩陣求解的焊接缺陷幾何量定征技術(shù)研究
2022-10-19 03:53:46周紅明張小杰
麗水學(xué)院學(xué)報 2022年5期
周紅明,張小杰
(1.麗水學(xué)院工學(xué)院,浙江 麗水 323000;2.浙江晨雕機(jī)械有限公司,浙江 麗水 323000)
超聲TOFD成像檢測技術(shù)對焊縫缺陷的定量不依賴于缺陷波的幅值,而與超聲波達(dá)時間有關(guān),相比其他的無損檢測方法具有其獨(dú)特的優(yōu)勢。因此,超聲TOFD成像檢測技術(shù)是焊縫缺陷無損定量檢測的最佳手段之一[1-2]。在超聲TOFD檢測過程中,為了防止漏檢,最有效的方式是增加超聲波聲束在被檢工件中的擴(kuò)散范圍,就是使用具有大擴(kuò)散角的超聲換能器。但是大擴(kuò)散角所帶來的問題是在檢測成像過程中會產(chǎn)生大量的冗余信息,其會干擾缺陷幾何量的確定。比如對工件進(jìn)行超聲TOFD的D掃描成像檢測時,由于冗余信息的存在,檢測圖像中會出現(xiàn)明顯的雙曲線特征,因此很難從檢測圖像中直接讀取缺陷的幾何量信息,這已成為了超聲TOFD成像檢測缺陷定量化精確測量技術(shù)發(fā)展的瓶頸因素[3-4]。
為解決上述問題,國內(nèi)外的一些學(xué)者開展了一系列相關(guān)的研究,如哈爾濱工業(yè)大學(xué)剛鐵等[5]利用SAFT技術(shù)將超聲TOFD檢測圖像在線性化的基礎(chǔ)上進(jìn)行合成孔徑聚焦處理,以此來提高檢測圖像的分辨率。Spies等[6]利用SAFT技術(shù)在一定程度上消除了冗余信息的影響,提高了檢測圖像的橫向分辨率。Maalmi等[7]采用Hough變換將超聲TOFD檢測數(shù)據(jù)從圖像空間映射到參數(shù)空間,獲取焊縫缺陷的幾何信息。然而,Hough變換需要將成像得到的圖像空間映射到三維參數(shù)實施參數(shù)計算,參數(shù)個數(shù)越多,映射的維數(shù)越大,計算量也會相應(yīng)地增加,實時性較差,不適合在實際工程中推廣和應(yīng)用[8-9]。
基于以上背景,提出一種基于線性矩陣求解的焊接缺陷幾何量精確定征技術(shù),通過對焊接缺陷超聲TOFD檢測成像的特點(diǎn)進(jìn)行分析研究,建立超聲TOFD圖像的解析模型,在此基礎(chǔ)上構(gòu)建線性方程組,將原本非線性的參數(shù)估計問題轉(zhuǎn)換成線性的矩陣求解問題,提高問題求解的效率,為開展實際的工程應(yīng)用奠定理論基礎(chǔ)。
1 超聲TOFD檢測圖像參數(shù)化建模
超聲TOFD的D掃描成像檢測原理如圖1所示,由于超聲TOFD換能器所產(chǎn)生的聲場擴(kuò)散角的存在,當(dāng)換能器處于A位置時,檢測得到的掃描信號為Xn-1,當(dāng)探頭掃描至下一位置B處時,缺陷上端正好處于兩換能器連線的中垂線上,檢測到的掃描信號為Xn,而當(dāng)換能器掃描至位置C時,檢測到的掃描信號為Xn+1。在這些信號中,Xn才是有用信息,可以用于確定缺陷的端部深度位置以及缺陷的橫向位置,其余的掃描信號都屬于冗余信息。由于缺陷在兩換能器中間位置時的聲程最短,而當(dāng)換能器遠(yuǎn)離缺陷時聲程又隨之變長,因此超聲TOFD檢測圖像中的缺陷端點(diǎn)呈現(xiàn)明顯的雙曲線特征,缺陷位置信息及尺寸信息難以直接從圖中準(zhǔn)確獲取。

圖1 超聲TOFD檢測D掃描原理示意圖
如圖2所示,將換能器分別放置于焊縫兩側(cè),在被檢工件表面上沿著焊縫所在的方向移動即可實現(xiàn)D掃描成像檢測。換能器在移動過程中,缺陷衍射波的渡越時間會隨著換能器與缺陷之間的相對位置的變化而變化。渡越時間的計算公式可表示為


圖2 超聲TOFD檢測D掃描示意圖

式中y0表示缺陷的y坐標(biāo)位置。由式(2)可知,超聲TOFD檢測D掃描圖像所對應(yīng)的解析表達(dá)式為雙曲線函數(shù)。可見,為獲取缺陷在工件中的幾何量信息,就需要精確估計參數(shù)y0、m以及cL。
2 線性矩陣模型參數(shù)求解算法
最小二乘法是用于參數(shù)擬合估計最為常用的方法[10-11],比如牛頓迭代法,然而該方法對初始值較為敏感,若初始值不合適,系統(tǒng)很有可能會出現(xiàn)不收斂或者收斂的情況[12],因此可靠性不高。為此,本文通過對雙曲線方程進(jìn)行改寫,構(gòu)建出線性矩陣方程組,將最小二乘法所對應(yīng)的非線性問題轉(zhuǎn)換成線性方程組進(jìn)行求解,以此來提高參數(shù)求解的可靠性。將式(2)中的雙曲線方程改寫為如下所示的二階多項式,即

式中
上述線性矩陣模型中參數(shù)的求解可歸納為一個參數(shù)優(yōu)化的問題,因此需要構(gòu)建一個合適的優(yōu)化目標(biāo)函數(shù)J,此處將目標(biāo)函數(shù)設(shè)定為代數(shù)距離。以代數(shù)距離作為目標(biāo)函數(shù),J可表示為


對式(6)進(jìn)行進(jìn)一步處理,可得
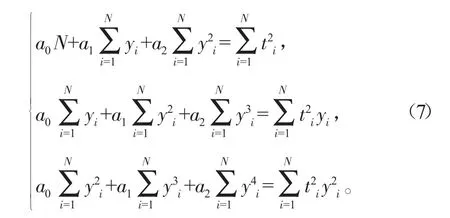
為便于后續(xù)的計算,可將式(7)轉(zhuǎn)換為

上式可簡單表示為矩陣的一般表達(dá)式

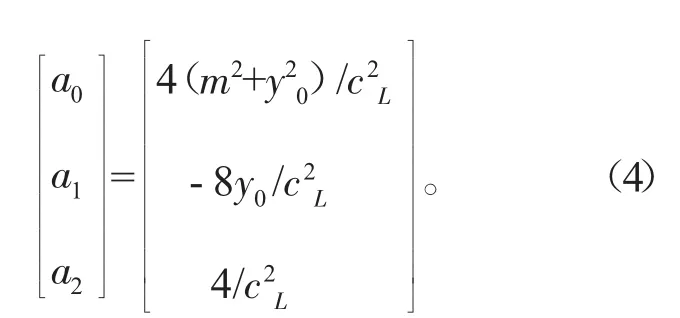
根據(jù)以上推導(dǎo)可知,只要根據(jù)實際檢測數(shù)據(jù)獲取矩陣Y和P,便可以利用式(8)所示的線性矩陣方程求解出系數(shù)a0、a1和a2。然后再利用式(4)所示的線性矩陣方程組求解出未知參數(shù)cL、y0以及m。
3 仿真與實驗研究
3.1 仿真研究
根據(jù)式(4),設(shè)定雙曲線模型的參數(shù)m=30、cL=6和y0=30,可得
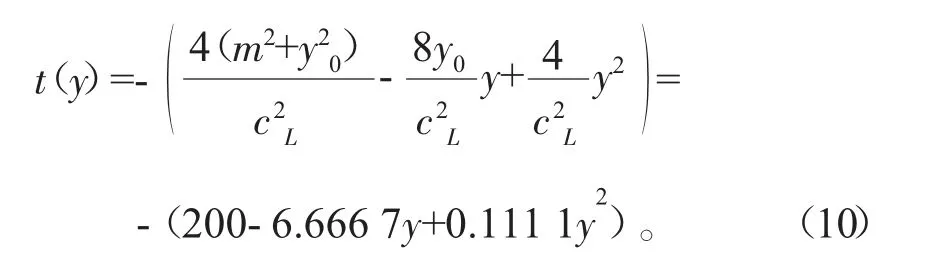
利用式(10)所給出的函數(shù)繪制如圖3(a)中實線所示的雙曲線圖形。結(jié)合實際情況,由于檢測過程中受到檢測環(huán)境等因素的影響,檢測信號通常都會存在一定程度的誤差,因此可在仿真數(shù)據(jù)中加上一些隨機(jī)擾動,作為原始的檢測數(shù)據(jù)使用,如圖3(a)星號點(diǎn)所示。在這些仿真的原始數(shù)據(jù)的基礎(chǔ)上,結(jié)合本文所提的算法對模型參數(shù)進(jìn)行估計,其估計結(jié)果如圖3(b)所示。由圖3可以看出:根據(jù)估計的參數(shù)所描繪出來的曲線與原始曲線基本一致,該方法具有較高的可靠性和計算精度。
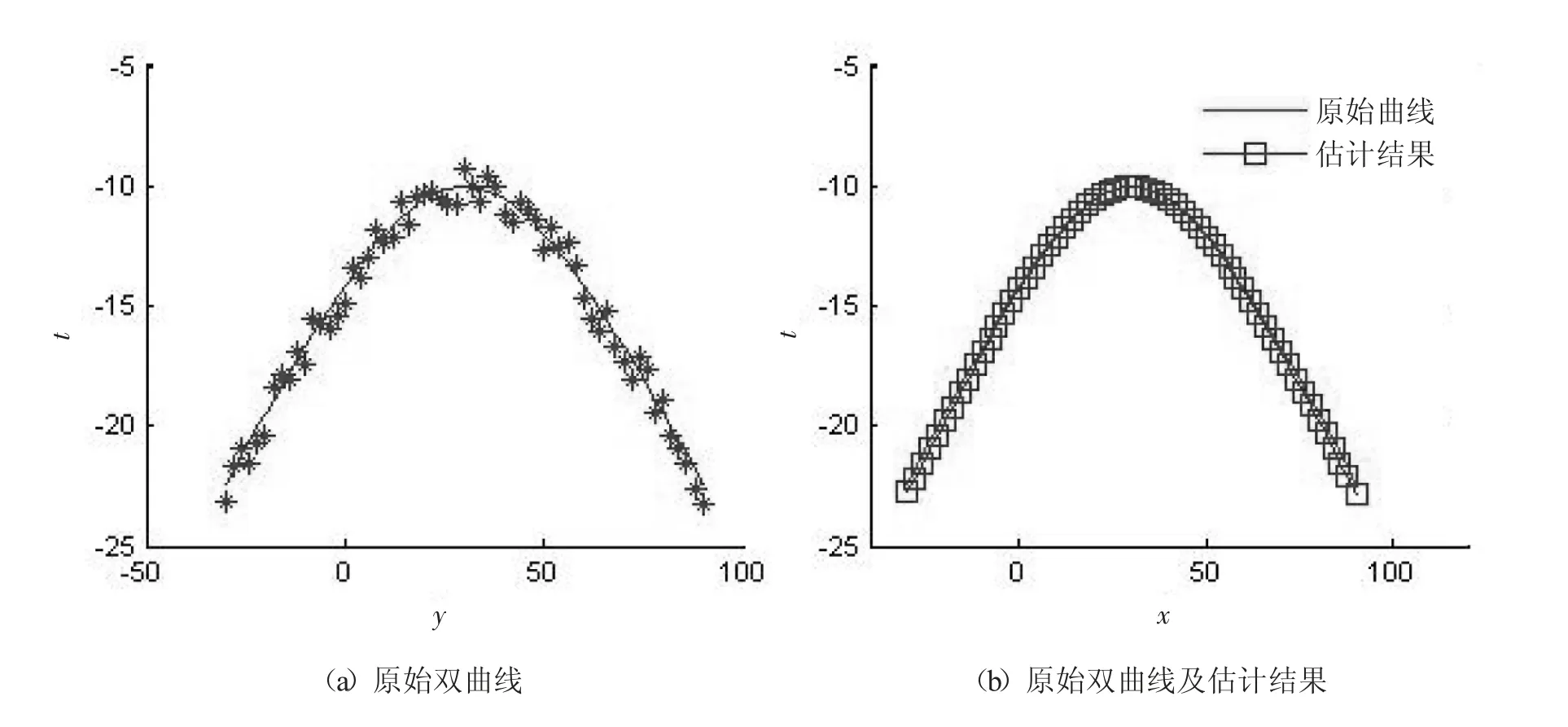
圖3 雙曲線參數(shù)估計仿真結(jié)果
為了進(jìn)一步驗證本文算法的有效性,分別采用Hough變換和遺傳算法對模型參數(shù)進(jìn)行估計,并將參數(shù)估計結(jié)果進(jìn)行比較分析,從精度及效率兩個方面進(jìn)行比較評判。利用Matlab軟件開展分析,所用的電腦配置CPU為Intel(R)Core(TM)i7-8550U,主頻為2.00 GHz。分析結(jié)果如表1所示:所用的3種方法估計結(jié)果的誤差均小于5%,都具有較高的估計精度,其中本文算法所得的結(jié)果精度與遺傳算法較為接近,但是所消耗的時間卻只有后者的千分之一,具有較高的實時性。雖然Hough變換具有更高的計算精度,但是在計算精度提高并不明顯的情況下計算效率卻遠(yuǎn)遠(yuǎn)低于本文算法。結(jié)果表明:本文算法在效率與精度的綜合性能方面具有明顯的優(yōu)勢,其綜合性能較優(yōu),更適合于實際的工程應(yīng)用。

表1 雙曲線參數(shù)估計結(jié)果
3.2 實驗研究
本文所用的超聲TOFD成像檢測實驗平臺如圖4所示,該實驗平臺主要由超聲TOFD換能器、超聲發(fā)射/接收模塊、機(jī)械掃查機(jī)構(gòu)、A/D采樣模塊以及工控機(jī)等所組成。超聲換能器與超聲發(fā)射/接收模塊相連接,用于檢測信號的發(fā)射和接收,機(jī)械掃查機(jī)構(gòu)可帶動超聲換能器實現(xiàn)對工件的掃查。掃查機(jī)構(gòu)利用步進(jìn)電機(jī)驅(qū)動,其位置信息通過編碼器獲取,在檢測信號采集過程中,采樣頻率設(shè)定為100 MHz。檢測信號和對應(yīng)的掃查位置信息實時地傳輸給工控機(jī)。超聲TOFD檢測過程中所采用的工藝參數(shù)都根據(jù)美國ASTM標(biāo)準(zhǔn)E2373-04進(jìn)行設(shè)置。
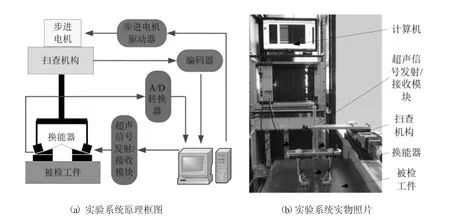
圖4 超聲TOFD檢測平臺
實驗所用的超聲TOFD換能器的中心頻率為5 MHz、折射角為60°、晶片直徑為6 mm,所用試塊結(jié)構(gòu)如圖5所示,厚度為35 mm,包含4個垂直于底面,直徑為2 mm的平底孔,孔間距30 mm,平底孔底面到工件上表面的距離分別為10 mm、15 mm、20 mm和25 mm,采用材料為45#鋼。換能器中心距設(shè)定為75 mm,掃描步距為0.5 mm。為便于后續(xù)描述,將平底孔作如下定義,距離上表面10 mm的平底孔為1號缺陷,距離上表面15 mm的平底孔為2號缺陷,距離上表面20 mm的平底孔為3號缺陷,距離上表面25 mm的平底孔為4號缺陷。
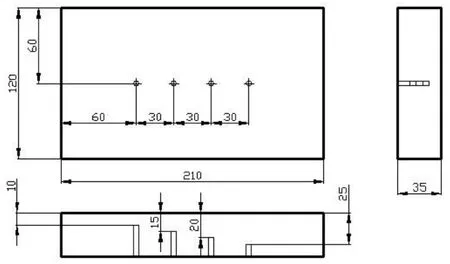
圖5 實驗所用的試塊結(jié)構(gòu)圖
掃查機(jī)構(gòu)帶動超聲換能器以0.5 mm步距沿垂直于橫通孔缺陷的軸線方向移動,在每個步距點(diǎn)得到一個A掃描信號,實現(xiàn)對缺陷的D掃描。利用各步距點(diǎn)的A掃描原始信號得到B掃查圖像,被檢工件試塊的D掃描圖像如圖6所示,試塊中共包含了4個平底孔缺陷,每個平底孔缺陷在超聲TOFD檢測圖像中所呈現(xiàn)出的是一條雙曲線。表2所示的是利用本文算法得到的缺陷幾何量信息與缺陷真實幾何量信息之間的誤差比較,根據(jù)分析可知其測量誤差均在5%以內(nèi)。實驗結(jié)果表明:本文算法可以根據(jù)超聲TOFD檢測圖像準(zhǔn)確地獲取缺陷的幾何量信息,滿足缺陷幾何信息的精確測量的要求。
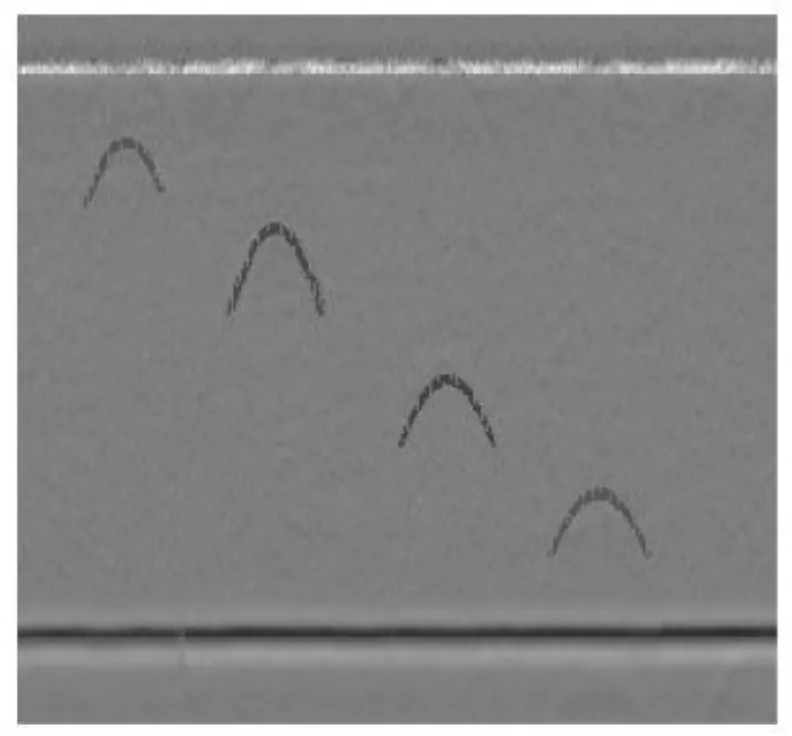
圖6 試塊D掃描圖像
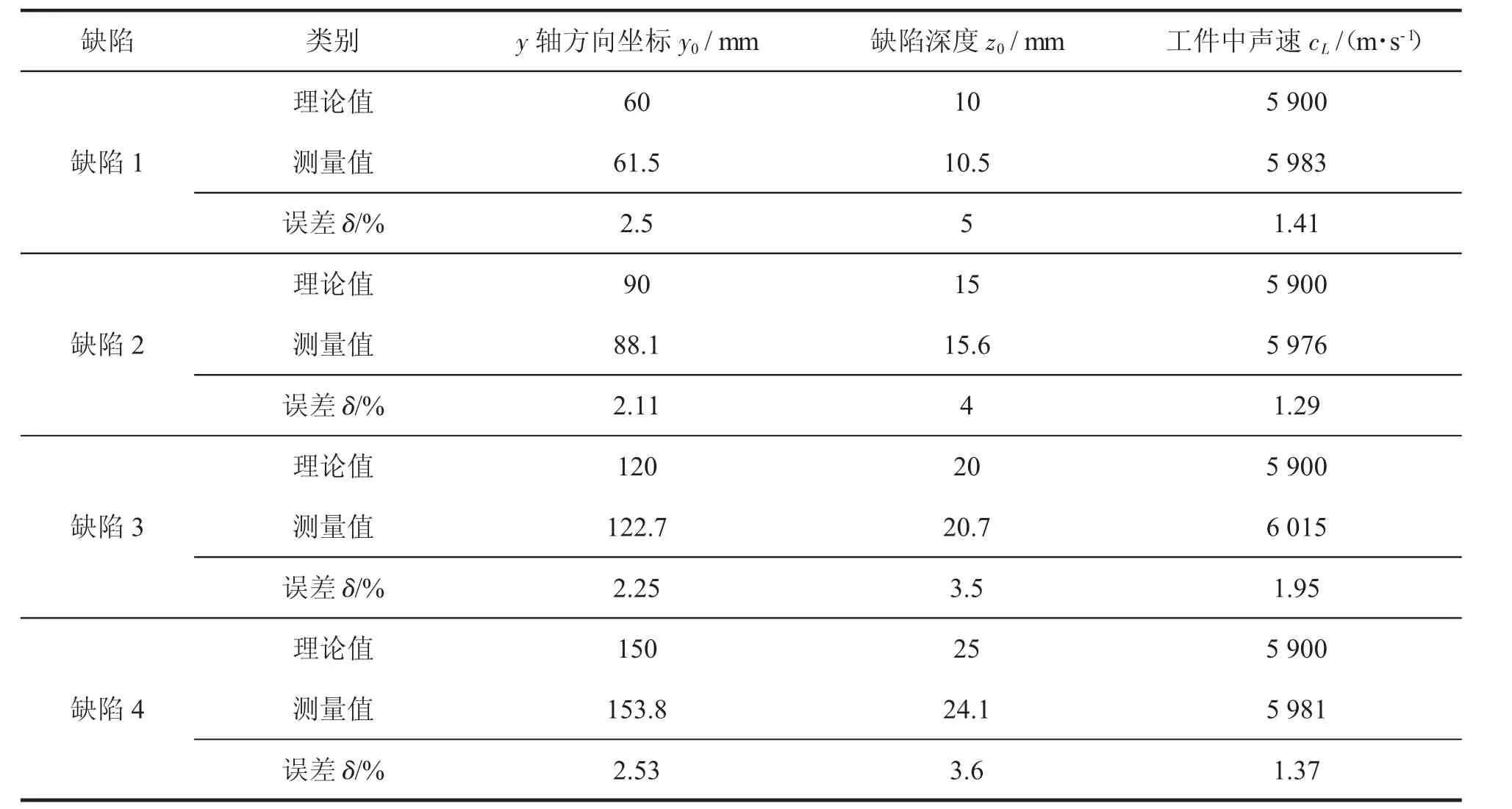
表2 實測結(jié)果
4 結(jié)論
在超聲TOFD檢測過程中,所用超聲換能器大擴(kuò)散角聲束所產(chǎn)生的冗余檢測信息,使得超聲TOFD檢測D掃描圖像中出現(xiàn)明顯的雙曲線特征,導(dǎo)致很難直接從檢測圖像中精確地獲取焊接缺陷的位置及尺寸等幾何信息,阻礙了缺陷自動化識別技術(shù)的發(fā)展,限制了該技術(shù)在焊縫幾何量信息精確定量化中的應(yīng)用。為此,提出了一種基于線性矩陣求解的焊接缺陷幾何量定征技術(shù)。為驗證該算法的可行性和有效性,利用包含不同深度平底孔缺陷的鋼板開展實驗研究,計算結(jié)果誤差均在5%以內(nèi),而且較現(xiàn)有的優(yōu)化算法有更高的計算效率,表明該算法在保證有較高精度的情況下還具有較高檢測效率和綜合性能,同時具有較高的實用性。
猜你喜歡
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
中華手工(2017年2期)2017-06-06 23:00:31
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
海峽科技與產(chǎn)業(yè)(2016年3期)2016-05-17 04:32:12
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24
中外會展(2014年4期)2014-11-27 07:46:46