熱鍍鋅汽車板涂裝氣孔缺陷成因分析
2022-10-15 07:52:56張軍金鑫焱錢洪衛
鞍鋼技術 2022年5期
關鍵詞:工藝
張軍,金鑫焱,錢洪衛
(1.寶鋼湛江鋼鐵有限公司,廣東 湛江 524000;2.寶山鋼鐵股份有限公司冷軋廠,上海 201900;3.汽車用鋼開發與應用技術國家重點實驗室(寶鋼),上海 201900)
涂裝是汽車車身制造的重要工藝環節之一,漆膜不僅為車身提供了優良的外觀,同時也是車身的重要防腐手段[1]。漆膜縮孔、氣孔、氣泡、針孔等點缺陷是汽車涂裝常見的缺陷,這些缺陷不僅直接損害了車身的外觀質量、增加了制造成本,而且還會降低車身的局部防腐性能,因此預防和解決各類涂裝缺陷對汽車生產至關重要[2],而這些缺陷產生的原因主要包括涂裝工藝、涂料及車身材料等三個方面[3-12]。
隨著涂裝工藝由3C2B(三涂兩烘)向3C1B、2C1B工藝發展,涂裝對汽車外板表面質量的要求越來越高。本文針對一種漆膜涂裝烘烤后出現氣孔缺陷問題,通過逐層分析,找出導致該缺陷的根本原因。
1 試驗材料及方法
試驗材料選取屈服強度為260 MPa的熱鍍純鋅BH鋼,鋼板化學成分如表1所示,鋅層厚度為60 g/m2(單面)。取300 mm×300 mm的樣板在某車廠隨車進行涂裝掛片,涂裝采用3C1B工藝,即在電泳層表面涂上中涂層、底漆、清漆后進行烘干。涂裝烘烤后的表面可見數量較多、尺寸小于0.5 mm的小黑點,涂裝氣孔缺陷宏觀形貌見圖1。

表1 鋼板化學成分(質量分數)Table 1 Chemical Compositions in Steel Sheets (Mass Fraction) %

圖1 涂裝氣孔缺陷宏觀形貌Fig.1 Macroscopic Morphology of Porosity Defects in Sheets after Coating
采用Olympus LEXT OLS4100三維激光共聚焦顯微鏡測量漆膜表面氣孔缺陷的三維輪廓。標記缺陷位置后,將試樣浸泡在濃硫酸中剝離漆膜,使用Zeiss EVO 25掃描電鏡觀察漆膜剝離后的鋅層表面形貌。使用添加緩蝕劑的10%鹽酸進一步溶掉鋅層,露出鋅層下方的基板,使用掃描電鏡觀察基板表面形貌。沿著點缺陷邊緣精密切割后,采用熱鑲的方法制備截面金相,磨到接近點缺陷中心位置后進行拋光,在掃描電鏡下觀察截面形貌特征。
2 試驗結果與分析
共計測量了15個氣孔缺陷的表面輪廓,典型氣孔缺陷的表面三維輪廓和二維輪廓分別如圖2、圖3所示。所有氣孔缺陷均為凸起,有的點缺陷中心有凹陷,點缺陷比周圍漆膜高約20~50 μm,直徑約為 200~300 μm。
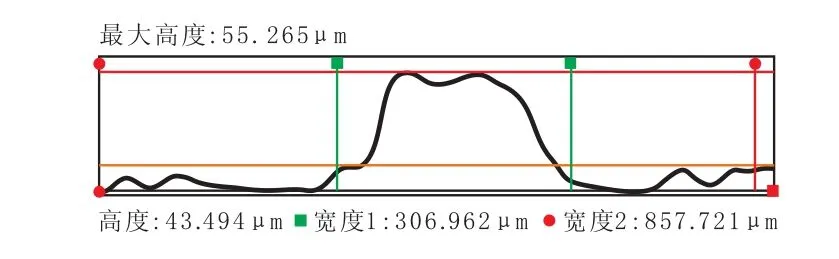
圖3 典型氣孔缺陷的表面二維輪廓Fig.3 2D Surface Profile of Typical Porosity Defects
使用濃硫酸將試樣表面的漆膜剝離,對其中26個標記點缺陷下方的鍍層表面進行形貌觀察和輪廓檢測,發現其中有9個點缺陷的鍍層表面有凸起,典型氣孔缺陷漆膜剝離后的鋅層表面形貌如圖4所示。

圖4 典型氣孔缺陷漆膜剝離后的鋅層表面形貌Fig.4 Surface Morphology of Zinc Layer after Peeling of Typical Porosity Defects on Surface of Paint Films
鋅層表面的凸起位于標記的氣孔缺陷的正下方,長寬尺寸約為 50~100 μm,高度約為 8~16 μm,約為漆膜表面點缺陷尺寸的1/3~1/2。二次電子像顯示凸起位置與周圍表面微觀形貌相似,且背散射像顯示凸起位置和周圍的襯度也相同,因此判斷凸起位置的表面和周圍正常位置都有鋅層覆蓋。鋅層凸起位置未發現Fe、Al或O含量較高的顆粒,可排除鋅灰、鋅渣或者露鐵缺陷。在圖4(a)、4(b)中箭頭所指的位置,局部發現凸起位置邊緣鋅層有微小裂紋,推測該裂紋可能是烘烤時凸起下方的膨脹氣體溢出的通道。
兩個試樣氣孔缺陷溶鋅后的基板表面形貌如圖5所示,在與鍍層表面凸起一一對應的位置,發現基板表面存在微小翹皮,且翹皮的大小及輪廓與圖4中所示的凸起一致。翹皮整體呈拱起的形狀,與鍍層表面凸起的特征也相符,推測翹皮下方為空腔。在圖中虛線所示位置,小翹皮的一部分與基體相連,而在其它位置,小翹皮與基板分離。根據翹皮的形狀判斷,圖中圓形標記位置的翹皮邊緣呈現出上翻痕跡,判斷可能分別對應圖 4(a)和圖 4(b)中標記的鍍層裂紋位置。
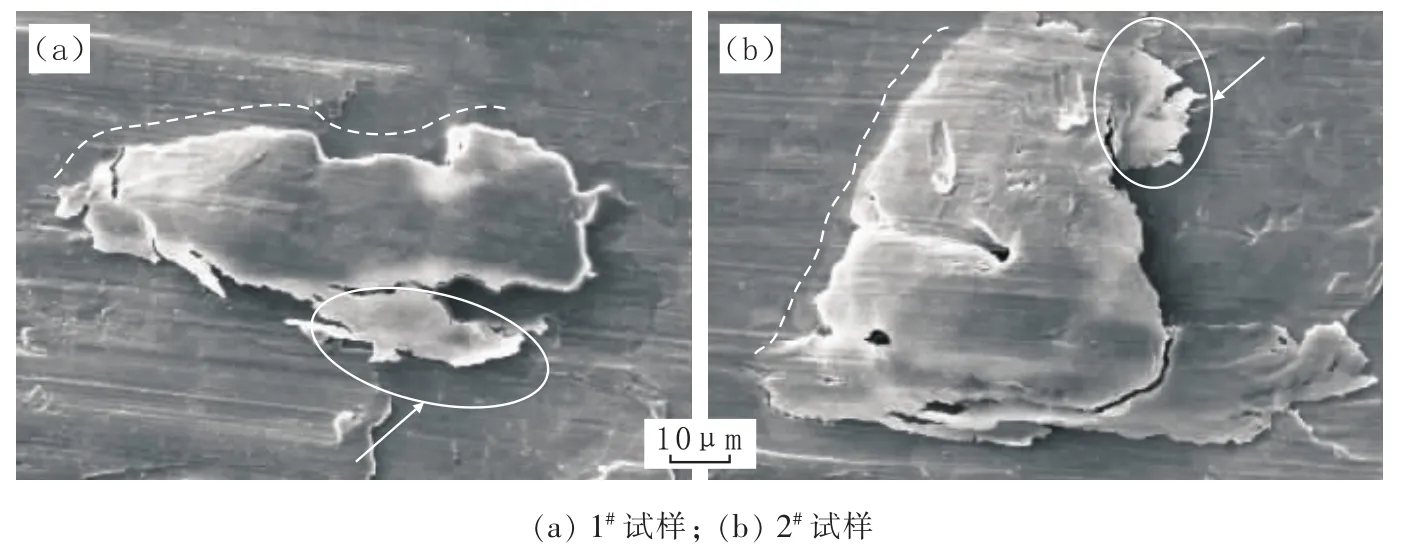
圖5 兩個氣孔缺陷溶鋅后的基板表面形貌,Fig.5 Surface Morphology of Substrate after Zinc Dissolving of Two Porosity Defects
典型氣孔缺陷截面金相如圖6所示,截面上觀察到貫穿中涂層、底漆和清漆的孔洞。該孔洞的輪廓如圖中虛線所示,呈現倒“Ω”形狀,中部最寬的位置約130 μm。由于采用了熱鑲的方法制備截面金相,鑲樣過程中有較高的壓力,推測孔洞內填滿的鑲樣料是在鑲樣時進入的。在該孔洞下方發現了基板表面的小翹皮,翹皮上方覆蓋有完整的鋅層,鋅層表面有一層連續的磷化層。翹皮上方的鋅層略有鼓起,約比周圍鋅層高5 μm。上述高度差低于鋅層表面檢測到的8~16 μm的凸起高度,推測也是因為熱鑲樣時的壓力,將烘烤時形成的小翹皮下方的空腔壓實的緣故。另外,基板表面小翹皮的位置并不在漆膜中孔洞的正下方,這可能和氣體溢出時的位置有關。
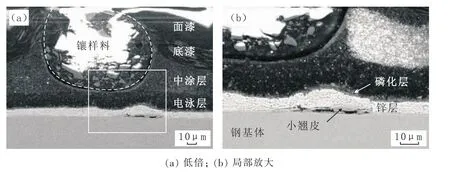
圖6 氣孔缺陷截面金相Fig.6 Metallurgical Structure in Cross Section of Porosity Defects
根據以上逐層分析和截面金相的結果,可以確定該氣孔缺陷是由熱鍍鋅鋼基板表面的小翹皮引起的。基板表面的小翹皮在熱浸鍍時被鋅層完全覆蓋,并未形成漏鍍缺陷。但是小翹皮和基板之間存在殘留的軋制油等易揮發的物質,在涂漆烘烤后體積會膨脹,當膨脹到一定程度后,會突破鋅層的束縛噴發出來,最終在漆膜中形成氣孔缺陷。該氣孔缺陷形成機理示意圖如圖7所示。
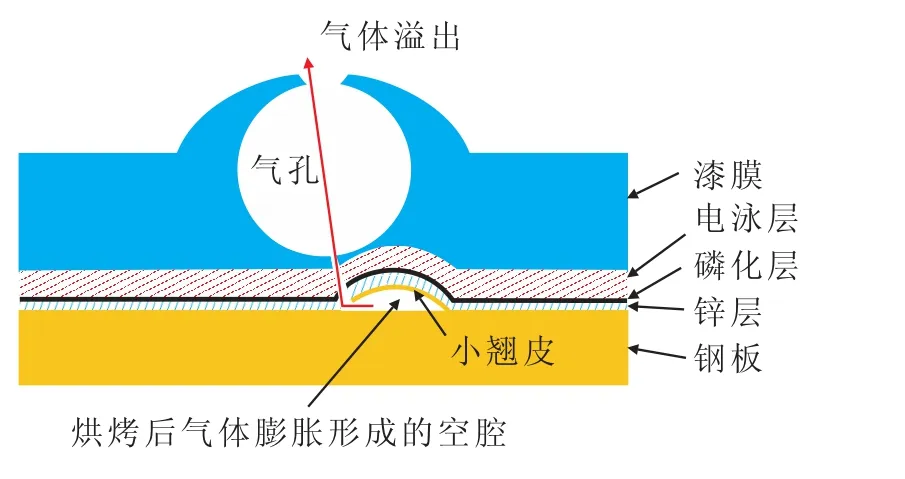
圖7 氣孔缺陷形成機理示意圖Fig.7 Schematic Diagram for Formation Mechanism of Porosity Defects
該氣孔缺陷的特殊之處在于,引起缺陷的原因是已被鍍鋅層覆蓋的基板表面缺陷。它不同于鋅灰、鋅渣等鍍層表面點缺陷對涂裝質量的影響,即使對鍍層表面進行油石打磨,也無法消除。另外,這種缺陷在烘烤后才表現出來,特別是在3C1B工藝下表現的更突出。若使用3C2B工藝,則在中涂層烘烤后,翹皮下方的氣體可能有機會充分溢出,從而在涂完底漆和清漆后的第二道烘烤中不再有氣體溢出。
為消除該氣孔缺陷,需要對生產熱鍍鋅鋼板的來料表面質量進行嚴格管控,確保軋硬板表面無小翹皮。控制基板小翹皮需要從一貫制工藝進行改進,主要包括控制成分中的P含量,添加B元素,控制熱軋板坯高溫加熱時間或加熱爐初段的加熱速率,弱化酸軋工序的酸洗效果等工藝調整來加以改善。通過一貫制工藝改進,某生產線因軋硬板基體小翹皮導致的缺陷降級率由2.3%降至0.1%以下,改善效果顯著。
3 結論
采用逐層分析和截面金相的方法,研究了一種3C1B涂裝工藝生產的熱鍍鋅外板漆膜表面的涂裝氣孔缺陷。
(1)該氣孔缺陷在漆膜表面表現為凸起,其內部存在空腔,下方鍍層完整,對應位置表面存在鼓包,鼓包下方存在輪廓相似的微小翹皮。
(2)基板表面的小翹皮缺陷雖然在熱鍍鋅生產時被鋅層完全覆蓋,在3C1B涂裝工藝烘烤后,翹皮下方殘留的易揮發物質的膨脹和溢出導致了在漆膜表面形成氣孔缺陷。通過采取一貫制工藝,因軋硬板基體小翹皮導致的缺陷降級率由2.3%降至0.1%以下,改善效果顯著。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
