CVC軋輥非對稱磨損的磨削力均化方法
2022-10-13 08:40:44葉夢傳丁國龍湯明俊趙大興余運清
機床與液壓 2022年18期
葉夢傳,丁國龍,2,湯明俊,趙大興,2,余運清
(1.湖北工業大學機械工程學院,湖北武漢 430068;2.湖北省包裝裝備工程技術研究中心,湖北武漢 430068;3.武漢市精華減速機制造有限公司,湖北武漢 430068)
0 前言
板材成形加工工藝中,軋輥是板材軋制生產加工中主要消耗件之一,不僅對軋輥磨削精度和加工效率要求高,且磨削余量大。軋輥磨削力對軋輥磨削振動、砂輪磨損、工件加工質量和設備的穩定性都會產生影響。
國內外許多學者對磨削力建模進行了研究。牛文鐵和徐燕申通過測量磨削過程中的磨削力,利用回歸分析方法得到了磨削力的經驗公式。何玉輝、WU、張建華等探討了超聲振動對摩擦力的影響,以最大未變形磨削厚度服從瑞利分布為前提,獲得了磨削力的預測模型。TAWAKOLI、BHADURI等對超聲波磨削軟材料進行試驗研究,結果表明超聲磨削時法向磨削力約降低了60%,切向磨削力降低了40%。黃智等人針對磨削力的高動態特性,采用一種相互正交的獨立彈性元件測量三向正交磨削力,并設計出動態的磨削力測量平臺。
WERNER通過研究磨粒在磨削過程中的幾何分布和運動過程,建立了磨削力的力學模型。MALKIN、BADGER 等認為磨削力的大小與磨損面積有關,磨削力與磨削過程中的切削變形力和摩擦力有關。LI 、HECKER等在一系列的加工試驗基礎上,提出了關于切屑變形的磨削力模型。
盡管磨削力模型的研究成果較多,但由于磨削對象不同,磨削力模型不能通用。因此,需要根據CVC軋輥的工作特性和磨削的磨損量等,對磨削力模型進行修正,從而準確預測軋輥磨削力。
1 CVC軋輥的非對稱磨損
1.1 CVC軋輥的工作特性
連續變化的輥形凸度(CVC)能代替平輥、凸輥、凹輥等軋輥控制板材變形。CVC軋輥通過竄動軋輥改變凸度,達到均勻加工板材的目的。
本文作者前期研究中采用離散化變凸度輥形的自適應設計方法得到CVC軋輥的曲線方程,如式(1)所示:
()=+++
(1)
式中:為軋輥的名義直徑;、、為輥形相關系數。CVC 2 250 mm熱軋工作輥的系數如表1所示。
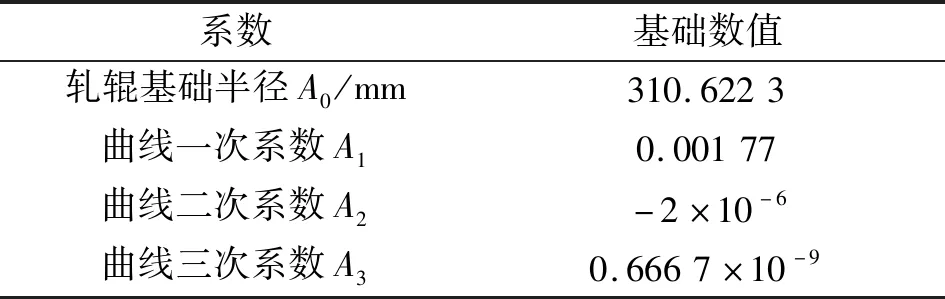
表1 CVC輥形系數
1.2 CVC軋輥非對稱磨損的輥形曲線
借助Pomini系統自帶的輥形曲線監控軟件PROFIWIN,通過測量臂的輥形測量傳感器,對2 250 mm熱軋輥的磨損軋輥表面等距離采集1 000個點的數據,并繪制磨損曲線。
以Sinumerik 840Dsl數控系統作為開發平臺,開發的軋輥磨削軟件通過OPC UA工業協議實時提取軋輥表面磨損量數據,使用MATLAB繪圖命令繪制實際的磨損形貌。如圖1所示,CVC軋輥存在明顯的非對稱磨損現象,且磨損形貌整體呈現出帽形,需要進行大余量磨削。

圖1 1 000取樣點的磨損量 圖2 軋輥非對稱磨損曲線
如圖2所示,磨損曲線與正常曲線相比,磨損量呈現出不均勻分布。非對稱磨損會影響板材變形,導致板材軋制質量劣化。因此,需要合理的加工工藝進行磨削修正處理。
2 磨削力均化模型的建立
2.1 軋輥磨削力模型的建立
在Pomini HD-425萬能數控軋輥磨床上,采用外圓縱向磨削的方式對軋輥進行加工,砂輪和軋輥的運動如圖3所示。在磨削的過程中,沿砂輪的寬度方向砂輪前沿部分參與磨削,該部分的寬度等于軸向進給量。磨削加工過程中3個磨削分力如圖3所示。其中,為法向磨削力;為切向磨削力;為軸向磨削分力,軸向分力較小,可不計。由于砂輪的磨粒具有較大的負前角,一般法向磨削力大于切向磨削力;為砂輪速度;為軋輥速度;為軸向進給速度;為磨削深度。
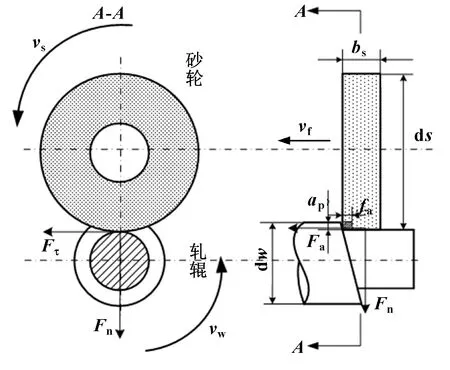
圖3 磨削運動及磨削分力示意
磨削力與磨粒形狀、磨粒分布和軋輥材料等參數有關。為簡化磨削力的模型,文中做如下假設:
(1)砂輪上的磨粒尖端分布在砂輪圓周上,磨粒的形狀是具有一定頂角的圓錐,且圓錐的回轉軸線通過砂輪的圓心;
(2)不同磨粒切削產生的切屑之間不產生干涉;
(3)不考慮磨削過程中的溫升對軋輥表面質量和砂輪磨粒的切削性能的影響。
磨粒加工受力如圖4所示,建立單個磨粒的磨削力數學模型,再推廣建立多磨粒的磨削力數學模型。
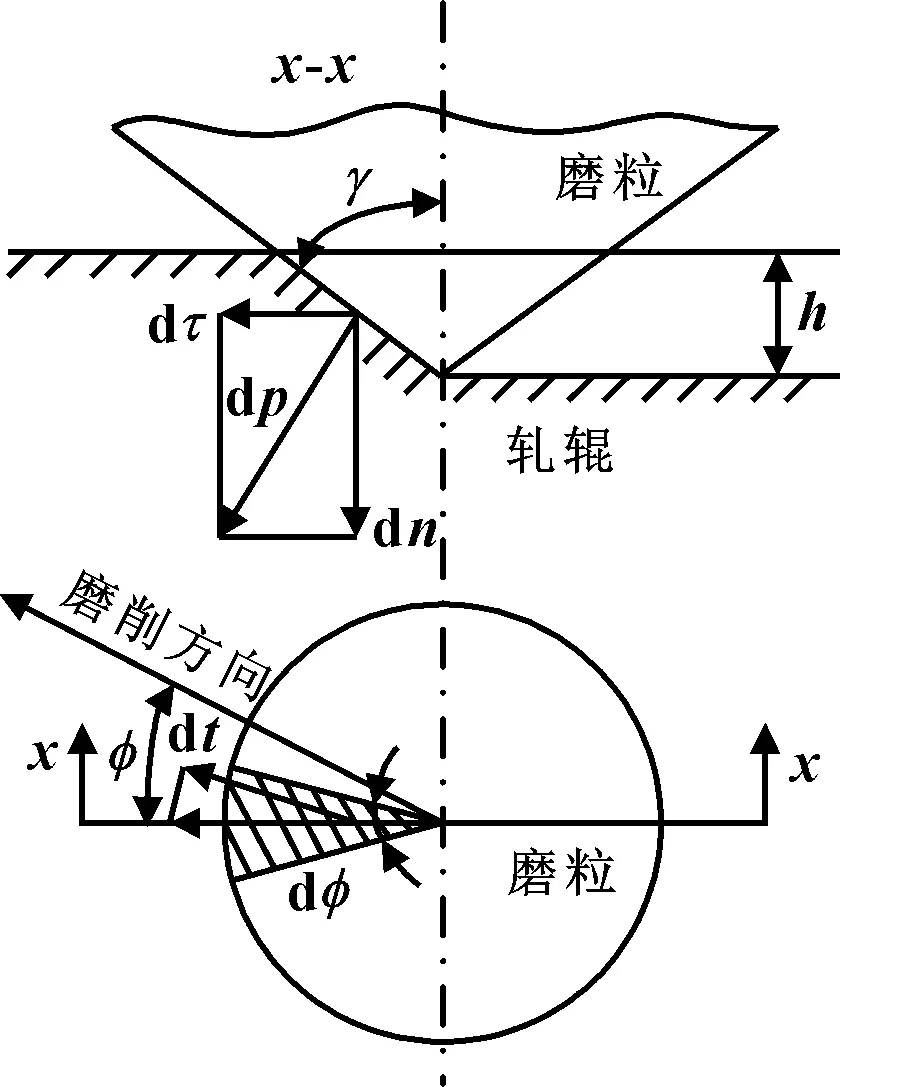
圖4 磨粒加工受力
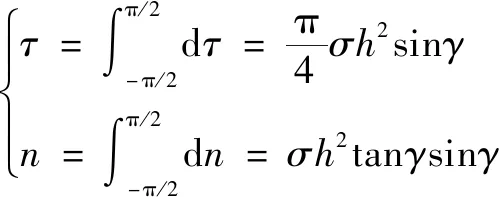
(2)
式中:為單個磨粒的切向分力;為單個磨粒的法向分力;為單位磨削力,計算公式如式(3)所示:

(3)
式中:為磨粒密度相關系數;為材料相關系數;為經驗常數,一般范圍為0~1;為單(雙)行程結束時磨削進給量。
未變形磨削深度如式(4)所示:

(4)
式中:為圓錐半頂角;為軋輥半徑;為砂輪半徑。
將式(3)(4)代入式(2),得:
(5)
設為同時參與磨削的有效磨粒數,通過下述方法求出,在外圓磨削時,工件與砂輪的接觸弧長為

(6)

(7)
由于和遠遠小于,/和/接近于0,則磨粒數為
(8)
磨削過程中的總切向磨削力和總法向磨削力為
(9)
CVC軋輥磨損后半徑可以通過CVC軋輥曲線方程()求得,用()表示;磨削加工后的軋輥曲線用()表示,則軋輥各截面的磨削深度與軋輥長度的函數()為
()=()-()
(10)
設軋輥各截面的回轉線速度()為
()=()
(11)
將式(10)(11)代入式(9),對磨削力模型進行修正,得到關于CVC軋輥的磨削力模型:
(12)
2.2 CVC軋輥磨削力均化
CVC軋輥非對稱磨損磨削加工過程中,軋輥每個截面的磨削余量不盡相同,且最大磨削余量和最小磨削余量的差值可達到163 μm。傳統的磨削方法是砂輪以固定的軸向進給量進行磨削,每個截面磨削深度等于該截面的磨削余量。在磨削整個軋輥的過程中,磨削力的波動大,不僅會影響加工表面的質量;而且在磨削余量小時截面軸向進給速度慢,加工效率較低。式(12)可化簡成以下的形式:
5 5軍1 6 3師4 8 9團7連戰士劉萬傳在拔除“法國樓”工事的戰斗中奮不顧身,所在連被授予對越自衛反擊戰攻堅英雄連,個人獲勛章。但他事后在接受采訪中有兩句話令人印象深刻:“我只想活命”、“趕快結束戰爭”。
(13)

由式(13)可知,當軸向進給量恒定時,切向磨削力()和法向磨削力()與()成正比;當軸向進給量不恒定,軋輥長度與軸向進給量函數關系用()表示,以恒定磨削力磨削加工時,()與軸向進給量()成反比。
設軋輥的總長為,磨削力均化之前的軸向進給量為,平均切向磨削力和平均法向磨削力為
(14)
切向力與法向力的關系可由下式表示:
(15)
若將()在磨削軋輥的全行程中均化后,根據式(15),()也會均化。將式(14)代入式(13),當()=時,反求出隨變化的軸向進給量()為

(16)
自適應地調整軸向進給量,使磨削力始終保持在平均值附近,可以有效地降低磨削力波動。
3 CVC軋輥磨削實例
在Pomini HD-425型數控萬能軋輥磨床上進行了2 250 mm熱軋工作輥的磨削試驗,實際加工場景如圖5所示。

圖5 2 250 mm熱軋工作輥實際加工圖
CVC軋輥磨削的主要加工參數如表2所示。
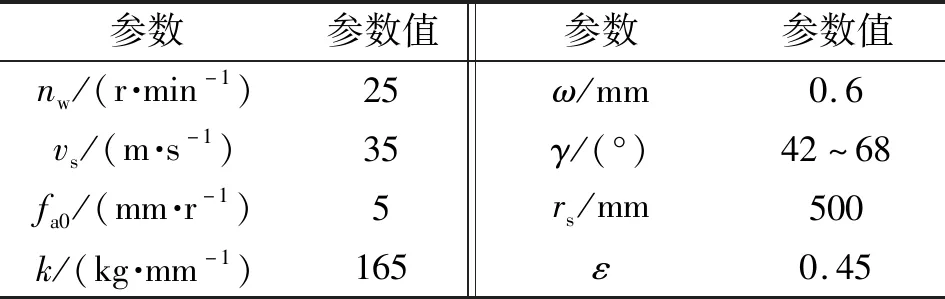
表2 軋輥磨削參數
由表2可知:磨粒的錐角處于一定波動范圍內,是由于在軋輥磨削的不同階段,砂輪的磨粒會產生磨損的現象,且每個磨粒的錐角也不盡相同,因此對磨粒的錐角進行統一,取均值50°。磨削力均化前,砂輪初始軸向進給量采用恒定值,切向磨削力和法向磨削力的變化如圖6所示。
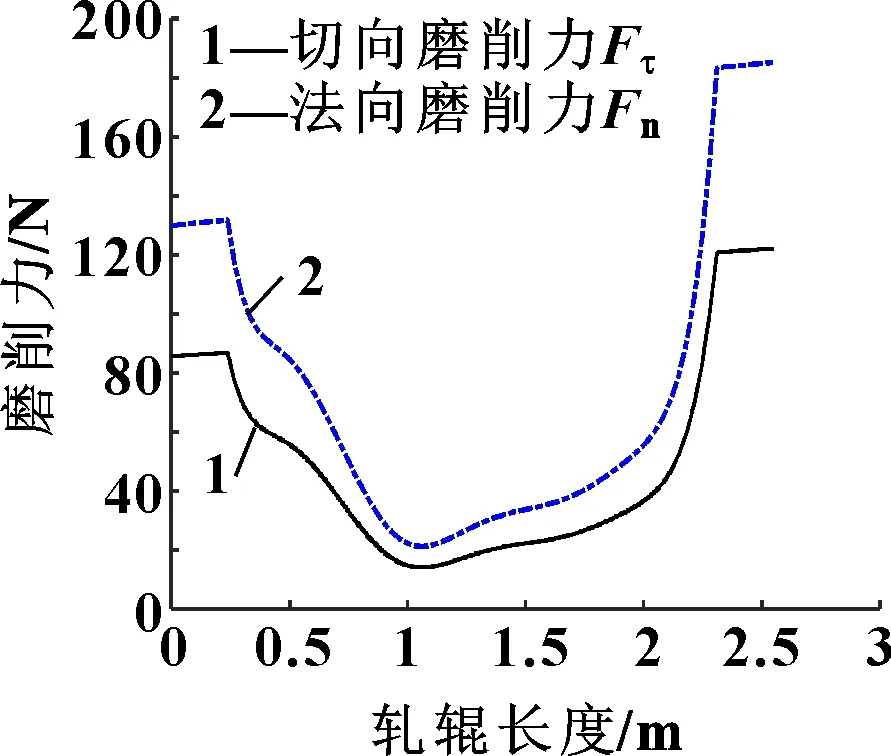
圖6 均化前磨削力變化曲線
磨削力的最大值、最小值、平均值、標準差如表3所示,可知磨削力的波動較大。

表3 均化前磨削力的指標 單位:N
擬合前后軸向進給量對比如圖7所示,其中的原始進給量通過公式(16)計算。可知:在軋輥兩端的進給量有突變現象,若砂輪主軸的剛性較差,突變的加速和減速會使砂輪在慣性的作用下損傷軋輥表面,影響磨削精度。因此,對軸向進給量曲線進行擬合,在保證曲線形狀不發生較大變化的前提下,使曲線變得平滑。
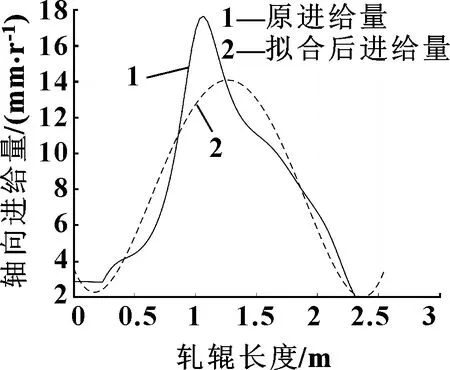
圖7 擬合前后軸向進給量對比
文中采用曲線擬合最小二乘法進行線性回歸。軋輥長度為自變量、軸向進給量為因變量,高階線性回歸的公式為
()=++++
(17)
式中的參數取值如表4所示。
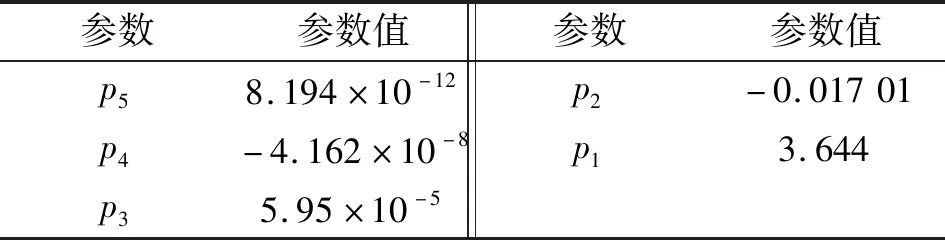
表4 擬合公式的參數取值
將擬合得到的軸向進給量()代入式(12)中,可求得均化后切向磨削力()和法向磨削力():
均化前后的磨削力變化曲線如圖8所示。
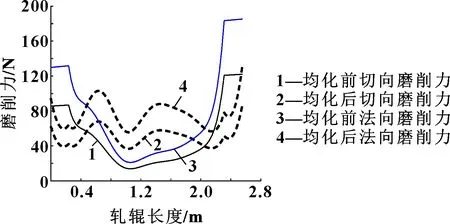
圖8 均化前后磨削力變化曲線
均化后磨削力的最大值、最小值、平均值、標準差如表5所示。

表5 均化后磨削力的指標 單位:N
均化后磨削力與均化前磨削力進行對比,切向磨削力和法向磨削力的平均值幾乎不變,最大值分別下降了36.3、55.1 N,標準差分別下降了23.9 、36.2 N,均化效果明顯。
4 磨削力均化程序設計
利用Qt Creator的開發庫,開發一款磨削力均化PC端軟件,磨削力均化軟件的設計流程如圖9所示。

圖9 磨削力均化的程序設計流程
機床的測量臂對未加工的軋輥進行探傷,導入采集的點數據,繪制軋輥磨損形貌。通過采集的CVC輥形磨損量,確定磨削加工的余量,設置磨削加工參數(包括砂輪轉速、軋輥轉速等),通過軋輥磨削力模型反求出磨削軸向進給量曲線方程,并采用最小二乘法進行線性回歸,得到磨削力均化后的進給量方程,計算磨削力均化前后的平均值、最大值、最小值和標準差。若均化后的標準差達到擬合效果,則根據軋輥的長度進行磨削參數的分配,最終將均化后的磨削加工參數導入到數控系統中;若擬合效果未達到預設值,則提高最小二乘法線性回歸的階數,求得更平滑的進給量曲線,再將均化后的磨削加工參數導入到數控系統中進行實際加工。
5 結論
(1)提出了CVC軋輥非對稱磨損的磨削力均化方法。通過Pomini系統的輥形曲線監控軟件PROFIWIN等距采樣得到磨損的輥形曲線;針對恒定軸向進給量會導致磨削力波動較大,建立多磨粒磨削力均化模型,提出了時變軸向進給量的磨削工藝進行磨削力均化,均化后的磨削力波動較小。
(2)利用Qt Creator的開發庫,開發一款磨削力均化PC端軟件。該軟件可以為工藝人員選取工藝參數提供理論參考,從而保證CVC軋輥的高效磨削加工。
