小型化質子加速器機房結構施工技術*
2022-10-10 07:16:26唐洲平黃心穎孫同盼林華敏陳芬芬王義志
施工技術(中英文) 2022年17期
關鍵詞:施工
唐洲平,黃心穎,孫同盼,林華敏,劉 飛,陳芬芬,王義志,游 橋
(1.華中科技大學同濟醫學院附屬同濟醫院,湖北 武漢 430030;2.中建三局集團有限公司工程總承包公司,湖北 武漢 430064)
1 工程概況
華中科技大學同濟醫院光谷院區配套項目(質子大樓)位于武漢市東湖新技術開發區高新大道501號,南鄰高新大道,西鄰三環線高架。同濟光谷院區配套項目(質子大樓)總建筑面積約12 500m2,包含小型化質子加速器機房(見圖1)、直線加速器機房、回旋加速器機房、磁共振加速器機房、PET(CT/MR)、辦公室、會議室等配套用房。
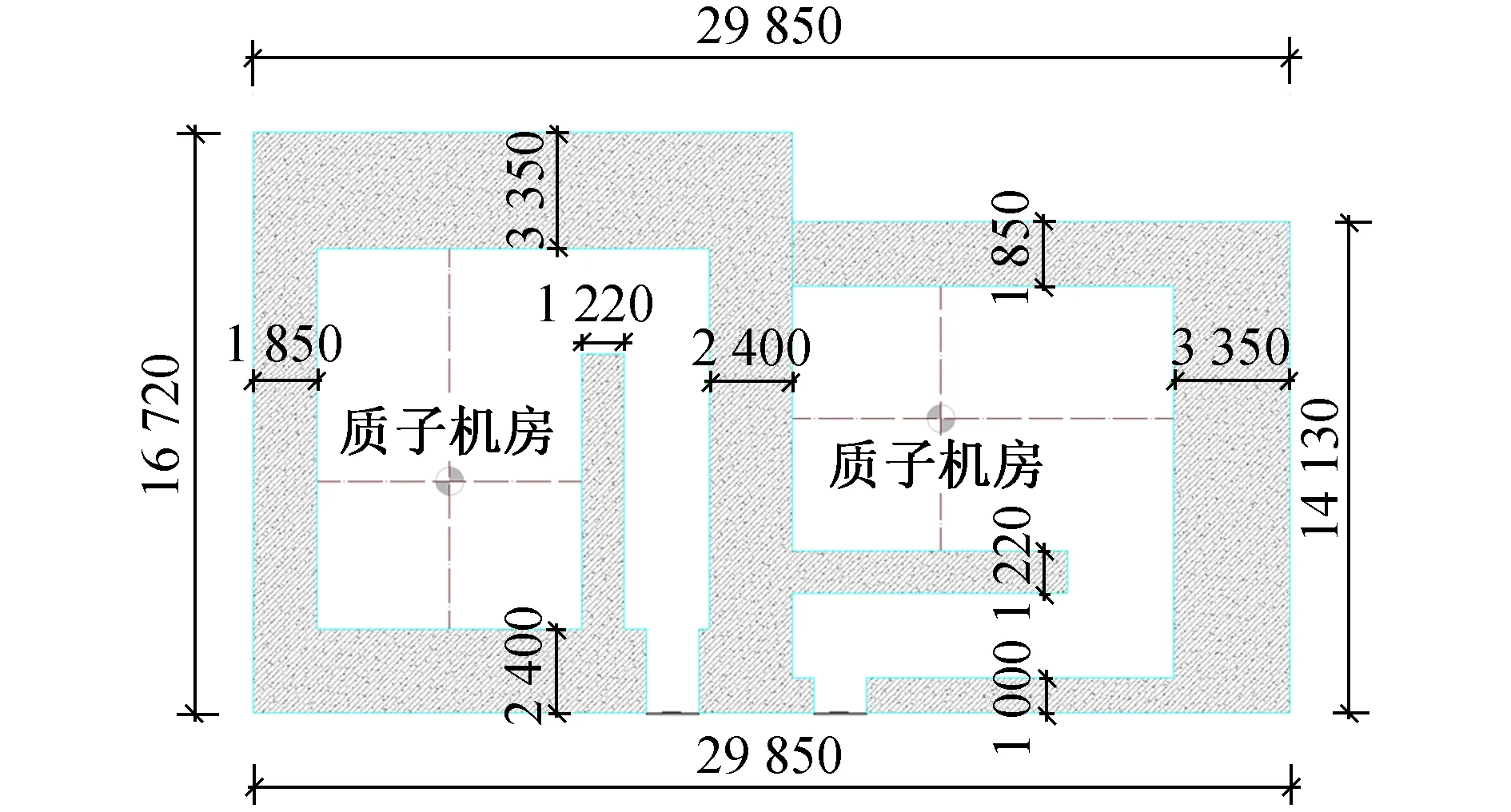
圖1 質子機房平面
2 組織管理重難點
1)小型化質子加速器機房需一次成型,施工難度大 作為國內首個正式運營的超小型質子中心,設計圖紙和結構實體沒有先例可循。機房有防輻射需要,所有機電管線及預留預埋需一次成型,無法開槽后補。使工程師、設備廠家、設計院及施工單位形成合力,共同監督施工全程,確保結構一次成型較困難。
2)小型化質子加速器機房結構預埋件精度控制難 小型化質子加速器機架支架(重2.9t,尺寸為3 670mm×2 700mm×2 670mm)、治療床(重0.74t,尺寸為3 680mm×2 000mm×500mm)必須預埋于指定位置,且每個預埋件在長、寬方向的誤差≤1mm/m,機架支架和治療床預埋精度相對誤差≤7mm。此外單個機房涉及200余個預埋套筒、預埋板(誤差≤5mm),13根不規則彎曲導管(誤差≤5mm),預埋精度控制難度大。小型化質子加速器機房主要預埋件如圖2所示。
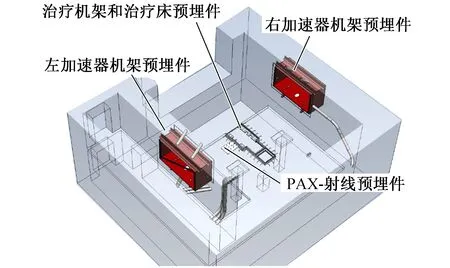
圖2 小型化質子加速器機房主要預埋件
3)小型化質子加速器機房結構精度控制難 由于旋轉體系對結構垂直度精度要求為1mm/m。當高度為8.78m時,墻體普遍高度在2.0m(最厚3.35m)以上,劃分施工部署及保證結構施工精度較困難。
4)減小上部結構施工對已建成結構的影響難度大 質子機房為厚墻厚板,特別是頂板厚3.85m,荷載大,施工過程中,架體搭設對已建成結構影響大,從而影響預埋精度。如何采取合適的施工工藝減小對已建成結構的影響較困難。
5)各專業協調施工難 如何在高密度鋼筋中定位異形(Z,S形)套管的預留預埋,在超厚混凝土內(包括底板、墻板、頂板)安裝與固定套管,且保證混凝土結構密實度、平整度等要求,對結構、安裝等專業的配合協調管理要求高。
基于以上難點,各參建單位率先引入BIM可視化技術,通過研發結構預埋件高精度控制裝置,總結結構垂直度控制方法,設計半逆作法施工工藝,保證質子機房結構順利施工。
3 整體施工流程
本項目小型化質子加速器機房墻體最大厚度達3 350mm,墻體高度達8 530mm,頂板厚3 850mm,底板厚1 400mm。為保障施工安全和超厚混凝土的質量,結合混凝土防輻射要求,加速器機房結構分11次施工,如圖3所示。
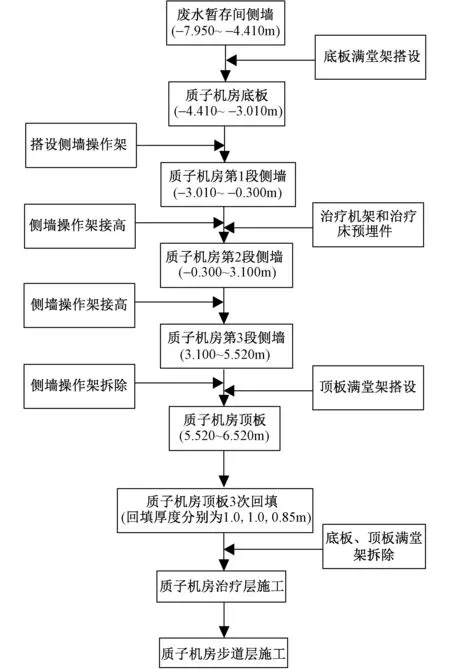
圖3 整體施工流程
4 BIM可視化技術
單個質子機房結構施工前率先完成BIM建模,利用BIM可視化技術多次聯合國外工程師、設備廠家、設計院及施工單位評審圖紙,對結構查漏補缺,最終確定設計做法。
施工過程中,采用BIM可視化技術交底,保證施工效果。質子機房BIM三維效果如圖4所示。質子機房鋼結構-滑軌如圖5所示。

圖4 質子機房BIM三維效果
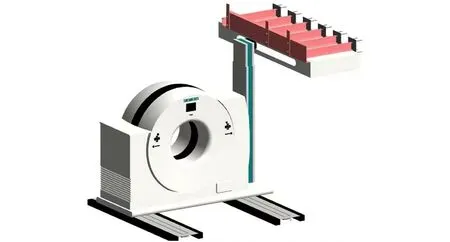
圖5 質子機房鋼結構-滑軌
5 鋼筋及預埋件施工工藝
5.1 底板、頂板鋼筋支撐及預埋件施工
質子機房底板及頂板單次澆筑厚度>1 000mm,鋼筋支撐采用φ25馬凳筋,高度同底板鋼筋凈高,間距1 000mm×1 000mm呈梅花形設置,如圖6所示,圖中h為板厚-(迎水面+背水面)保護層厚度-(板面+板底)鋼筋厚度。
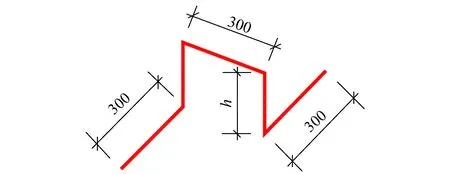
圖6 鋼筋支撐馬凳
為保證質子機房底板及頂板預埋套筒、預埋板的加固精度,四周豎立4φ25鋼筋,長度同板厚,豎立鋼筋焊接在板鋼筋上,并設置φ16水平鋼筋焊接預埋套筒或預埋板。
5.2 側墻鋼筋支撐及預埋件施工
1)側墻鋼筋 由于小型化質子加速器機房墻體超厚,層高超高,為保證該墻體鋼筋施工質量及混凝土保護層厚度,應在墻體鋼筋施工時設置水平向、豎向鋼筋定位梯子筋(見圖7)。
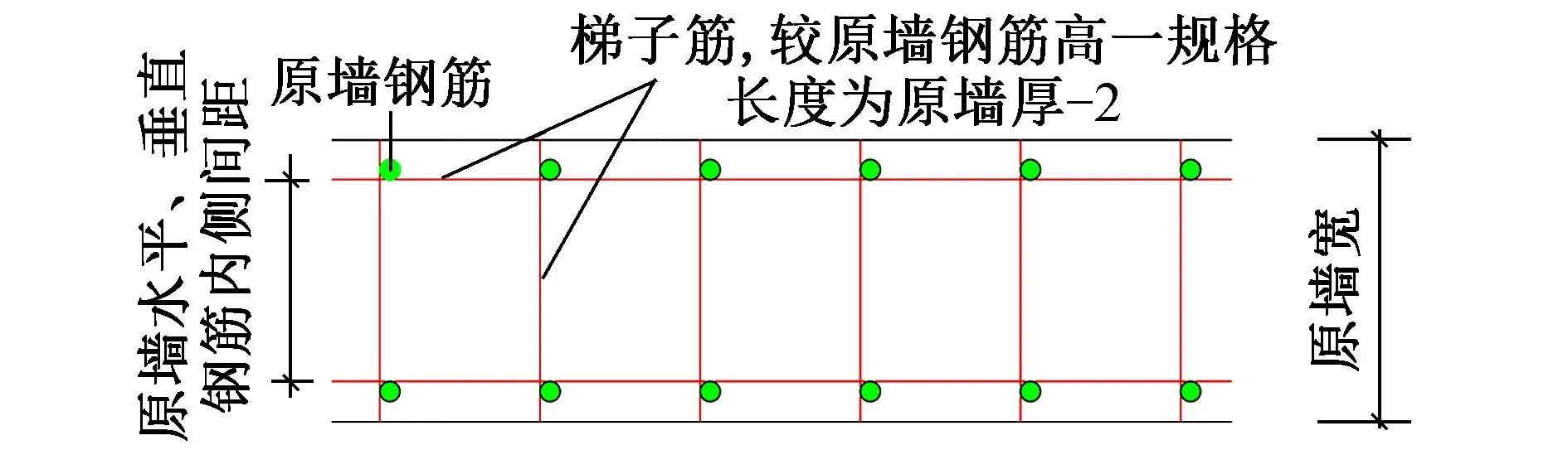
圖7 加速器墻體定位鋼筋
2)側墻套筒及鋼板預埋件 為保證側墻預埋板及套筒精度,在側墻中預埋I16,將廠家錨點和工字鋼固定在一起,設置2道豎向和1道橫向工字鋼,豎向工字鋼在前一道工序澆筑時提前預埋,預埋深度≥500mm,高度與預埋板及套筒水平標高位置保持一致(見圖8)。
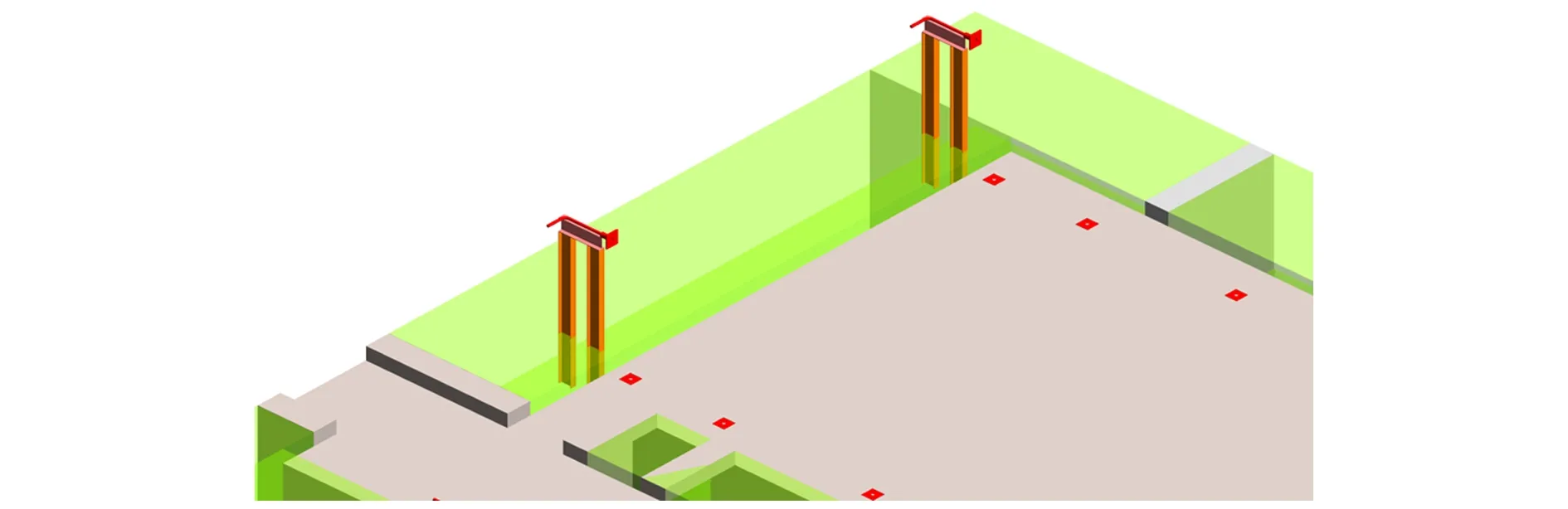
圖8 側墻套筒及預埋板預埋固定
3)側墻導管 側墻預埋設備套管必須采用I16(工字鋼在前一道工序澆筑時提前預埋,預埋深度≥500mm),工字鋼圍繞套管1周固定套管。
4)機架臂預埋件 機架臂預埋件重2 900kg,為做好固定,每個機架臂采用6根豎向18號型鋼支撐架,豎向工字鋼在前一道工序澆筑前預埋,為保證鋼支撐架穩定性,采用12號型鋼作為斜撐固定。
機械臂預埋件精度控制流程如下:機械臂預埋件底部支撐工字鋼預埋→第1道側墻混凝土澆筑→豎向工字鋼切割調整→第1次焊接水平工字鋼初平,短方向焊接3根→第2次焊接水平工字鋼精平,短方向焊接3根,配合墊片完成平整度調整→水平位置放線→機架臂預埋件吊運安裝。
5.3 治療床高精度定位施工
為保證治療床高精度預埋,每個質子機房前期在底板上預埋6塊鋼板預埋件。頂板架體拆除后,插入豎向工字鋼進行預埋,第1道水平I16每個機房安裝2根。
根據第1道水平工字鋼安裝情況,插入墊片,墊片厚度由1,2,5mm組成,通過調整墊片調節上一道梁底標高。第2道水平I16每個機房安裝3根。
治療床采用汽車式起重機從機房洞口吊裝進入,落位后利用小型拖車器調節水平位置進行定位,通過全站儀彈出等中心點及治療床邊線,調整位置后將治療床與工字鋼焊接固定(焊接位置為外側,與混凝土連接部位),如圖9所示。
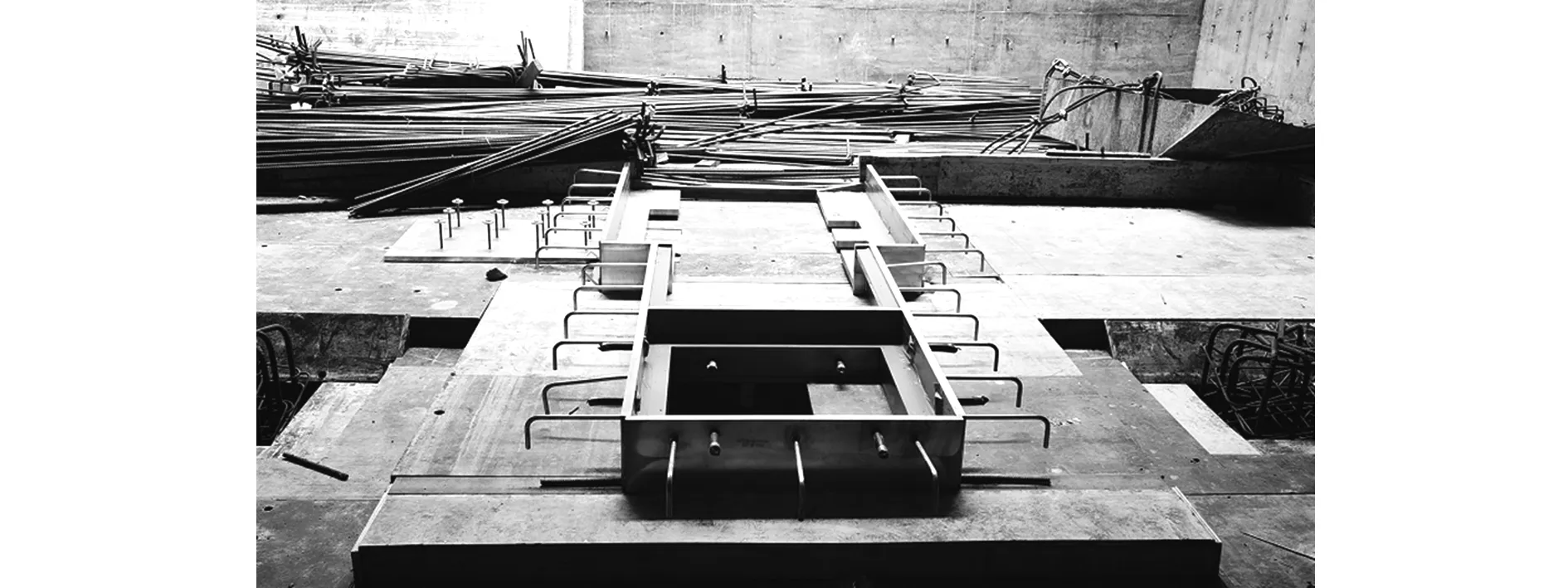
圖9 治療床安裝完成
5.4 治療層和檢修層結構施工
治療層為混凝土樓板,檢修層包含混凝土樓板和鋼結構樓板,采用半逆作法施工工藝,先施工側墻、后施工樓板。混凝土樓板在側墻上提前預埋接駁器,側墻拆模后樓板鋼筋通過與接駁器連接完成受力傳遞。鋼結構樓板提前在側墻及頂板上完成鋼板預埋,利用移動操作腳手架完成預埋板與鋼結構焊接。
5.5 頂板吊裝洞口
小型化質子加速器頂板預留吊裝洞口,設備吊裝后使用預制塊完成封堵,預制塊在場外進行預制。
6 模板施工工藝
6.1 質子機房側墻模板施工
質子機房側墻采用鋼管+對拉螺栓+模板+木方加固體系。模板長邊同剪力墻長邊布置形式,木模板厚18mm,背楞選用50mm×100mm木方,間距≤220mm,沿剪力墻長邊豎向布置。墻體箍筋采用φ48.3×3.6雙排鋼管及對拉螺栓進行加固,第1排鋼管至樓板高550mm,第1~4排鋼管豎向間距225mm,上部間距450mm,即沿墻體全高進行布置。
采用M16止水對拉螺栓,對拉螺栓水平間距450mm。止水對拉螺栓封模時在螺栓兩端穿上楔形橡膠塞,螺栓拆除后用高強度等級防水水泥砂漿填坑。最底部4道對拉螺栓均加雙螺帽,以防受力脫落爆模。外墻使用時每個螺栓中間焊接止水鋼板,鋼板與螺栓間必須滿焊,不得有縫隙出現。
為防止墻體偏移,墻體外側采用鋼管斜撐支撐,間距1.5m,內側搭設滿堂操作架支撐,以保證墻體垂直度,操作架在樓板施工前拆除,如圖10,11所示。
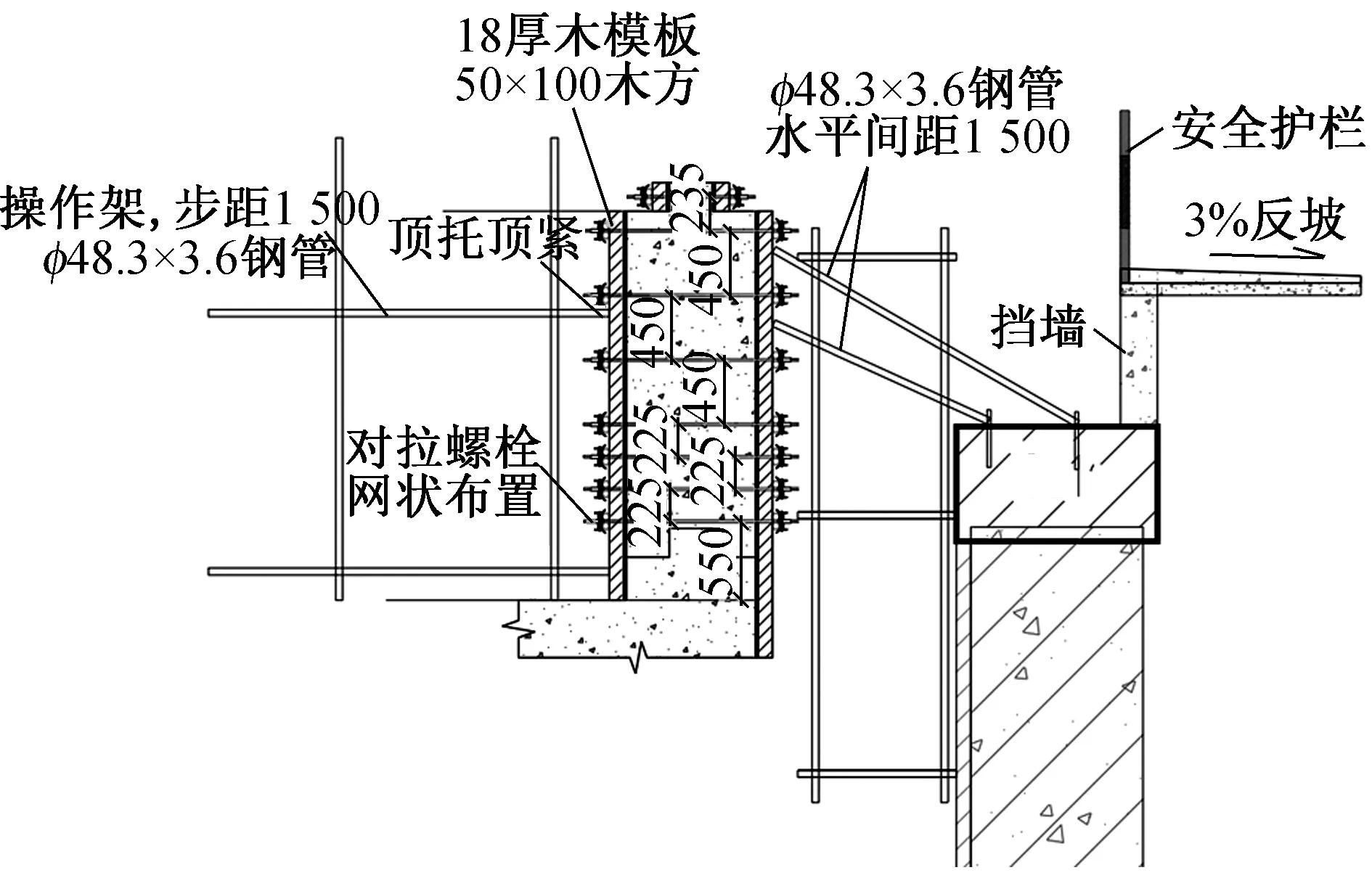
圖10 側墻模板加固體系剖面

圖11 側墻內支撐架平面
6.2 質子機房頂板及底板模板施工
質子機房頂板及底板采用盤扣支撐架體系,小梁尺寸為50mm×100mm,間距60mm,主梁I12間距600mm,立桿間距600mm×600mm,采用60盤扣體系,木模板厚18mm,支架步距均為上下各一步500mm、其余1 000mm。立桿自由長度≤450mm,斜桿滿布。質子機房頂板及底板支撐架體平面和剖面分別如圖12所示。
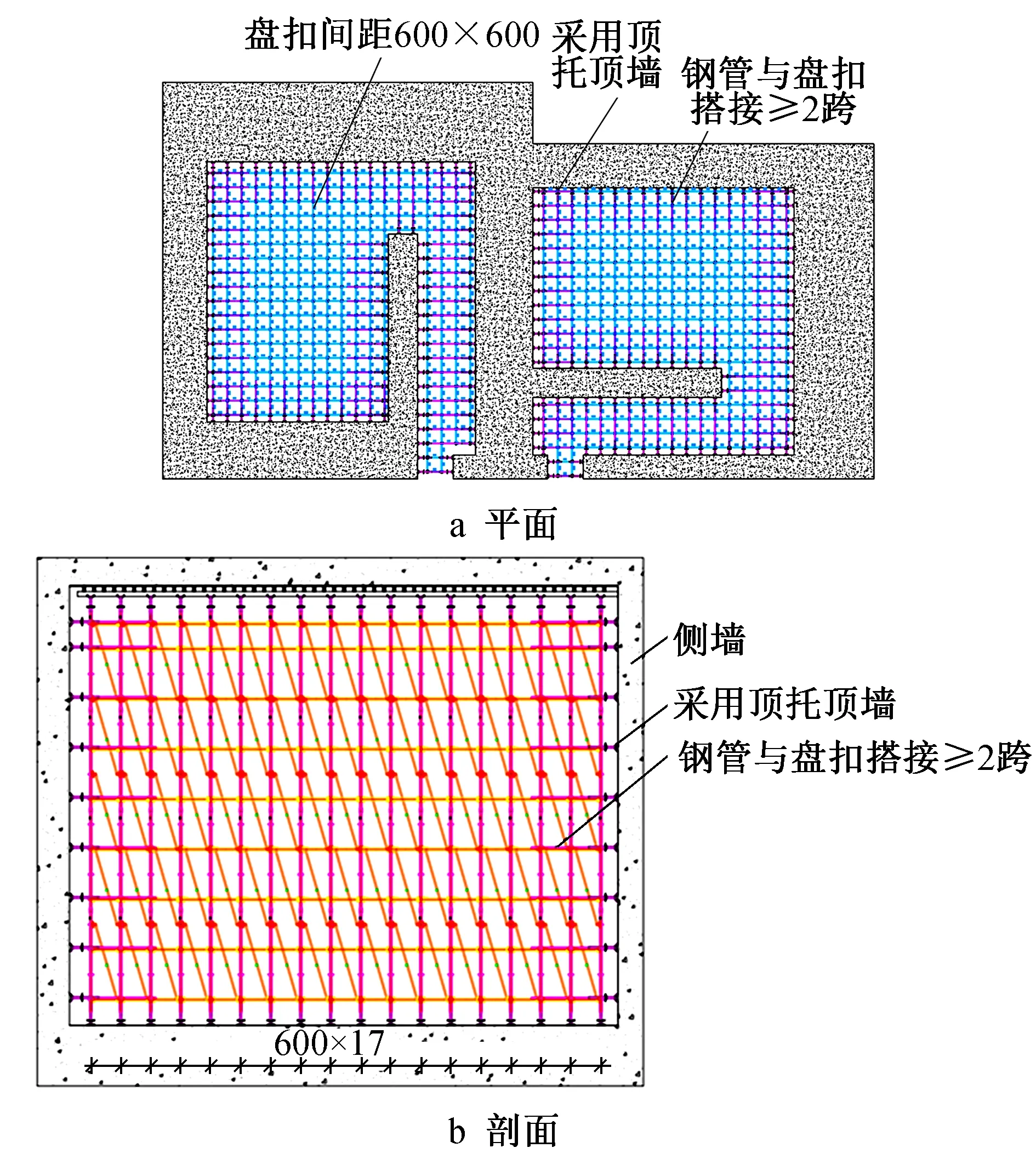
圖12 質子機房頂板及底板支撐架體
6.3 質子機房治療層及檢修層模板施工
機房治療層、檢修層厚度分別為200,300mm,化質子加速器機房根據控制區和監督區的要求對機房及周圍進行合理分區布局,可嚴防人員進入控制區內。采用48盤扣體系施工,間距900mm×900mm,主梁采用48雙鋼管,次梁使用50mm×100mm木方。
7 實施效果
1)結合BIM技術,對質子機房結構(包含鋼筋)、機電管線、質子設備及相關附屬構件完成建模,用于設計圖紙確定、現場可視化交底、材料生產制作及現場復核等工作,保證質子機房一次成型。
2)項目采用半逆作法施工工藝,率先完成頂板施工,后續插入治療層、檢修層樓板施工,避免順作法施工頂板支撐架體導致治療層變形,保證治療層施工精度,便于設備安裝。
3)通過內部搭設滿堂架頂撐,外部搭設斜撐頂撐,并采用超厚模板等措施,保證超厚側墻垂直度誤差控制在1mm/m的精度要求。
4)先后研發治療床定位裝置、機架臂預埋件定位裝置、預埋套筒定位裝置以及機電管線固定方法,保證質子機房預埋件精度要求。
該小型化質子加速器機房從2021年12月15日開始插入底板施工,歷經113d(跨春節),于2022年4月6日完成頂板澆筑,2022年5月15日完成檢修層結構施工。經過業主、監理、廠家及第三方復核,結構垂直度及預埋件精度均滿足要求。
猜你喜歡
建材發展導向(2022年18期)2022-09-22 07:13:20
建材發展導向(2022年12期)2022-08-19 02:33:10
建材發展導向(2022年10期)2022-07-28 03:04:36
建材發展導向(2021年22期)2022-01-18 06:12:46
建材發展導向(2021年19期)2021-12-06 03:20:50
建材發展導向(2021年18期)2021-11-05 09:19:50
建材發展導向(2021年12期)2021-07-22 08:06:58
建材發展導向(2021年9期)2021-07-16 07:11:36
上海建材(2017年4期)2017-10-16 01:33:34
中國房地產業(2016年2期)2016-03-01 01:25:48
