條盒透明紙熱封工藝研究及其應用
2022-10-10 08:50:54盧文,孫亞軍
價值工程 2022年27期
0 引言
在卷煙消費市場競爭日趨激烈的今天,產品質量好壞關系到企業在這場競爭中的成敗,而卷煙產品的外包裝則在視覺上給消費者帶來第一直觀感受,直接影響消費者對香煙品牌的信心度。條盒透明紙包裝是卷煙產品生產的最后一步,透明紙經過烙鐵熨燙覆蓋在條盒表面,隔離空氣、水分,延長香煙的保質期限,同時達到美觀的目的。但是現有的CV型條外透明紙包裝機生產的條煙,易出現條外透明紙松弛、皺褶等問題,條煙輸出經CCD外觀檢測后被剔除,只能采用人工熨燙方式進行二次包裝整形處理,影響操作人員工作效率,降低設備的生產運行效率。針對上述問題,張振華在CV條煙出口處加裝一套上、下輥筒式熨燙烙鐵,對條煙上、下表面滾動熨燙整形處理的同時帶動條煙向前運動,避免條煙在兩個加熱體間長時間停留;趙亮采用熱空氣對條盒透明紙進行加熱收縮,改善香煙條包外觀質量;胡茂正通過改進熱封烙鐵驅動裝置,使烙鐵板可以長時間正常工作。但是上述改進均存在包裝機組適用性差、結構復雜熨燙方式繁瑣且無法確定最佳整形溫度等問題。為此本文從條盒透明紙熱封工藝著手進行研究,根據煙膜材料參數,應用ANSYS軟件建立煙膜的有限元數學模型,以溫度為載荷,數字模擬了煙膜的熱傳導過程,并通過進一步實際測試最終確定最佳整形溫度。
1 問題分析
CV型條外透明紙包裝機在對條煙進行透明紙包裝時,僅對條盒大面搭口與條盒兩端面搭口分兩次進行熱封處理,其他三面無熱封處理。條盒大面搭口為雙層透明紙結構,熱封溫度為110~140℃,條盒兩端面搭口為六層透明紙結構,需要更高的溫度保證熱封質量,一般為125~150℃。第一次在對條盒大面搭口進行熱封處理時,透明紙受熱收縮產生的收縮力拉動其他未受熱端面透明紙向受熱面蠕動。第二次在對條盒兩端面進行熱封處理時,由于熱封溫度更高進而透明紙受熱收縮產生較前一次更大的收縮力,造成未受熱端面透明紙產生更大變形。若不考慮條盒內部小包側面熱封過后的殘余溫度,條盒在進行透明紙熱封前的初始溫度在室溫25℃左右,兩次熱封溫度均在110~150℃之間,所以熱封區域與未熱封區域溫差越大,熱封次數越多,條盒各面及邊緣處透明紙皺褶就越嚴重。所以熱封烙鐵分兩次分別對條盒大面搭口與條盒兩端面搭口進行熱封處理,導致條盒各面受熱不均,透明紙不能均勻收縮且收縮量相差較大。這就是CV型條外透明紙包裝機生產出的條煙易出現條外透明紙松弛、皺褶等問題的主要原因。為此基于以上分析針對條盒透明紙熱封工藝進行研究,在最佳整形溫度條件下,使條盒六面透明紙收縮率一致從而達到消除條外透明紙松弛、皺褶等問題的目的。
2 最佳整形溫度確定
2.1 透明紙整形原理
卷煙產品外表面包裹的一層透明紙被稱為熱封型雙向拉伸聚丙稀薄膜(熱封型BOPP薄膜),其內部為三層復合型結構薄膜如圖1所示,表層和底層材料為共聚PP,中間材料為均聚PP。BOPP薄膜在烙鐵溫度作用下開始收縮,經歷一段時間之后熱封層材料達到熔點變成熔融狀態,使其延展性與可塑性得到提高,在烙鐵壓力作用下共聚PP被攤平并且在烙鐵回升后均勻覆蓋在條盒表面,同時由于均聚PP熔點較共聚PP熔點高,當共聚PP達到熔點時均聚PP并未達到熔點,依舊保持良好的力學性能,在兩種材料共同作用下使整形過后的BOPP薄膜挺括、平整并保持一定強度。

圖1 BOPP薄膜內部結構示意圖
2.2 透明紙整形過程的ANSYS仿真
2.2.1 模型建立
烙鐵對條煙表面進行整形處理時,熨燙溫度過高或者熨燙時間過長都有可能造成透明紙燙破、烤焦變黃等問題;熨燙溫度過低或者熨燙時間過短則達不到最佳整形效果。為了觀察在烙鐵溫度作用下薄膜內部表層、中間層與底層的溫度變化情況,以此判斷薄膜內部材料是否達到整形所需的熔融狀態,同時縮小在實際測試時熨燙溫度和熨燙時間的實驗調節范圍,因此根據表1煙膜材料參數,應用ANSYS軟件建立煙膜的有限元數學模型,以溫度為載荷,模擬煙膜的熱傳導過程。
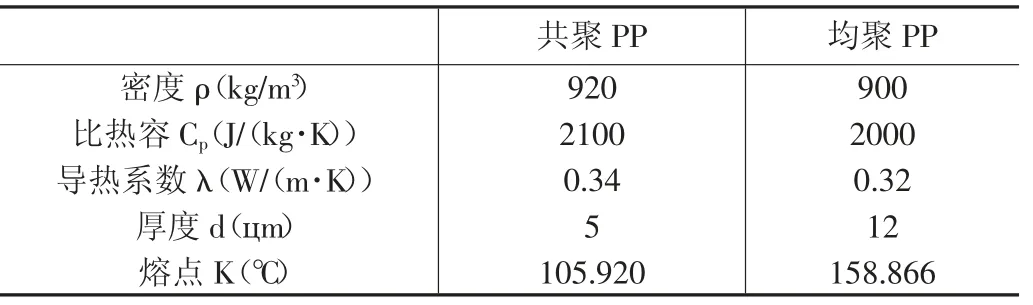
表1 BOPP薄膜材料參數
條煙大面搭口為雙層BOPP薄膜、條煙兩端面搭口為多層BOPP薄膜,其他面為單層BOPP薄膜,但由于條煙大面搭口與兩端面搭口已進行過熱封處理,同時薄膜的內部結構相同且在整形過程中熱量均是從外層的熱封層開始向內傳遞經過中間層最終傳遞到底層的熱封層,受熱情況相同,因此可對研究模型進行簡化,僅分析單層BOPP薄膜整形過程。
2.2.2 ANSYS熱分析
CV型條外透明紙包裝機額定包裝速度為40條/分鐘,除去整形烙鐵熨燙、脫離時間需要在1s左右完成透明紙整形,同時根據表1熱封層共聚PP的熔點為105.92℃,中間層均聚PP的熔點為158.866℃,既要求熱封層達到熔融狀態增加薄膜的延展性與可塑性同時也要求中間層溫度低于熔點保持良好的力學性能,因此BOPP薄膜瞬態熱分析施加的整形溫度載荷范圍可取105.920℃<T<158.866℃。
第一次對BOPP薄膜熱分析模型上邊界施加T=150℃溫度載荷,在POST1處理器中分步讀取計算結果,顯示t=1s時BOPP薄膜溫度場分布云圖,如圖2所示,當整形時間t=1s時表層最高溫度為150℃,底層最低溫度為120℃,中間層未達到熔點,因此整形溫度T=150℃時整形時間t=1s可作為后續實際測試條件。
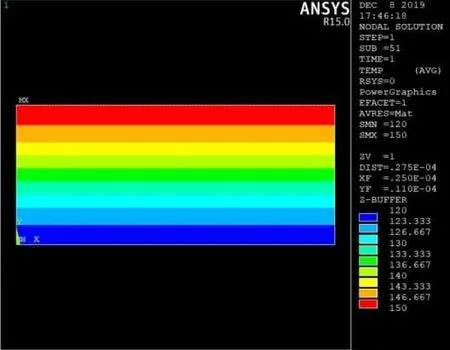
圖2 T=150℃、t=1s時BOPP薄膜溫度場分布云圖
第二次對BOPP薄膜熱分析模型上邊界施加T=140℃溫度載荷,在POST1處理器中分步讀取計算結果,并顯示t=1s時BOPP薄膜溫度場分布云圖。如圖3所示,當整形時間t=1s時表層最高溫度為140℃,底層最低溫度為120℃,中間層未達到熔點,因此整形溫度T=140℃時整形時間t=1s可作為后續實際測試條件。
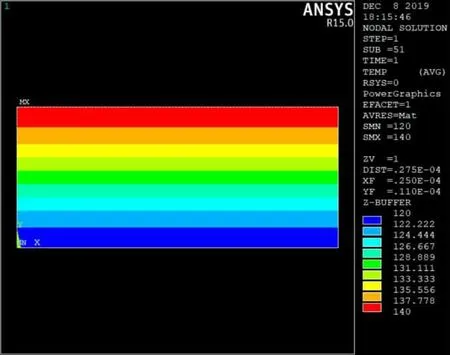
圖3 T=140℃、t=1s時BOPP薄膜溫度場分布云圖
第三次對BOPP薄膜熱分析模型上邊界施加T=130℃溫度載荷,在POST1處理器中分步讀取計算結果,并顯示t=1s時BOPP薄膜溫度場分布云圖。如圖4所示,當整形時間t=1s時表層最高溫度為130℃,底層最低溫度為120℃,中間層未達到熔點,因此整形溫度T=130℃時整形時間t=1s可作為后續實際測試條件。
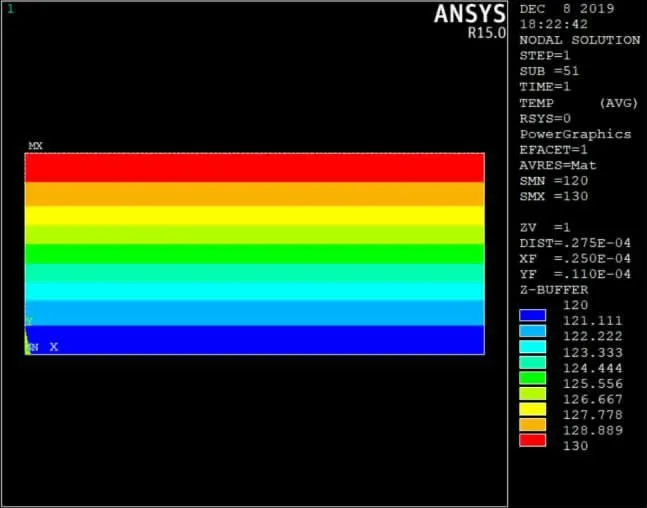
圖4 T=130℃、t=1s時BOPP薄膜溫度場分布云圖
第四次對BOPP薄膜熱分析模型上邊界施加T=120℃溫度載荷,在POST1處理器中分步讀取計算結果,并顯示t=1s時BOPP薄膜溫度場分布云圖。如圖5所示,當整形時間t=1s時表層最高溫度為120℃,底層最低溫度為115℃,中間層未達到熔點;因此整形溫度T=120℃時整形時間t=1s可作為后續實際測試條件。
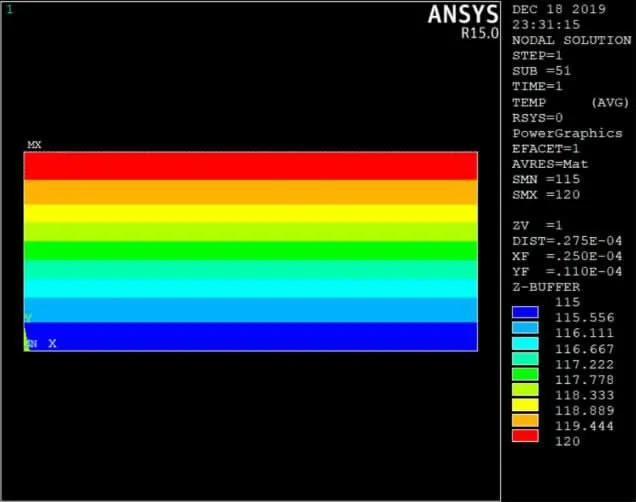
圖5 T=120℃、t=1s時BOPP薄膜溫度場分布云圖
同理對BOPP薄膜熱分析模型上邊界施加T=145℃、T=135℃、T=125℃、T=115℃溫度載荷時薄膜表層最高溫度、底層最低溫度、中間層狀態如表2所示。
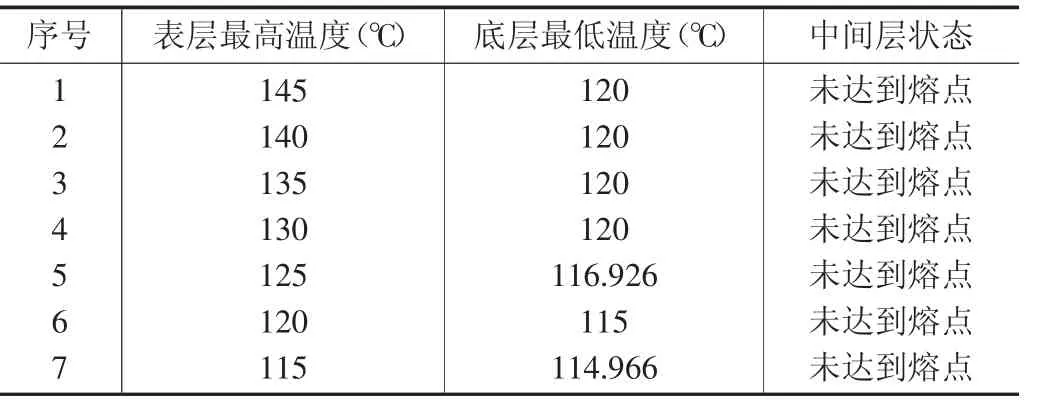
表2 不同溫度載荷時薄膜表層最高溫度、底層最低溫度、中間層狀態
2.3 數據分析與實際測試
根據以上不同溫度載荷及不同熨燙時間條件下經ANSYS熱分析得出BOPP薄膜溫度場分布云圖,在此基礎上進行實際測試,由表3可見當邊界溫度載荷為130℃、整形時間為1s時,薄膜表層溫度為130℃、底層溫度為120℃,表層和底層材料共聚PP均達到熔融狀態,中間層材料均聚PP未達到熔點依舊保持良好的力學性能,條煙六面透明紙整形可以達到平整挺括的效果。
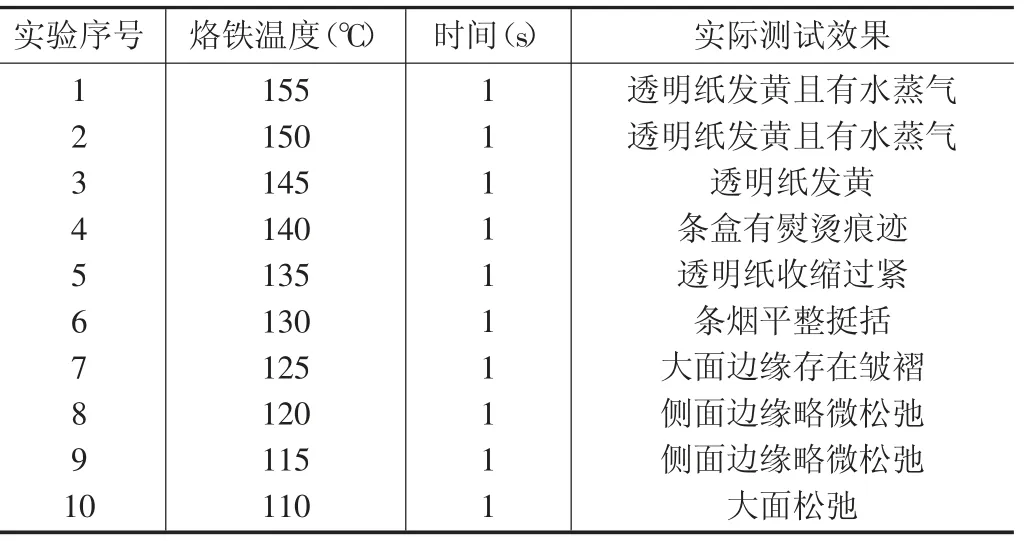
表3 t=1s時薄膜表層、底層溫度與實際測試效果
綜上所述在烙鐵溫度設定為130℃、整形時間為1s時可以達到最優的整形效果。整形前后效果對比如圖6所示。

圖6 整形前后效果對比圖
3 結論
針對CV型條外透明紙包裝機生產出的條煙易出現條外透明紙松弛、皺褶等問題的主要原因對條盒透明紙熱封工藝進行研究。采用ANSYS軟件對薄膜進行瞬態熱分析,并在此基礎上通過進一步實際測試確定了最佳整形溫度為130℃、整形時間為1s,該研究成果投入實際應用后,因條盒透明紙包裝質量缺陷,導致條煙剔除由60條/班次,減少至10條/班次,有效地提高了條盒透明紙包裝質量。
