一種焊接工裝的設(shè)計(jì)及應(yīng)用
2022-10-02 08:30:38陳偉衡袁勝男
科技創(chuàng)新與應(yīng)用 2022年27期
陳偉衡,袁勝男,張 曄
(西安優(yōu)耐特容器制造有限公司,西安 710201)
焊接是工業(yè)生產(chǎn)中最常用到的一種固定連接方式[1],在焊接連接2個(gè)細(xì)長軸時(shí),通常將2個(gè)細(xì)長軸放置在托架上,保持2個(gè)細(xì)長軸固定不動,焊接人員操作焊槍沿細(xì)長軸的圓周方向旋轉(zhuǎn)1周,將2個(gè)細(xì)長軸焊接為一體達(dá)到焊接目的,該焊接方式焊接效率較低,在對細(xì)長軸焊接時(shí),細(xì)長軸容易在托架上發(fā)生滾動,導(dǎo)致細(xì)長軸的焊接質(zhì)量差;且焊接人員操作焊槍旋轉(zhuǎn)1周焊接2個(gè)細(xì)長軸時(shí),需要變換位置,費(fèi)時(shí)費(fèi)力,且容易造成2個(gè)細(xì)長軸焊接不連續(xù),進(jìn)而導(dǎo)致2個(gè)細(xì)長軸的連接處焊接質(zhì)量差[2-3]。所以需要設(shè)計(jì)一種焊接工裝來保證焊接的工作效率及焊接質(zhì)量。
1 工裝結(jié)構(gòu)設(shè)計(jì)
1.1 焊接工裝結(jié)構(gòu)分析
對于軸管,相對來說尺寸較小,管壁較薄,而且焊接后產(chǎn)品的尺寸精度要求也很高。
目前對金屬材料的焊接方法主要有:激光焊、電子束焊、等離子焊和氬弧焊等[4]。根據(jù)產(chǎn)品成品件、高精度和薄壁件的特點(diǎn),擬采用激光焊進(jìn)行焊接[5]。激光焊的特點(diǎn)為高精度、焊接應(yīng)力低和焊后變形小,適合本產(chǎn)品的要求,但是激光焊對產(chǎn)品的組對及焊接工裝要求很高,所以根據(jù)產(chǎn)品的實(shí)際需求,設(shè)計(jì)出如圖1所示的工裝結(jié)構(gòu)。
1.2 焊接工裝結(jié)構(gòu)設(shè)計(jì)
圖1為焊接工裝的結(jié)構(gòu)示意圖,根據(jù)產(chǎn)品的實(shí)際需求,確定工裝各個(gè)零部件之間的相對尺寸,最終設(shè)計(jì)出如圖2所示的焊接工裝設(shè)計(jì)圖。
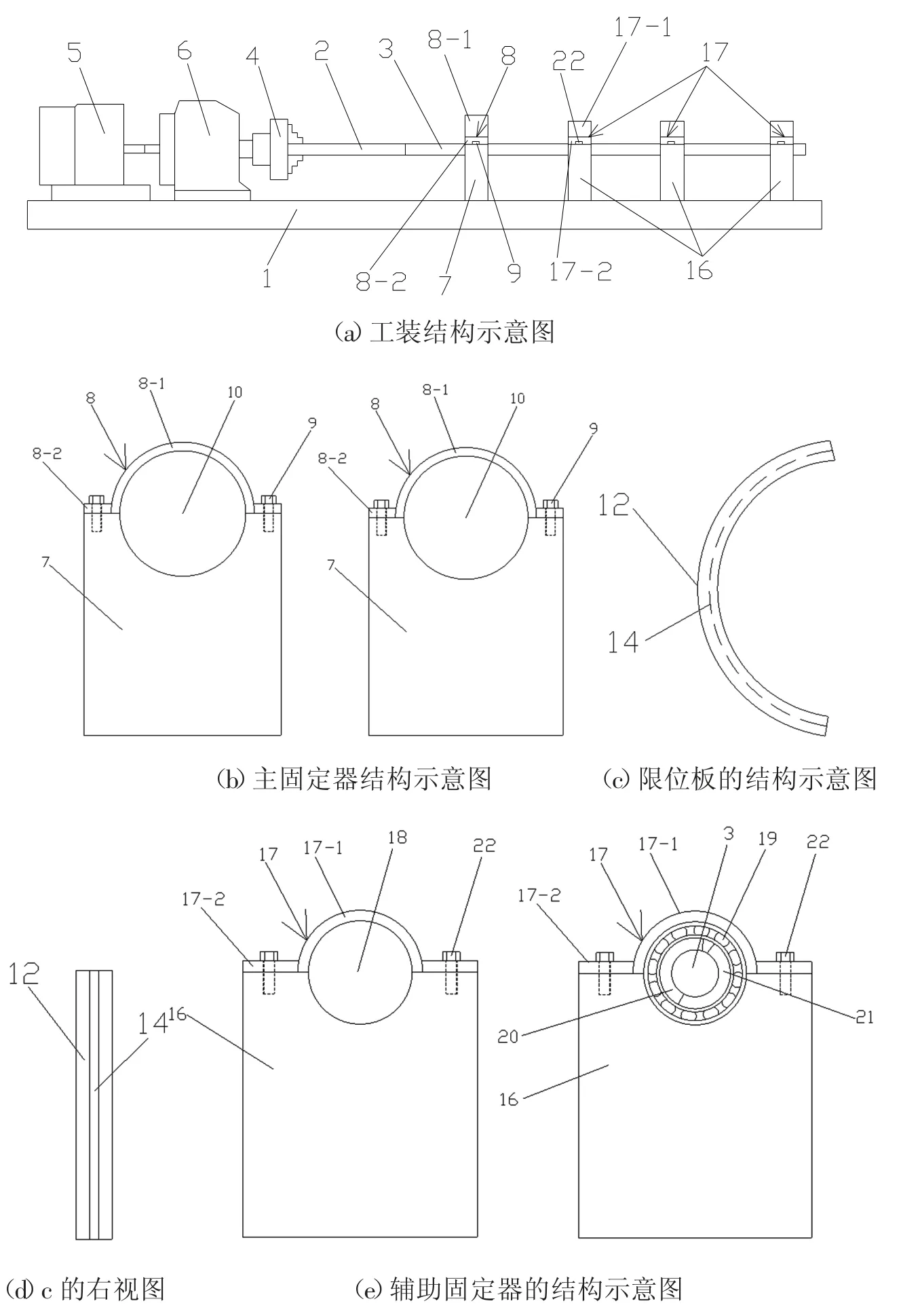
圖1 工裝結(jié)構(gòu)圖
2 激光焊接試驗(yàn)
進(jìn)行激光焊接試驗(yàn)的軸管材料為TA2,軸管尺寸為直徑25 mm,壁厚1.5 mm,軸管長度900 mm。根據(jù)圖2的工裝設(shè)計(jì)圖進(jìn)行加工,加工后進(jìn)行激光焊接試驗(yàn),激光焊接完成后對焊接位置進(jìn)行力學(xué)性能試驗(yàn),試驗(yàn)結(jié)果見表1。

表1 力學(xué)性能試驗(yàn)結(jié)果

圖2 焊接工裝設(shè)計(jì)圖(單位:mm)
結(jié)果表明,該工裝在焊接過程中能夠很好地保證焊接質(zhì)量,力學(xué)性能達(dá)到了產(chǎn)品的焊接技術(shù)要求,然后應(yīng)用三坐標(biāo)檢測儀器對其進(jìn)行形位尺寸檢測,圖3為三坐標(biāo)進(jìn)行直線度測量的測點(diǎn)示意圖,根據(jù)測點(diǎn)測試得到表2的直線度數(shù)據(jù)。
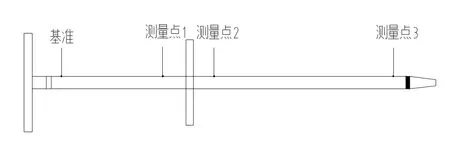
圖3 直線度測點(diǎn)示意圖
根據(jù)表2的直線度測量結(jié)果,直線度偏差為-0.14~0.15 mm,可以看出在該工裝的輔助下,激光焊接后產(chǎn)品的變形量很小,產(chǎn)品的焊接精度很高。
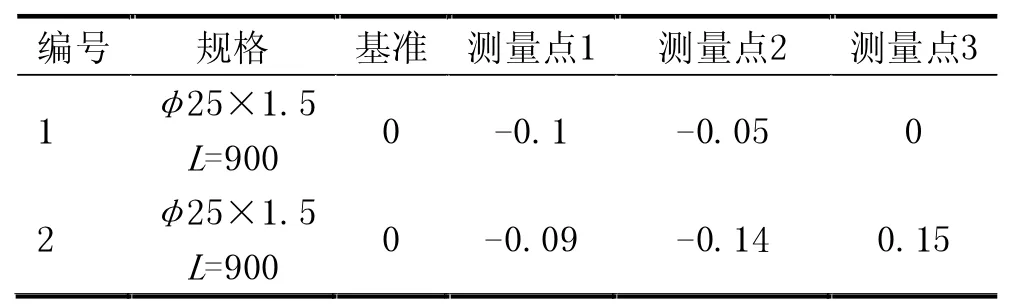
表2 直線度測量結(jié)果
3 薄壁軸管振動時(shí)效處理
由于激光焊接過程會產(chǎn)生焊接殘余應(yīng)力,需要采取振動時(shí)效處理對焊接試驗(yàn)件進(jìn)行去應(yīng)力處理,并檢測振動時(shí)效前后的應(yīng)力值。數(shù)據(jù)處理方法如下。
焊縫焊接殘余主應(yīng)力與主應(yīng)力夾角計(jì)算公式
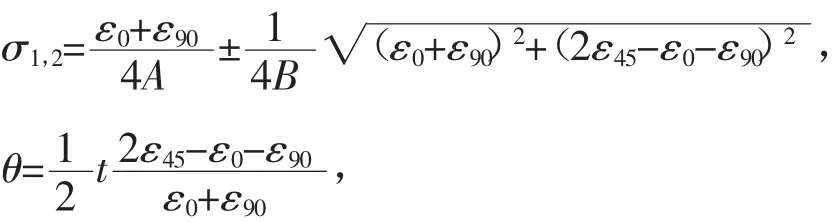
式中:σ1,2為測點(diǎn)的殘余主應(yīng)力,MPa;ε0、ε45、ε90為測點(diǎn)在3個(gè)方向上的釋放微應(yīng)變,με;A、B為應(yīng)變釋放系數(shù)。
應(yīng)變釋放系數(shù)A、B可由Kirsch理論解得
式中:E為構(gòu)架材質(zhì)的彈性模量,取0.21×106MPa;μ為構(gòu)架材質(zhì)的泊松比,取0.3;a為盲孔孔徑;r1、r2為盲孔中心到應(yīng)變片近孔端、遠(yuǎn)孔端距離。
測試工藝參數(shù):孔徑a為1.5 mm;r1為2.0 mm;r2為4.0 mm。
計(jì)算結(jié)果見表3。

表3 振動時(shí)效前后應(yīng)力值
振動時(shí)效應(yīng)力測點(diǎn)如圖4所示,測量結(jié)果表明:時(shí)效前,軸管焊縫焊接殘余應(yīng)力不高;振動時(shí)效后,軸管焊縫焊接殘余應(yīng)力整體降低40.5%,下降比例相對較大,且分布趨于均勻,達(dá)到了時(shí)效振動的目的,滿足規(guī)范JB/T 10375—2002《焊接構(gòu)件振動時(shí)效工藝參數(shù)選擇及技術(shù)要求》的要求,因此對加工過程中工件尺寸精度及應(yīng)力分布控制有很大的幫助。
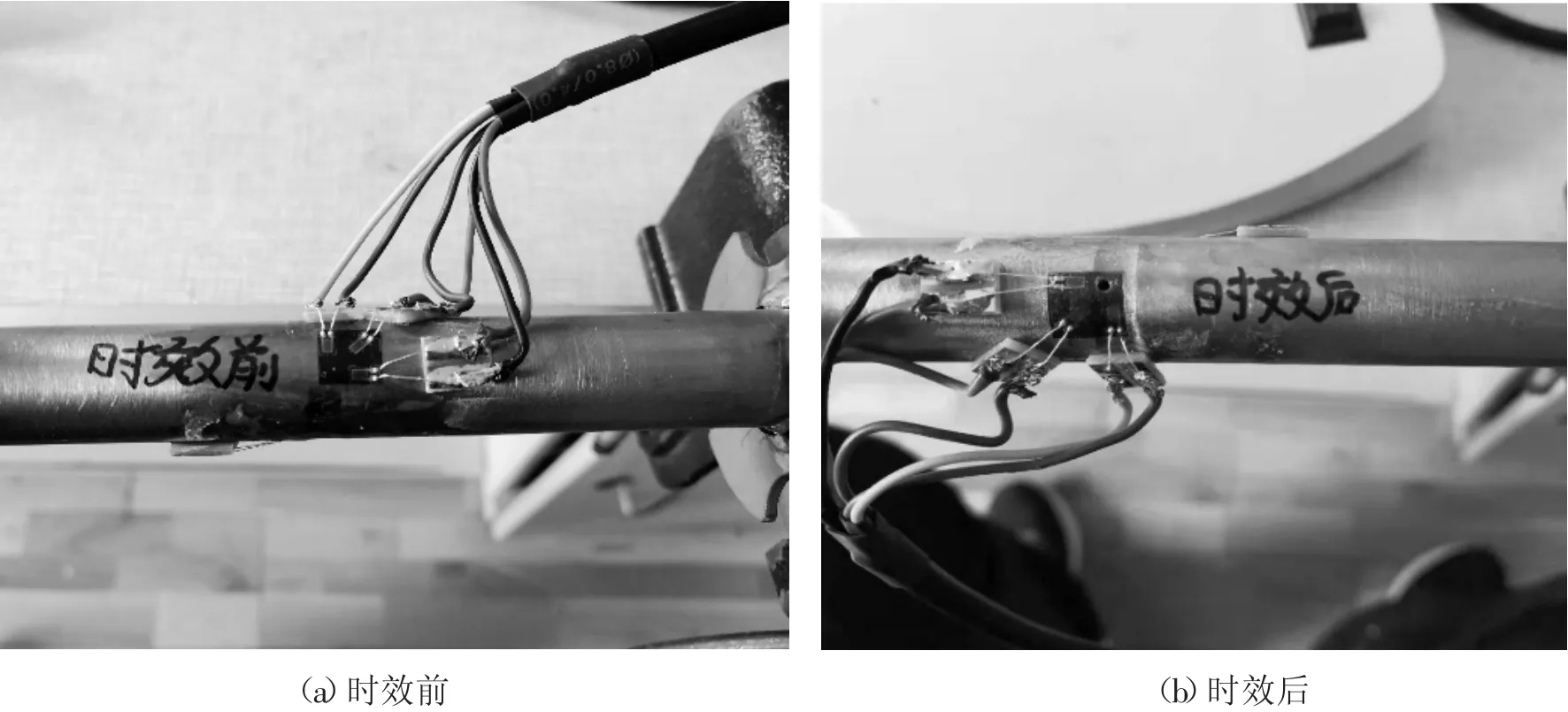
圖4 振動時(shí)效應(yīng)力測點(diǎn)實(shí)物圖
4 結(jié)論
(1)在進(jìn)行焊接作業(yè)時(shí),使用此焊接工裝,能夠很好地完成焊接作業(yè),保證了產(chǎn)品的焊接尺寸精度。
(2)對激光焊接的軸管進(jìn)行振動時(shí)效試驗(yàn),并且進(jìn)行應(yīng)力檢測,振動時(shí)效前軸管焊縫焊接殘余應(yīng)力不高;振動時(shí)效后,軸管焊縫焊接殘余應(yīng)力整體降低40.5%,下降比例顯著,且分布趨于均勻,達(dá)到了時(shí)效振動的目的。
猜你喜歡
科學(xué)大眾(2023年17期)2023-10-26 07:39:14
艦船科學(xué)技術(shù)(2022年8期)2022-06-05 07:36:28
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
瘋狂英語·新讀寫(2020年3期)2020-06-06 09:05:56
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術(shù)與機(jī)床(2018年12期)2018-12-23 02:40:58
中國公路(2017年18期)2018-01-23 03:00:38
數(shù)學(xué)物理學(xué)報(bào)(2017年6期)2018-01-22 02:26:40
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
