雙相鋼在卡車車門輕量化應用有限元分析
2022-10-02 09:03:10閆江江
汽車實用技術 2022年18期
顧 斌,劉 珂,閆江江
(馬鞍山鋼鐵股份有限公司 技術中心,安徽 馬鞍山 243000)
車門是汽車車身的重要組成部分,由車門內板、車門外板、防撞桿、鉸鏈等零件通過包邊和焊接工藝組合而成。車門因零件數量多、尺寸大,重量占比高,成為車身輕量化的研究熱點。當前,車門輕量化常用方式有兩種:一種是采用低密度輕質材料,例如鋁合金板、碳纖維材料;另一種采用高強度級別鋼板降低厚度。隨著國家碳達峰和碳中和“雙碳”目標的提出,輕質材料車門外板在新能源汽車領域受到廣泛關注,但受成形、連接、涂裝、生命周期評估以及成本等方面限制,市場主流車型依然以鋼制車門為主。由于車門內板成形復雜,激光拼焊板工藝得到大量應用。
雙相鋼因具有良好的成形、焊接、涂裝和碰撞性能,成為當前汽車車身應用比例最高的高強鋼,通過合理設計成分和生產工藝,可以開發出不同強度級別的雙相鋼。因此,學術界和產業界投入大量的人力和物力,做了大量的研究。近年來,國內某鋼廠成功開發了應用于汽車外板的超高級精整表面質量的低強度級別雙相鋼DP450,相比現有鋼制車門外板(軟鋼、高強無間隙鋼和烘烤硬化鋼),具有更高的強度及烘烤硬化值,同時無時效性,作為汽車外板具有極大的研究和市場應用價值。
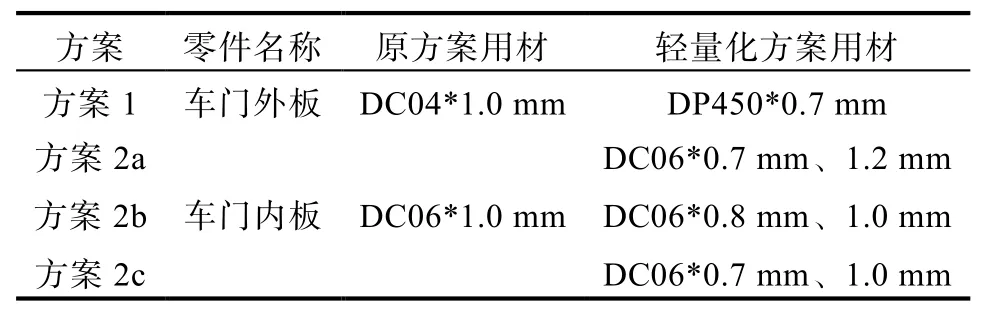
本文將以卡車車門小總成為研究對象,車門外板采用厚度為0.7 mm的DP450代替厚度為 1.0 mm的 DC04冷軋鋼板,車門內板采用0.8 mm和1.0 mm差厚度DC06激光拼焊板代替厚度為1.0 mm的DC06冷軋鋼板,有約5 kg的減重效果,并針對車門內外板的成形性能,輕量化設計后車門性能開展有限元仿真分析。
1 車門有限元模型的建立
采用Unigraphics(UG軟件進行某卡車車門小總成三維建模,將建好的模型分別導入Autoform和HypeWorks軟件,其中在Autoform軟件中進行車門外板和車門內板零件網格劃分,建立成形性分析有限元網格模型,工藝及參數設置參照實際沖壓參數,坯料為矩形料,材料性能參數如表1所示。采用HypeWorks進行車門小總成性能分析有限元建模,網格基本尺寸選擇8 mm,有限元模型建成后共有48 142個網格單元,其中三角形單元2 312個,占總數的4.8%,內外板采用剛性rigid連接方式模擬包邊工藝,點焊用Cweld單元來模擬,膠用solid實體單元來模擬。

2 車門內外板零件成形性仿真分析
相比常規車門外板材料,DP450雙相鋼材料強度有大的提升,塑性有所下降,零件的可制造性需要重點關注。通過 Autoform軟件模擬零件實際成形過程,仿真結果如圖1(a)和圖1(b)所示,輕量化方案與原方案相比零件成形性能基本相當,零件本體拉延充分。在車門左右門窗位置原方案與輕量方案均存在開裂風險,風險區域為同一位置,均位于零件工藝補充面上,裂紋未擴展到零件本體,后工序修邊沖孔可將風險區域消除如圖1(c)所示。
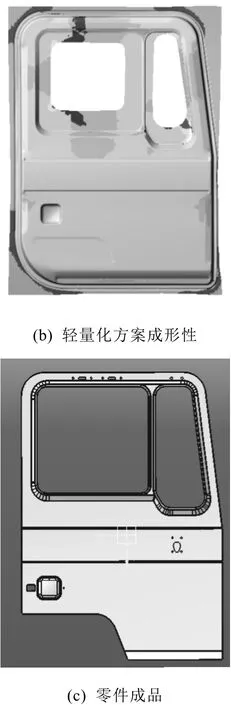
根據現有研究,材料的擴孔率常用來表征翻邊性能,DP450因良好的軟硬相配比,其中硬質相含量約為11%,硬質相中含有貝氏體組織,貝氏體硬度介于鐵素體和馬氏體兩者之間,能夠促進鐵素體和馬氏體的協調變形能力,有利于提高材料擴孔性能,DP450擴孔率達到70%,滿足門外板零件成形性要求。采用輕量化車門外板方案可實現減重約3.69 kg。

針對車門內板深拉延零件成形要求高,選材上使用與原材料一致為DC06,輕量化設計采用激光拼焊板工藝,材料厚度差選擇為0.7 mm、1.2 mm;0.8 mm、1.0 mm;0.7 mm、1.0 mm激光對焊,依次標記為方案2a、2b和2c,材料方案如表2所示,焊縫位置如圖2所示。沖壓成形仿真結果如圖3所示,方案2a材料厚度差較大,導致焊縫靠近0.7 mm一側開裂,裂口從工藝補充面擴展到零件本體,不滿足零件成形性要求;方案2b零件本體成形性良好,風險位置為零件工藝補充面,不影響零件本體成形,滿足零件成形要求;方案2c焊縫靠近0.7 mm側有開裂風險,且開裂位置有向零件本體擴展趨勢,不滿足零件成形性要求。車門內板確定方案為方案2b,可實現減重1.48 kg,車門小總成累計減重達5.17 kg,減重比為20.5%。

3 車門模態仿真分析
模態是車門性能分析的重要部分,可用于確定復雜結構的動力特性。車門作為一個獨立的系統,具有自身固有頻率和振型,影響著整車的噪聲、振動與聲振粗糙度性能,所以要盡量避免和整車激勵頻率及車身固有頻率重合,減少共振帶來的危害。通常整車激勵頻率主要是來自兩個方面,一是由于路面不平引起的輪胎和懸架跳動,主要集中在低頻段為1 Hz~3 Hz;二是由于發動機運轉引起的振動,該車搭載的是四缸發動機,怠速工況下其主激勵頻率約為22 Hz。
通過HyperWorks軟件進行有限元模型前處理,采用Block lanczos法進行自由模態計算,根據上面成形性結果車門模態材料屬性定義為車門外板采用DP 450*0.7 mm,車門內板采用0.8 mm、1.0 mm DC06,其余部件材質和厚度保持不變。由于車內噪聲的頻率主要集中在100 Hz,因此,對車門模態分析限于100 Hz以內,并提出前10階模態作為仿真試驗結果,計算得到車門的前十階模態結果如表3所示。
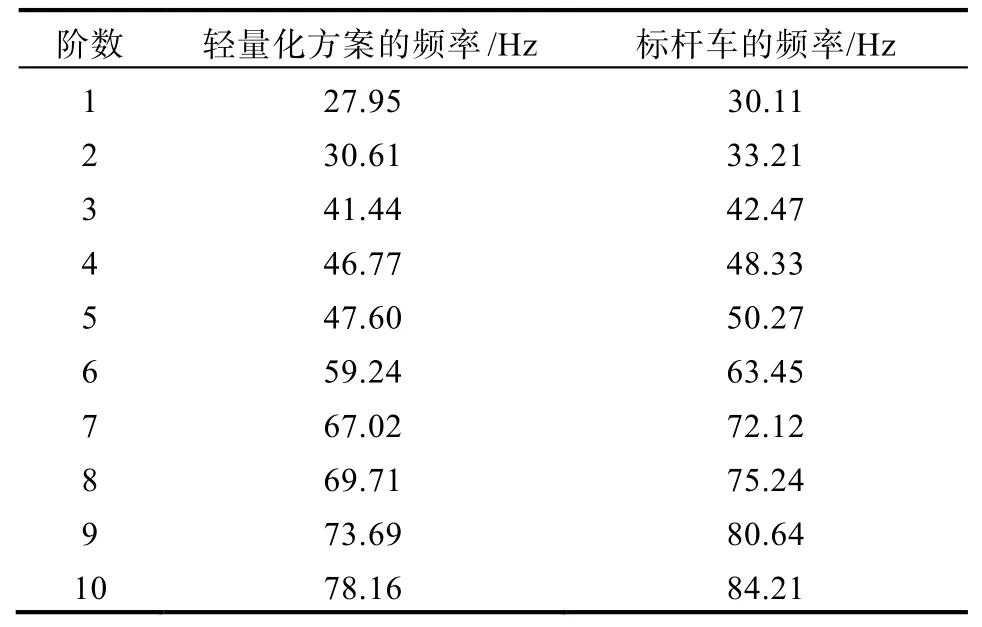
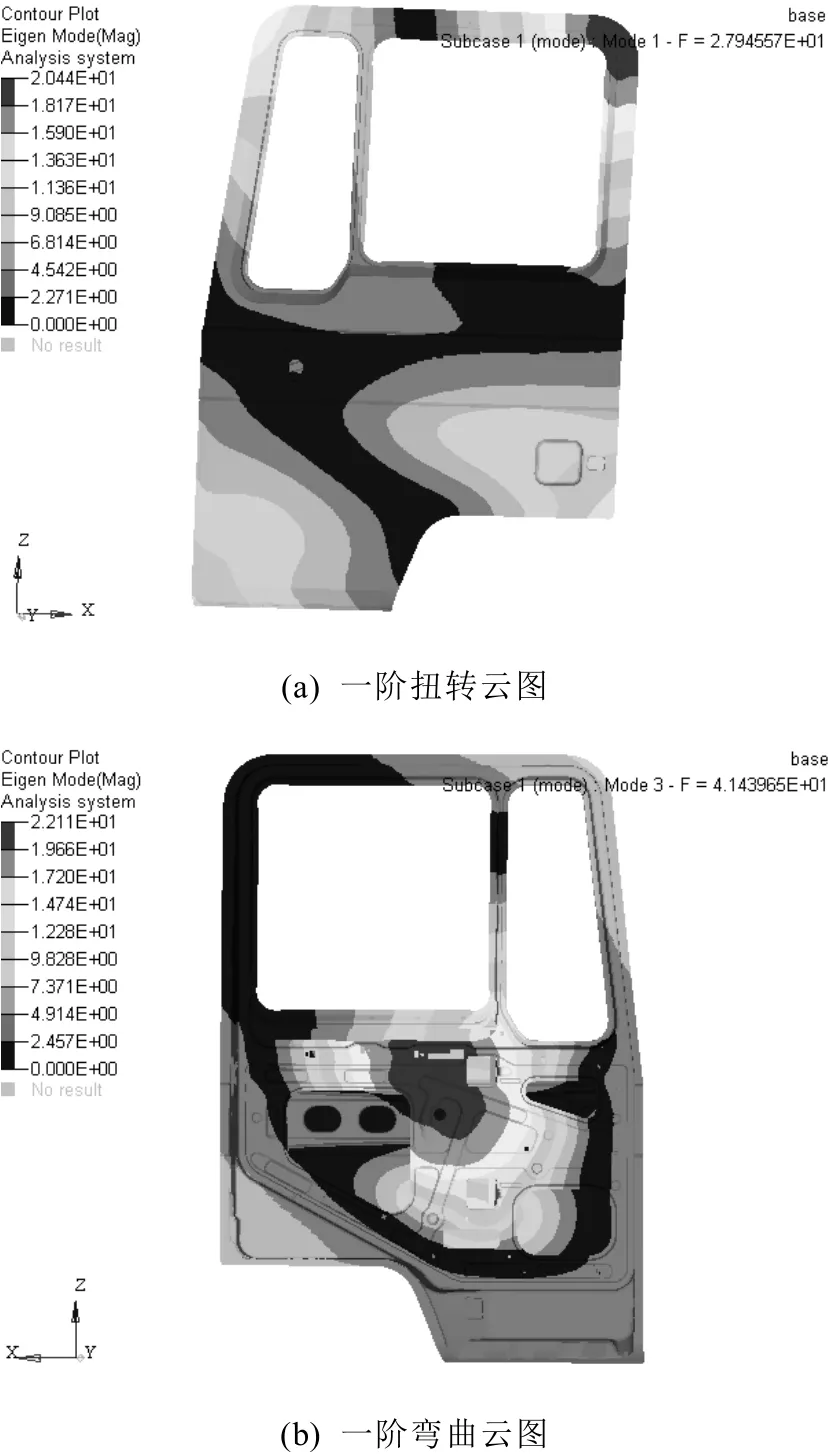
從表3中可以看出,輕量化方案車門1階扭轉頻率為27.95 Hz,振型表現為車窗邊框局部彎曲,窗框頂角彎曲變形最大如圖4(a)所示,與標桿車1階扭轉頻率30.11 Hz相比模態略有下降,低于標桿車1階扭轉頻率2 Hz以上,3階模態頻率為41.44 Hz,振型為1階彎曲如圖4(b)所示,與標桿車相比模態略有下降。經靈敏度分析,影響模態主要因素為車門外板厚度,外板厚度增加可使車門整體模態頻率得到提升,車門內板厚度對振型影響較大,基本上不改變模態頻率。考慮到輕量化后的各階模態頻率較好避免以上幾種主激勵頻率,避免共振產生的隱患,滿足標桿車目標設計要求,所以對于車門外板不再做厚度優化處理。
4 車門抗凹性仿真分析
通常降低厚度會對汽車覆蓋件剛度產生影響,嚴重時覆蓋件會發生凹陷,影響汽車安全性和舒適性。目前,行業內常用抗凹性試驗來評估覆蓋件抵抗局部凹陷的塑性變形能力。以一定載荷作用下產生的凹陷位移作為評價依據,如凹陷位移小于設計要求目標值,則認為抗凹性合格。抗凹性試驗方法主要分為逐次加載法和一次加載法。本模擬試驗采用逐次加載法,在車門外板施加垂直于車門外板的均布壓強,壓強大小為1e-4 MPa,并對車門鉸鏈安裝點和門鎖中心點位置的1~6自由度進行約束。根據車門外板變形情況,選取車門抗凹性測試點位置,如圖5所示,選取3個變形較大的位置作為抗凹性測試點,以直徑25.4 mm的剛性壓頭對車門外板選取的抗凹性測試點進行加載,對壓頭施加沿車門外板法線方向的作用力。加載方式分為兩步:(1)加載130 N的作用力,并卸載;(2)加載150 N的作用力,并卸載。
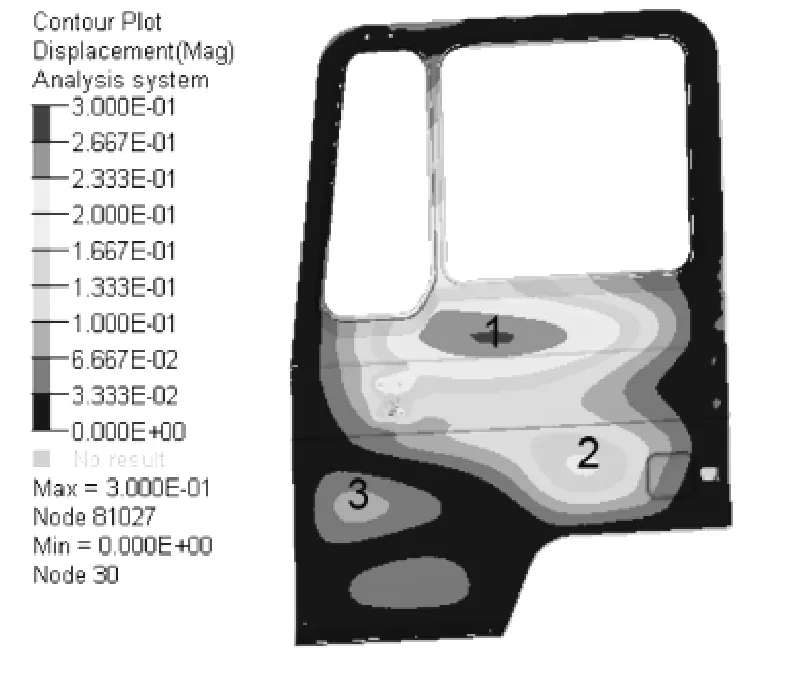
計算抗凹性能仿真結果如表4所示,輕量化方案抗凹性測試點凹陷位移變形量依次為1.30 mm、2.54 mm和3.83 mm,與標桿車仿真結果相比凹陷位移變形量最大值相差1.18 mm,最大值均為抗凹性測試點3,采用輕量化方案車門抗凹性能有所下降,但均滿足標桿車設計目標值凹陷位移最大變形量≤7 mm。

根據覆蓋件剛度所用撓度產生的關系為服強度和抗拉強度沒有直接關系,但與材料彈性模量也相關,材料彈性模量越大,零件的剛度也越好。對于DP450和DC04材料彈性模量基本相差不大,分別為208 GPa和203 GPa,所以輕量化方案抗凹性能下降主要原因為材料厚度降低。

式中,為撓度,mm;為剛度系數;為施加的載荷,kN;為沖壓件厚度,mm。
可以看出,材料厚度對剛度有重要影響,材料厚度越大,撓度值就越小,剛度就越強。另外,剛度屬于彈性變形范圍之內,與材料塑性指標屈
5 結論
(1)基于有限元分析方法采用DP450*0.7 mm雙相鋼作為車門外板和0.8 mm、1.0 mm激光拼焊內板工藝,零件拉延充分,零件本體成形良好無起皺開裂,滿足成形性和可制造要求。
(2)輕量化設計后的車門1階扭轉頻率為27.95 Hz,1階彎曲頻率為41.44 Hz,各階模態頻率較好地規避主激勵頻率,滿足車門設計模態要求。
(3)量化設計后的車門抗凹性凹陷位移變形量最大值為3.83 mm,與標桿車相比略有下降,均滿足車門設計目標值7 mm以下。
綜上,采用DP450*0.7 mm雙相鋼作為車門外板和0.8 mm、1.0 mm激光拼焊內板作為卡車車門從成形性、模態和抗凹性能方面分析具有可行性,可實現車身減重約5 kg,減重比約為20%,可以作為未來車型選材設計備選方案。
猜你喜歡
上海節能(2020年3期)2020-04-13 13:16:16
裝備制造技術(2019年12期)2019-12-25 03:06:00
天津醫科大學學報(2019年6期)2019-08-13 07:04:32
廣西科技大學學報(2016年1期)2016-06-22 13:10:37
湖北經濟學院學報·人文社科版(2015年8期)2015-12-29 05:53:07
航空學報(2015年4期)2015-05-07 06:43:35
上海電機學院學報(2015年4期)2015-02-28 14:30:00
機械工程師(2015年10期)2015-02-02 01:14:03
計算物理(2014年2期)2014-03-11 17:01:39
機電產品開發與創新(2014年4期)2014-03-11 16:42:24