高性能Z-pin過渡植入裝置的研發(fā)*
2022-09-29 13:43:46段學(xué)俊吳慶堂商偉輝王利彬趙國法
新技術(shù)新工藝 2022年8期
段學(xué)俊,吳慶堂,商偉輝,鄒 陽,王利彬,楊 柳,王 強,趙國法,范 悅,郭 波
(1.長春設(shè)備工藝研究所,吉林 長春 130012;2.長春長光宇航復(fù)合材料有限公司,吉林 長春 130102)
目前,縫合技術(shù)、三維編織技術(shù)、穿刺技術(shù)以及Z-pin增強技術(shù)是比較常用的層間增強技術(shù)。前3種技術(shù)只適用于干法鋪層或者織物,不適用于預(yù)浸料成型工藝。目前,包括很多飛機結(jié)構(gòu)件在內(nèi)的先進復(fù)合材料構(gòu)件都采用預(yù)浸料成型工藝[1-3]。與這幾種三維增強技術(shù)相比,Z-pin增強技術(shù)更適用于預(yù)浸料成型工藝,并且操作簡單,工藝質(zhì)量更容易控制,因此受到廣泛關(guān)注[4]。目前,Z-pin廣泛采用的是復(fù)合材料連續(xù)拉擠成型的微徑桿,與金屬微徑桿相比,連續(xù)拉擠成型的復(fù)合材料微徑桿與樹脂基復(fù)合材料層合板性能更為相似,有利于相互之間的結(jié)合[5]。
Z-pin過渡植入技術(shù)是采用平面內(nèi)兩垂直坐標軸對植入頭組件進行進給運動,確定坐標位置后,植入頭組件完成Z-pin的輸送、植入、剪斷等動作,目前普遍存在植入效率低、可靠性差、精度差等技術(shù)難題[6-10]。本文通過研發(fā)一種高性能的Z-pin過渡植入裝置,針對功能性試驗過程中出現(xiàn)的問題對系統(tǒng)結(jié)構(gòu)進行優(yōu)化,通過試驗驗證,解決了當下普遍存在的技術(shù)問題,證明了方案的合理性。
1 Z-pin過渡植入裝置的設(shè)計
1.1 裝置功能
該裝置是以復(fù)合材料Z-pin及泡沫基板為加工對象,利用輸送、導(dǎo)向、壓緊、切斷等功能部件完成Z-pin不同密度、深度的自動化植入。
1.2 指標要求
植入密度:3 mm×3 mm,5 mm×5 mm,10 mm×10 mm;植入Z-pin直徑:0.4~0.6 mm;Z-pin突出泡沫板長度:5~7 mm;Z-pin切斷后預(yù)留切面角度:45°。
1.3 系統(tǒng)構(gòu)成
裝置共包括4個伺服軸系統(tǒng),分別為直線軸X、Y、Z和Z-pin輸送軸A,由Y、Z軸搭建的十字進給機構(gòu)安裝于龍門式機座上,X軸安裝于機座平臺上,植入頭組件與Z軸滑臺聯(lián)接作為最終輸出端,集成了Z-pin的定長輸送、壓緊、切割等功能,并可將所有動作進行自動化控制,可完成5根Z-pin的同時植入。裝置的總體結(jié)構(gòu)如圖1所示。
1.3.1 龍門式機座
龍門式機座主要由龍門式橫梁和底座兩部分組成,分別采用40×40鋁型材拼接而成,通過加強筋的合理布置保證了框架的整體強度。橫梁用于安裝Z軸和Y軸搭建的十字滑臺,底座用于安裝X軸進給機構(gòu)。龍門式機座的總體結(jié)構(gòu)如圖2所示。
1.3.2 伺服軸進給系統(tǒng)
通過表1中的參數(shù)要求,選取直線模組搭建伺服軸進給機構(gòu)。
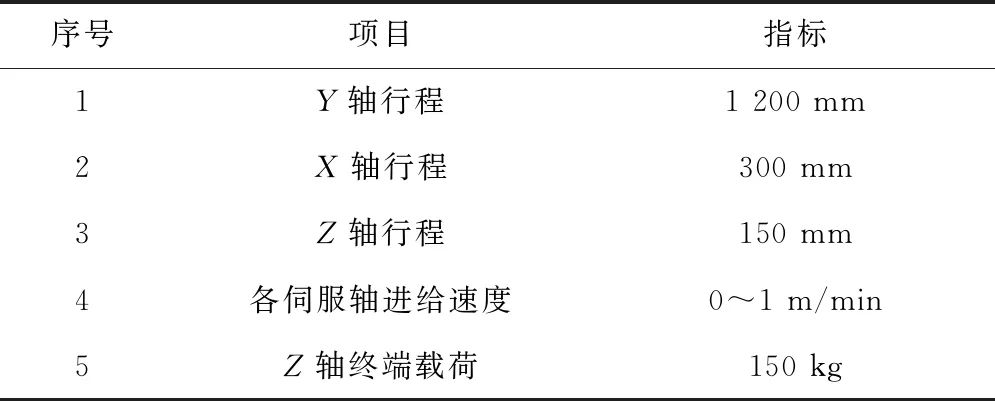
表1 設(shè)計要求參數(shù)表
通過總旋轉(zhuǎn)負載慣量、直線移動負載慣量、電機軸換算負載扭矩計算式:
計算后,主要功能部件選型情況見表2。
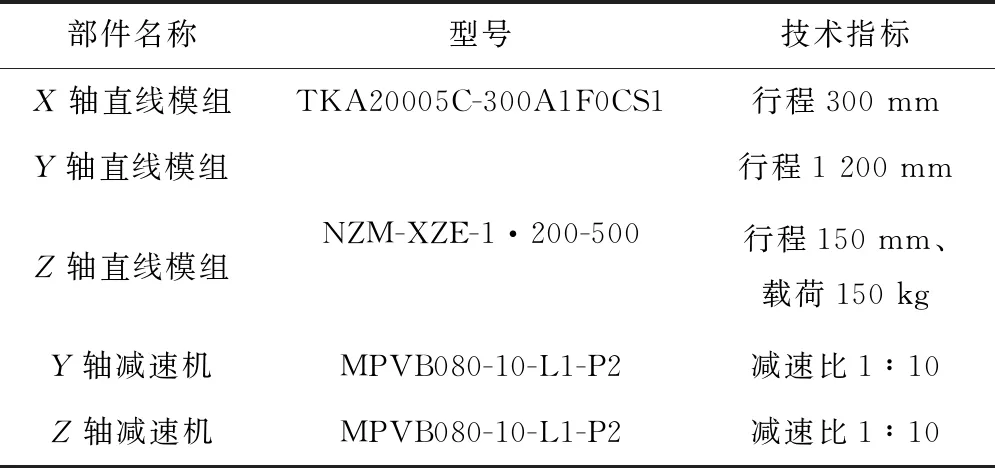
表2 主要功能部件選型一覽表
直線模組基體結(jié)構(gòu)為鋁合金材質(zhì),在保證載荷強度的前提下能夠最大限度減小重量。模組集成了電機座、導(dǎo)軌、絲杠、支承等部件,保證了各部件的組裝精度,同時包含了防塵罩、接近開關(guān)等部件,具有強度高、精度高、造型美觀、裝調(diào)方便等優(yōu)點[11]。其中,Y軸、Z軸搭建的十字結(jié)構(gòu)用于安裝植入頭組件部分,并提供其Y軸、Z軸2個方向的往復(fù)進給功能,X軸用于安裝待植入的泡沫基板,可實現(xiàn)其在X軸方向上的往復(fù)運動。搭建的和獨立的直線模組結(jié)構(gòu)如圖3所示。
1.3.3 植入頭組件
植入頭組件主要包括料盤機構(gòu)、變間距限位柱、過渡輥、動力輥、導(dǎo)向塊和壓緊切割機構(gòu)等部件。主動力輥旋轉(zhuǎn)帶動輔助輥同步轉(zhuǎn)動,利用摩擦力將Z-pin從料盤拉出,通過變位限位柱實現(xiàn)間距的改變,再經(jīng)過過渡輥實現(xiàn)Z-pin的90°變向,并且垂直通過導(dǎo)向塊植入泡沫基板,然后通過壓緊切割機構(gòu)完成切斷,從而完成完整的植入過程。為了提高植入精度,過渡輥后端加入了編碼器,用于控制植入的深度精度。導(dǎo)向塊兼顧了導(dǎo)向及Z-pin的壓入部件功能,為裝置能夠高可靠性同時植入5根Z-pin提供了可靠保障。整個植入頭組件結(jié)構(gòu)緊湊,空間排布合理,上料便捷且后期維修與保養(yǎng)方便。植入頭組件的總體結(jié)構(gòu)如圖4所示。
1.3.4 電氣控制系統(tǒng)
采用臺達公司生產(chǎn)的觸摸屏、PLC控制單元以及伺服系統(tǒng),在觸摸屏上呈現(xiàn)多畫面切換以實現(xiàn)工藝參數(shù)設(shè)置,實時監(jiān)測,以及手動自動切換等。以控制單元PLC為核心,分別對X軸、Y軸方向伺服系統(tǒng)1、伺服系統(tǒng)2實現(xiàn)在X、Y平面進行位置控制,Z軸方向?qū)崿F(xiàn)伺服系統(tǒng)3在植入驅(qū)動軸方向上進行深度控制,在此基礎(chǔ)上采用第二編碼器對位置進行閉環(huán)精確控制。基本操作分為單步操作和連續(xù)操作。電氣控制方案框圖如圖5所示。
2 Z-pin過渡植入裝置結(jié)構(gòu)優(yōu)化
利用自行研發(fā)的裝置進行Z-pin過渡植入功能性試驗,總結(jié)發(fā)現(xiàn)方案存在的問題,提出合理解決方案,對結(jié)構(gòu)進行結(jié)構(gòu)優(yōu)化。
2.1 切割刀具驅(qū)動裝置的改進
改進前,金剛石切刀利用氣磨機驅(qū)動,這種驅(qū)動裝置如果長時間連續(xù)運轉(zhuǎn),需要高頻率次數(shù)的保養(yǎng)來保證其內(nèi)部結(jié)構(gòu)不受損壞,而這種裝置的轉(zhuǎn)軸部件采用的是開放式的保養(yǎng)形式,在工作過程中潤滑油會飛濺至Z-pin表面而導(dǎo)致廢品產(chǎn)生。采用一種高性能的具有封閉潤滑結(jié)構(gòu)的電動磨削裝置代替原氣磨機,可進行長期連續(xù)運轉(zhuǎn),不需高頻率的保養(yǎng),解決了因保養(yǎng)而產(chǎn)生廢品的問題,并提高了加工效率。改進前后刀具驅(qū)動裝置實物對比如圖6所示。
2.2 導(dǎo)向塊結(jié)構(gòu)及加工工藝優(yōu)化
導(dǎo)向塊因其原有的加工工藝導(dǎo)致了該零件的關(guān)鍵位置強度薄弱,在Z-pin過渡植入試驗過程中,薄弱部位發(fā)生了斷裂的情況。通過改變穿線孔的加工方式,保證加工切槽后零件的整體封閉性,從而提高工件的整體強度。優(yōu)化前與優(yōu)化后的走線方式如圖7所示。
除此之外,其他局部部位發(fā)生了變形情況,在滿足空間尺寸要求的前提下進行了局部加強設(shè)計,薄弱部位如圖8所示。
2.3 壓緊裝置結(jié)構(gòu)優(yōu)化
在試驗過程中,壓緊裝置導(dǎo)桿的鎖緊螺母時常會出現(xiàn)松動的情況,經(jīng)分析是由于導(dǎo)桿的傳動副結(jié)構(gòu)存在強度薄弱部位,薄弱部位如圖9所示。采取了增加導(dǎo)桿直徑及止口深度、更改結(jié)構(gòu)布局減小導(dǎo)桿懸伸長度的措施,達到了提高傳動副整體強度的目的。
3 試驗驗證
通過工藝試驗對自行研發(fā)的Z-pin過渡植入設(shè)備進行驗證。結(jié)果表明,設(shè)備機械系統(tǒng)工作平穩(wěn),一次循環(huán)可同時進行5根Z-pin的過渡植入,植入角度、深度滿足技術(shù)指標要求,可靠性高,植入效率高,同時也驗證了植入工藝的可行性與先進性。所試制的典型矩陣合格樣件如圖10所示。
4 結(jié)語
本文闡述了一種高性能Z-pin過渡植入裝置的研發(fā)過程,解決了Z-pin過渡植入可靠性低、效率低及植入深度、角度、位置精度差的技術(shù)難題,在未來深入開展Z-pin植入裝備及工藝技術(shù)研究以及工程化應(yīng)用方面具有重要參考價值。
猜你喜歡
哲學(xué)評論(2021年2期)2021-08-22 01:53:34
山東冶金(2019年6期)2020-01-06 07:45:54
中華詩詞(2019年7期)2019-11-25 01:43:04
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
纖維復(fù)合材料(2018年3期)2018-04-25 07:22:58
電子測試(2017年11期)2017-12-15 08:57:13
影視與戲劇評論(2016年0期)2016-11-23 05:26:01
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
現(xiàn)代企業(yè)(2015年9期)2015-02-28 18:56:50
應(yīng)用化工(2014年10期)2014-08-16 13:11:29
