半固態鎂合金注射成型機噴嘴壓蓋漏料原因及改進
2022-09-28 09:19:38陳沖
中國鑄造裝備與技術 2022年5期
陳 沖
(廣東伊之密精密機械股份有限公司,廣東佛山 528000)
0 引言
20 世紀70年代初,美國麻省理工學院根據強力攪拌半凝固金屬所呈現的流變學性質,提出了金屬半固態成型的構想。1991 年開始,美國的HPM公司、日本的JSW 公司和加拿大的HUSKY公司先后獲得授權并開始研發制造半固態鎂合金注射成型機。2015 年,廣東伊之密精密機械股份有限公司推出全新一代HPM品牌UN650MGⅡ機器。目前,以日本JSW 品牌為代表的數百臺半固態鎂合金注射成型機分布世界各地,在中國大陸機器總的保有量超過250 臺,這些機器主要分布在珠三角和長三角地區的臺資企業。
半固態鎂合金注射成型工藝相對傳統壓鑄工藝,安全環保,成型溫度低,模具壽命長,成型制品復雜、精度高、力學性能優,容器件氣密性好,能夠做到薄至0.5mm 不變形、同一產品6 倍壁厚差。主要應用范圍由傳統的3C、筆記本電腦領域逐步擴大到汽配件、戶外運動工具等高附加值領域。
1 半固態鎂合金注射成型原理
將軸長為3mm~6mm 的鎂合金顆粒加入料筒內,通過螺桿的旋轉和料筒外壁加熱使鎂合金顆粒成為半固態漿料,輸送到螺桿前端,通過油壓射出裝置使螺桿向前推進,將高溫半固態漿料高速高壓注入溫度較低的閉鎖模具內,冷卻定型。半固態漿料在模具流道內易凝固,為滿足成型要求,必須保證足夠的壓力和速度,注射成型所用注射壓力為80MPa~120MPa,射出速率為1.5~3.5。圖1 為半固態鎂合金注射成型原理。
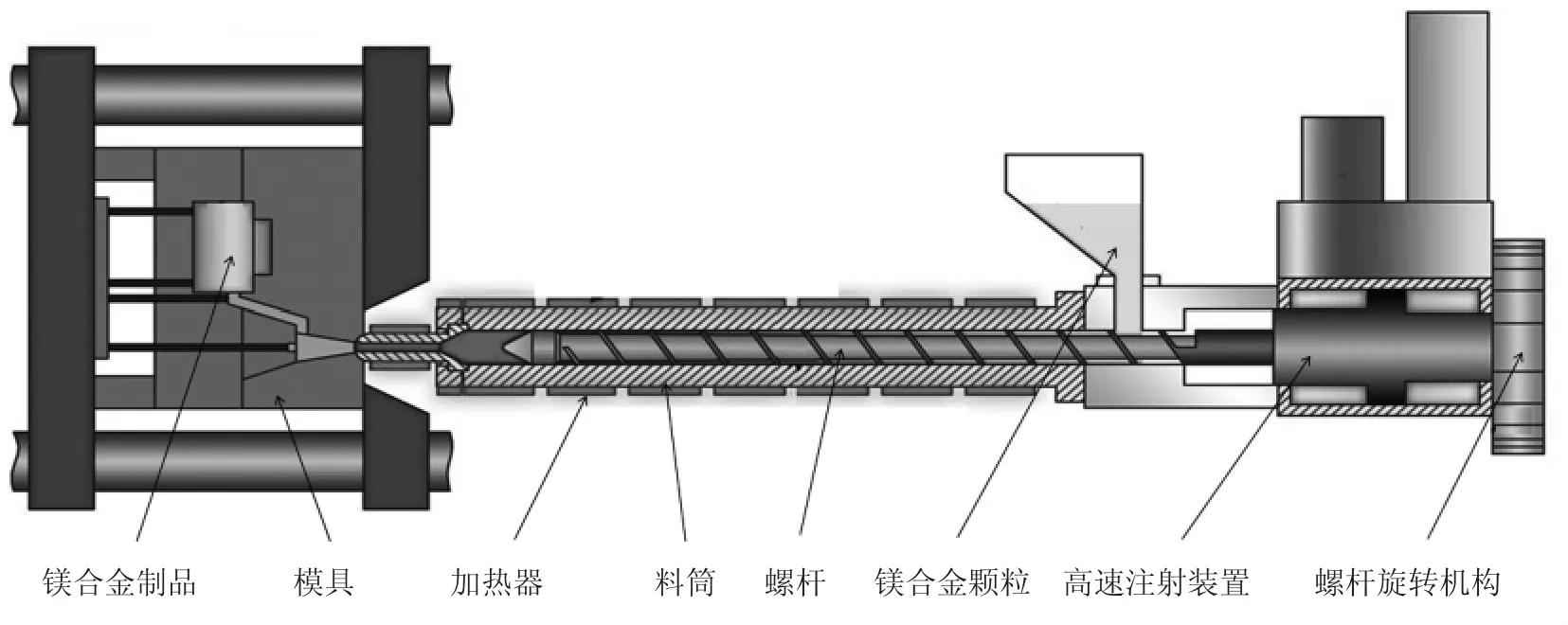
圖1 半固態鎂合金注射成型原理
半固態鎂合金注射成型機,注射速度快、壓力高,實際生產過程中頻繁出現噴嘴壓蓋漏料故障。故障發生后需要維修保養料管組件,耗時長,嚴重影響生產;同時漏料容易引起鎂料著火,燒壞發熱圈等零件。對于使用廠家,迫切需求減小此故障頻率。
2 噴嘴壓蓋漏料原因分析
漏料是指高溫半固態漿料從噴嘴與料筒結合面滲出,在壓蓋與料筒之間縫隙溢流外泄。圖2 為噴嘴壓蓋結構示意圖,噴嘴端面與料筒端面之間的面密封通過壓蓋與螺釘實現,通過安裝結構分析:鎂合金漿料高速注射時出現漏料故障主要原因一是緊固螺釘安裝不合理;二是料筒前端漿料內部壓力過高,超過螺釘緊固力。
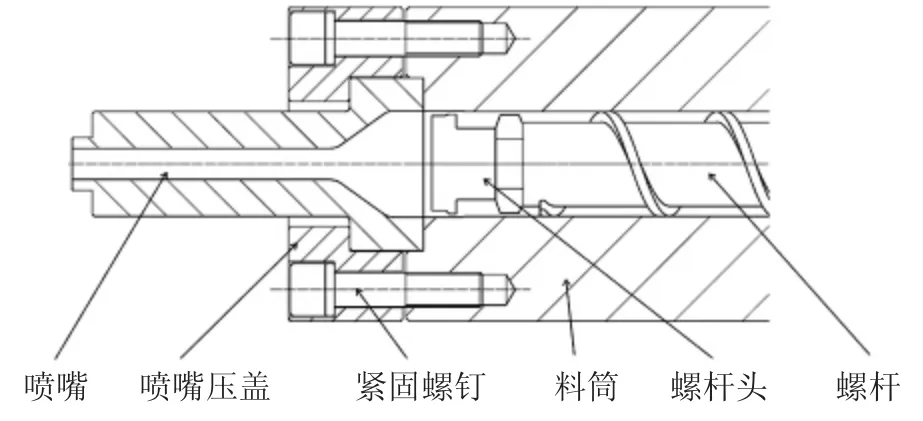
圖2 噴嘴壓蓋結構示意圖
2.1 噴嘴壓蓋緊固螺釘安裝不合理
緊固螺釘安裝不合理主要分為緊固力矩不足和螺釘受力不均勻二個方面。
2.1.1 緊固力矩不足
噴嘴壓蓋緊固螺釘安裝時分二步擰入:第一步是按照規定力矩值60%進行緊固;第二步是料管和噴嘴加熱達到設定溫度后按照規定力矩值再次緊固螺釘。安裝人員安裝螺釘時,需采用扭力扳手,否則緊固力矩難以保證為規定值,如圖3 所示。
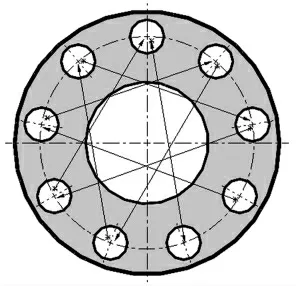
圖3 螺釘緊固方式示意圖
2.1.2 螺釘受力不均勻
噴嘴壓蓋螺釘緊固順序按照星狀方式進行緊固。第一圈加力時需輕輕緊固,保證密封面完全配合,后續圈數要逐漸用力緊固,并做到均等用力緊固。安裝人員沒有按照要求隨意方式緊固時,引起螺釘受力不均勻,導致壓蓋漏料。
2.2 料筒前端漿料內部壓力過高
內部壓力主要由螺桿向前的推力、漿料在流道內流動阻力以及漿料在模具中冷卻成型后產生阻力三部分形成。
2.2.1 程序控制問題
一方面半固態注射成型需要在短行程、高速運動下實現精準控制,另一方面所有液壓控制系統都存在輸入輸出信號延時、液壓元件及機械零件慣性等問題。因此控制程序不能做到二者有效匹配時,螺桿出現過沖現象,造成料筒前端漿料壓力過高現象。
2.2.2 工藝參數設置不合理
對于半固態成型工藝,最重要參數有:保壓切換位置、注射行程、注射壓力、螺桿轉速以及后拉速度等。同時這幾個參數設置與前端漿料內部壓力形成高低有密切關系。
2.2.2.1 保壓切換位置
保壓切換位置設置大,螺桿提前減速,實際注射計量偏小,出現產品成型不飽滿或者縮水缺陷;保壓切換位置設置小,注射腔持續高壓,螺桿一直往前擠壓,造成料筒前端漿料內部壓力過高。
2.2.2.2 注射行程
注射行程是影響產品成型的最直觀參數,應依據產品重量設置。注射行程小,產品不能完整成型;注射行程大,產品完全成型后,料筒前端仍殘余大量漿料,易造成噴嘴噴料,以及噴嘴壓蓋處漏料。
2.2.2.3 進油壓力
螺桿的高速前進依靠儲能器瞬時釋放大量高壓油推動,儲能器壓力影響到螺桿前進的速度和推力。儲能壓力越高,螺桿前進動力越大,漿料內部越容易形成高壓。
2.2.2.4 螺桿轉速及后拉速度
漿料輸送量取決于螺桿轉速及螺桿后拉速度。螺桿轉速慢、后拉速度快,螺桿前端料不足,產品不能完整成型;反之螺桿轉速快、后拉速度慢,前端漿料充實,易造成噴嘴噴料,以及噴嘴壓蓋處漏料。
2.2.3 流道設計問題
漿料內部壓力主要源于流動時產生的阻力。漿料流動經過噴嘴及模具內部流道,噴嘴內孔過小,模具內部流道不順暢、流長比過大,造成漿料內部壓力過高,易出現噴嘴壓蓋漏料。
3 改進措施及效果確認
3.1 優化控制程序
優化程序,輸出信號與液壓元件的響應速度匹配,實現機械結構的快速、精確控制,降低注射壓力,減少法蘭漏料頻率。
圖4 和圖5 分別是優化程序前后,實際生產時注射曲線對比。注射速度1.3 左右,注射計量88mm,程序優化前,進油壓力持續保持,優化后,進油壓力達到最高值后逐漸下降。注:曲線a 表示進油壓力,曲線b 表示回油壓力,曲線c 表示注射速度(下同)。

圖4 優化程序前
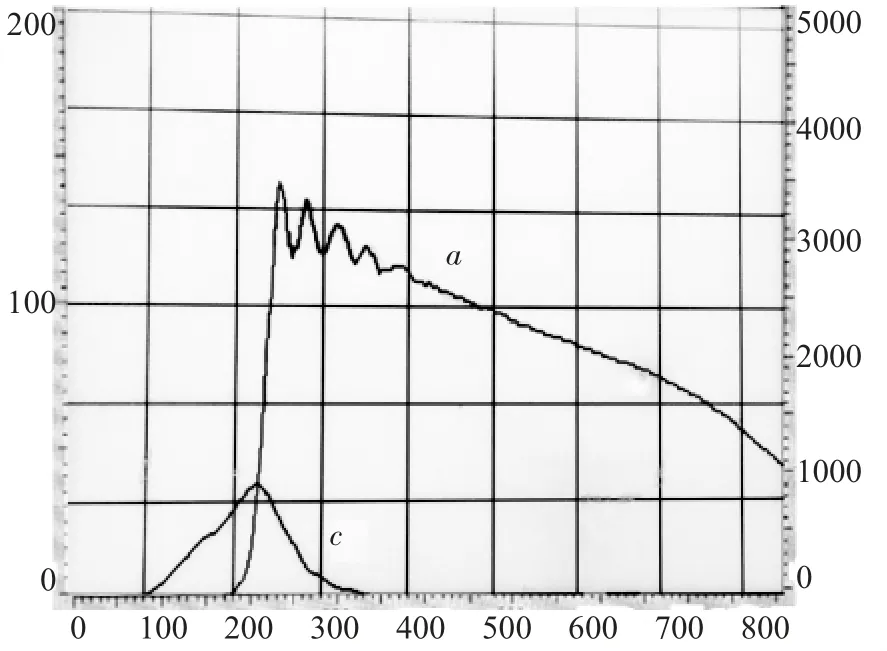
圖5 優化程序后
3.2 優化工藝參數設置
合理設置工藝參數,減小螺桿前端漿料殘余量,降低其內部壓力,減少壓蓋漏料頻率,節約成本。圖6 為注射缸示意圖,F 為螺桿前端漿料壓力,F1為注射油缸進油腔壓力,F2為注射油缸回油腔壓力,則有F=F1-F2。
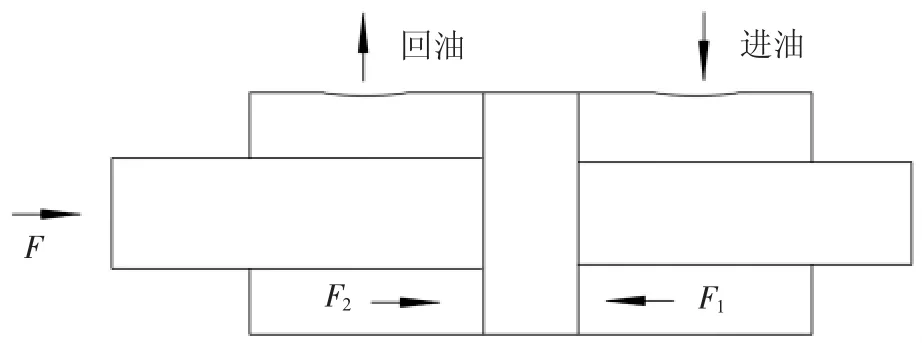
圖6 注射缸示意圖
注射油缸進油腔進油,推動活塞前進,回油腔產生回油阻力,程序和機械結構作用下,螺桿運動越靠前,即漿料殘余量越少,回油阻力越大。注射速度同為1.7 時,圖7、圖8 和圖9 分別是三種不同殘余量時對應的曲線。
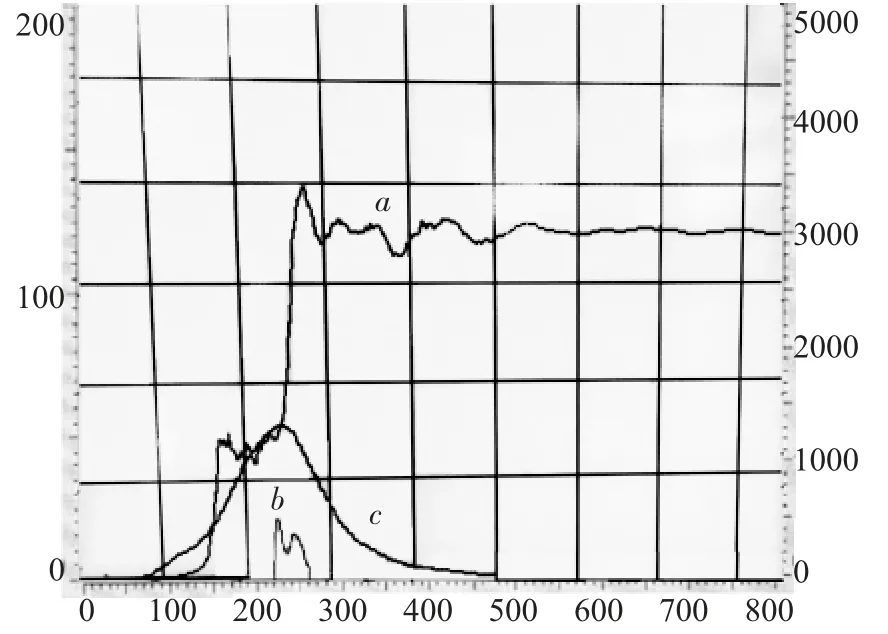
圖7 殘余量多

圖8 殘余量少
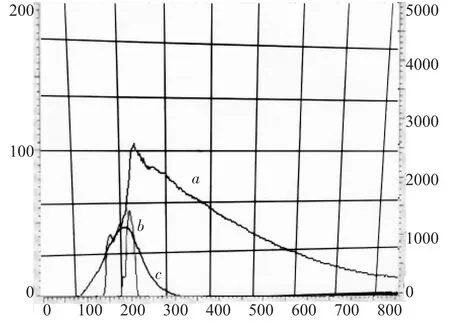
圖9 殘余量合適
3.2.1 減小保壓切換位置
同樣的產品,減小保壓切換位置,能減小注射行程,減少料管前端漿料殘余量,在注射油缸回油腔建立一定壓力,降低螺桿與噴嘴之間壓力。
3.2.2 減小注射行程
保證產品完整成型前提下,減小注射行程能減小螺桿前端漿料殘余量。實際生產過程中,知道產品重量前提下,可按以下計算公式算出大致注射行程,后慢慢調整,確定最佳注射計量。
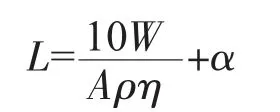
式中,L 為計量行程(mm);W 為產品質量(g);A為螺桿截面積(cm2);ρ 為鎂料密度(g/cm2);η 為注射效率(約0.8);α 為機械剎車位置。
圖10 和圖11 對比顯示,在注射速度及保壓切換位置等參數一樣時,減小注射行程,進油壓力F1減小,回油壓力F2增大。圖10 注射行程88mm,注射終點43.4mm,注射最大壓力112bar,此時回油壓力50bar 左右;圖11 是注射行程85mm,注射終點39.4mm,注射最大壓力74bar,回油壓力130bar 左右。
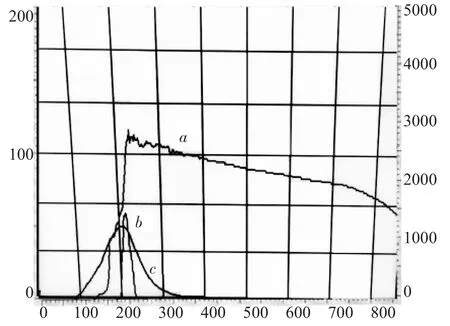
圖10 注射行程88mm

圖11 注射行程85mm
針對一些特殊工藝要求的厚壁產品,需要增大注射計量,形成持續的高注射壓力,或增加保壓時間,保證產品成型。
3.2.3 降低進油壓力
高速注射動力來源儲能器快速釋放油液,降低儲能器的儲能壓力,減小F1,由F=F1-F2可知,當回油壓力F2一定時,F 減小。重量小的產品,注射行程小,應減小儲能器儲能壓力。在注射速度、注射行程及保壓切換位置等參數完全相同時,儲能器儲能壓力為150bar,最大注射壓力為153bar(圖12);將儲能壓力改為135bar 時,最大注射壓力為129bar(圖13)。

圖12 儲能壓力150bar
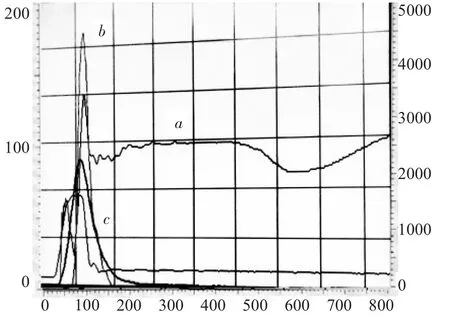
圖13 儲能壓力135bar
3.2.4 螺桿轉速及后拉速度
減慢螺桿后退速度、加大螺桿轉速,鎂料送給量過多,導致螺桿前端漿料多。一般情況下螺桿后拉速度15~20,螺桿轉速90~130 轉/min。依據伊之密UN1250MGⅡ半固態鎂合金注射成型機在客戶現場實際生產情況,設置螺桿轉速100 轉/min,后拉速度15 時,能滿足絕大部分產品生產工藝參數要求。
3.3 優化模具結構
(1)優化加工工藝:改善模具流道順暢性,降低漿料流動時的阻力,增加流動能力。
(2)改進模具結構:減小模具流長比,降低壓力、溫度流動損耗,使產品更容易成型。
半固態注射成型與傳統壓鑄成型工藝不同,可以將進料口上移,使用中心澆注方案,并可使用長噴嘴和熱流道多點進料技術,使產品更容易成型,降低產品保壓時間和保壓壓力,降低漏料頻率。
4 結語
半固態鎂合金注射成型工藝在汽車、3C 產品、戶外工具及運動器材等領域應用逐漸擴大,特別是以歐洲為代表的高端汽車廠商逐漸加大對這一技術的投入,促使研發生產和使用半固態鎂合金注射成型機的企業逐漸增多。有效快速解決成型過程中出現的噴嘴壓蓋漏料等問題,有利于客戶降低成本,增強使用信心,推動該工藝的進一步發展。
