油箱支架沖壓工藝優化
2022-09-25 06:38:10朱盛舉喻偉
模具制造 2022年8期
關鍵詞:工藝
朱盛舉,喻偉
(襄陽東昇機械有限公司,湖北襄陽 441004)
1 引言
組成白車身的沖壓件非常多,各個部位的制件,根據尺寸大小和結構特點不同,沖壓工藝也不盡相同。四門兩蓋、側圍、地板、前圍板等大型制件會采用多機串聯機器人搬運模式進行自動化生產;A、B、C柱、橫梁等梁類制件會采用多工位組合單機自動化生產模式提高生產效率;除了以上中大型制件,還有很多小制件,這些小沖壓件中部分可以通過連續模沖壓提高生產效率。但還有部分小制件形狀怪異,沖壓角度變化大,且制件尺寸較小,不便于利用各種機構來實現工序的復合,只能通過單工序工藝實現,導致沖壓工序一般比較長,生產效率低。隨著汽車行業的競爭越來越激烈,為了降低整車成本,小制件的沖壓工藝優化也顯得尤為重要。本文針對一種V型幾字截面并帶有向外翻邊的油箱支架制件進行工藝優化分析,減少沖壓工序,減低制造成本。
2 制件結構特點
圖1為某汽車油箱支架圖。制件材質:HC340LA,料厚1.0mm,外形尺寸220×130×87mm。該制件主形狀為V型,半封閉帶法蘭,頭部有向外側的兩個翻邊,翻邊與法蘭面成較大角度。
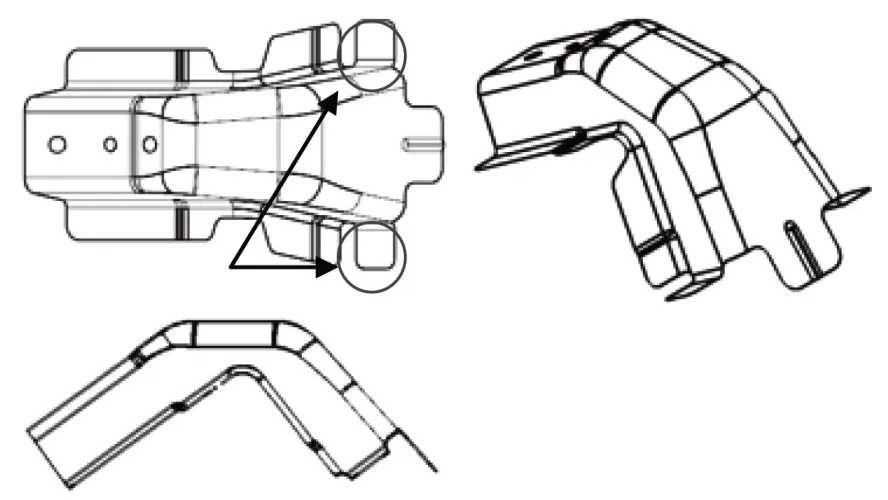
圖1 制件圖
3 工藝方案分析
根據制件結構特點分析,頂部型面與法蘭面趨勢一致,法蘭面頂部圓角小,法蘭頂部缺口所在型面為弧面,需多次修邊完成。基于節省材料的考慮,可以考慮兩頭敞口拉伸成形,法蘭面光順處理后作為壓料面,拉伸后進行修邊、沖孔、整形法蘭面、翻邊等工序。
(1)方案一。拉伸、修邊、修邊沖孔,修邊,整形,側翻邊的沖壓工藝。
a.為了保證制件形狀容易實現,需要在拉伸工序盡可能把制件形狀做出來。
b.為了便于外翻邊處修邊,翻邊面展開后做在壓料面上,如圖2所示。
c.圓圈內的修邊角度不一致,需要3次修邊實現,如圖3所示。
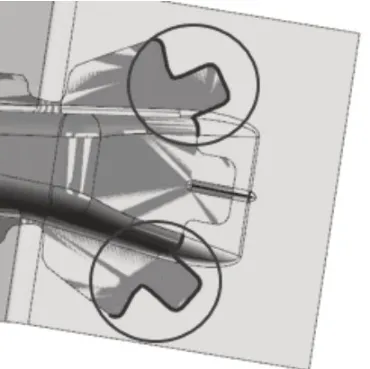
圖2 翻邊修邊
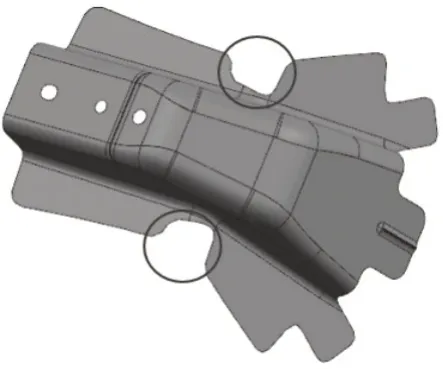
圖3 3次修邊
d.采用斜楔實現端部翻邊。此工藝方案一共6道工序,需要6臺機床對應生產,如果生產線沒有足夠的設備,沖壓工序件需要滯留轉運,使得生產成本增加。最后側翻工序需要斜楔實現,模具成本較高。
方案一具體工藝如圖4所示。
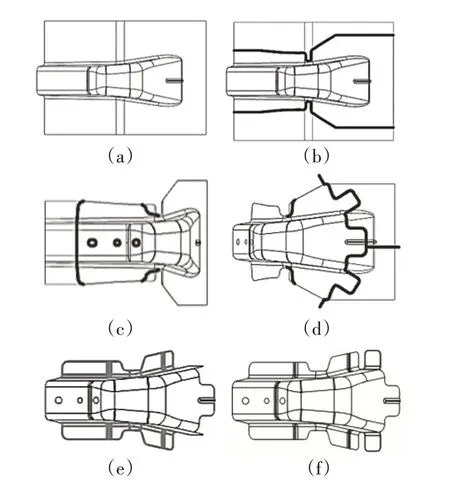
圖4 方案一沖壓工藝圖
(2)方案二。落料、拉伸、整形翻邊、沖孔整形的沖壓工藝。
方案一中修邊工序需要3次,多次修邊工序導致產生接刀毛刺風險大,最后工序側翻工藝復雜,模具成本高。為了解決這些問題,需要采取必要的對策。
為了消除方案一中的各個缺點,需考慮新的沖壓工藝方案。該制件形狀基本對稱,考慮用落料后再拉伸及整形工藝。具體工藝如圖5所示。
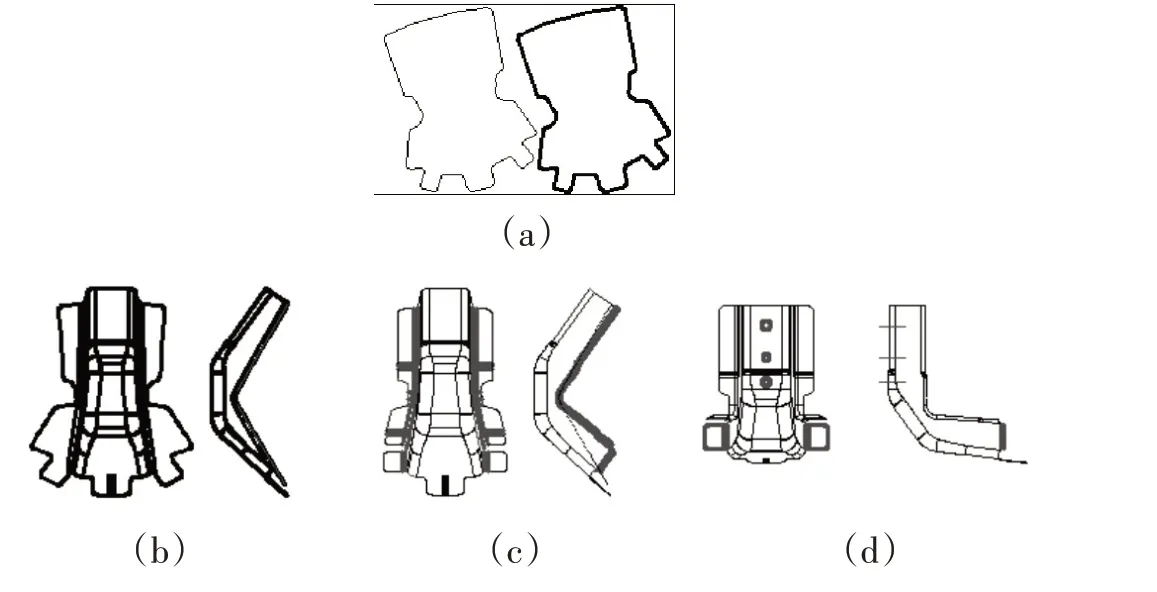
圖5 方案二沖壓工藝圖
方案二中拉伸后沒有修邊工序,為了保證制件邊界精度穩定,拉伸過程必須穩定可靠,壓料面的選取如圖6所示,壓料面形狀設計成平滑的V形,制件最終法蘭在整形工序中壓出。同時拉伸模具結構上需做些處理,如定位方式,壓邊圈的壓力源的選取,確保成形過程的穩定性。
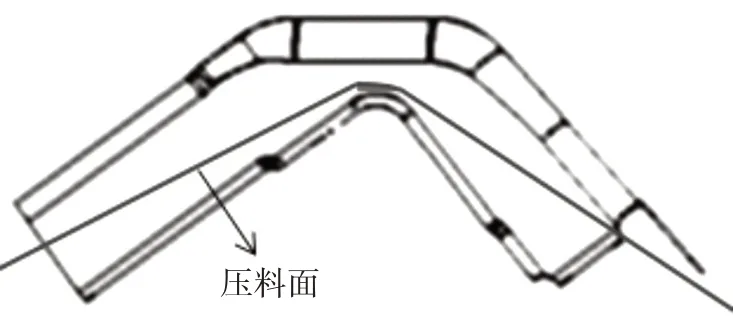
圖6 方案二壓料面
整形和翻邊工序的合并,需要合理的調整沖壓角度。通過CAE分析,不斷調整沖壓角度,使材料流動順暢,翻邊過程能夠順利實現,CAE分析過程如圖7所示。
最后沖孔工序增加了對翻邊處的整形,可以確保翻邊角度精度,保證制件質量穩定。
4 模具結構改進
拉伸壓料面為V型,常規定位塊進行邊定位,料片在沖壓過程中會受到震動傾倒,拉伸后制件跑偏,導致邊線位置超差。為了避免質量風險,通過浮動定位塊來托平料片,拉伸過程中,材料壓著定位塊向下彎曲直至脫離定位塊,防止料片跑偏。如圖8所示。
采取氮氣彈簧作為拉伸工序的壓力源,避免設備氣墊壓力波動造成材料流動不均,導致制件剪邊不良。
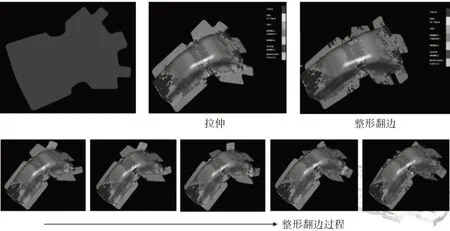
圖7 CAE分析過程圖
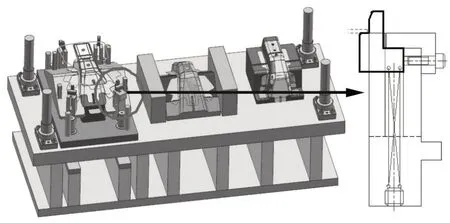
圖8 浮動定位塊
5 結論
通過對比分析,最終采用方案二的沖壓工藝。方案二比方案一減少了兩道工序,減少了模具投入成本和制件生產成本,且落料時可以局部套裁,拉伸后無需修邊,使得材料利用率比方案一的方板拉伸提升很多;整圈落料工藝還減少了方案一中因多次修邊產生的接刀不齊及毛刺風險;制件法蘭整形和端頭翻邊通過沖壓角度優化后實現一次成形完成,材料流動順暢,減少了側翻邊斜楔的投入;通過最后沖孔整形工序,確保翻邊面型精度。最終通過對模具結構的優化,保證了落料后直接拉伸成形制件的穩定性。對類似的制件成形工藝具有參考作用。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
