汽車鋁合金覆蓋件模具調試方法
2022-09-24 11:49:16陳文鋒陳嶠伊胡德智曾昭亮
模具工業 2022年9期
關鍵詞:調試
0 引言
鋁合金板材具有質量輕、強度高、抗腐蝕性能好等優點,廣泛用于汽車輕量化制造,如圖1 所示。鋁的密度是2.7 g/cm
,是鋼鐵密度的1/3 左右,以鋁板厚度為鋼板厚度的1.44 倍為例,減重效果可達到50%。鋁合金件與鋼件在設計結構上沒有本質區別,但在成形方面,鋁合金板與鋼板的材料特性不同,在沖壓成形時鋁合金板更容易出現開裂和起皺,如圖2、圖3所示。鋁合金板還具有延伸率低、沖壓成形性差、彈性模量小、回彈較大的特點,鋁合金板的彈性模量是鋼板的1/3,其回彈量約是鋼板的3倍左右,導致沖壓難度大。
丁珰又道:“天哥他確有過犯,自己送了命也就罷了,最可惜石莊主夫婦這等俠義仁厚之人,卻也要賠上兩條性命。”



1 鋁合金件模具調試
1.1 鋁合金件模具調試技術要點
成形鋁合金件的模具調試技術要點如下。
(1)鋁合金件的回彈量是普通鋼件的3倍左右,對拉深模的粗糙度要求比普通鋼件模具更高,必須在粗糙度值達到要求的前提下才能進行調試,選用較軟油石推光模具零件型面,模具零件型面及成形凸模圓角
不能有劃傷痕跡,更不能有砂眼氣孔。
(2)拉深調試進料對照CAE 分析嚴格控制,誤差≤2 mm,保證模具沖壓的穩定性。
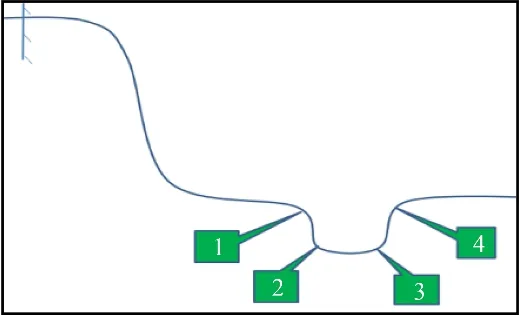
(3)拉深模調試不可隨意對拉深筋及拉深槽圓角
進行放大;需要調整拉深筋或圓角
時,應按圖4所示順序進行。
(4)鋁合金件硬化后屈服強度上升,后工序整形翻邊易出現暗裂,拉深模調試時變薄量按上限控制,不允許有桔皮現象產生。
(5)研配著色必須成均勻霧狀散開,切不可成云朵分散狀(見圖5)。

(2)成形外板的凸模推光,粗糙度
0.8 μm,保證所有凸模圓角和棱線光順清晰,并用鋼皮、油石檢查修復淬火區域缺陷,保證基準連線,推光凸模拉深坎、壓料面及凹模圓角,各圓角粗糙度
0.4 μm;內板各圓角粗糙度
0.8 μm。
(7)鋁合金件容易氧化,存放時不能表面外露,鋁合金表面油膜不能受損,應包裝保存。
魏的憧憬撩動了遲恒的想象,年輕時,他讀過《沸騰的群山》,書中熱火朝天的礦山景象他至今天還留有印象,很多的事他要問,甚至有點沖動想馬上找個地方去寫。
(8)鋁合金件材質偏軟,硬度較低,成形過程中容易拉傷,調試前板件要清潔無塵,板件毛刺應使用銼刀去除,不能使用氣動工具。
糖尿病作為臨床常見的慢性疾病之一,其臨床表現為血糖指標持續上升,而肺結核是糖尿病最為嚴重的并發癥之一,其發病率呈逐年遞增趨勢,造成糖尿病并發肺結核患者人數不斷增多。相較于單一性肺結核,糖尿病并發肺結核的病情更為復雜,二者影像學表現呈現明顯差異性[1]。有研究資料顯示,糖尿病并發肺結核患者實行準確臨時的診斷,對于改善預后效果及予以治療指導具有不可比擬的積極作用。由此可見,做好糖尿病并發肺結核患者的診斷工作意義深遠。鑒于此,該文選擇2016年5月—2017年5月收治的98例患者為研究對象,重點探究糖尿病并發肺結核診斷中應用CT檢查的價值,現將研究結果報道如下。
(9)鋁合金件成形后檢查表面質量時不可像鋼件一樣使用油石打磨,而是采用膠木軟油石或光照檢查,避免鋁合金件表面劃傷。
1.2 鋁合金件拉深模調試方法
1.2.1 基準件制作及壓料面研配
(3)研合過程中隨時觀察工藝基準CH 孔是否竄動,并判定原因,保證制件定位可靠。
(6)嚴禁使用角磨機等氣動工具打磨,以免造成型面坑洼。
(3)根據調試指導書對各壓力參數、氣墊行程、機床行程進行設定,調整所有導向間隙至要求值。
(1)保證壓料面粗糙度達
0.8 μm、各圓角粗糙度達
0.4 μm才能進行制件調試工作。
(4)研合壓料面時,氣墊壓力參照調試指導書設定,前期大于標準壓力1.2 倍進行研合,當壓料面達50%左右著色時采用標準壓力研合,為后期調試成形裕度保留可操作空間。
(5)帶平衡塊研合壓料面,先保證每個平衡塊均著虛色,然后根據平衡塊著色情況打磨壓料面,防止壓料面研合傾斜,在打磨過程中平衡塊墊片必須統一并逐一向下遞減。如板料出現起皺現象可將此處作缺口至拉深筋根部,防止褶皺導致誤判,著色要求為管理面100%,非管理面90%。
1.2.2 成形性研配調試
圖2第一行表示土地綜合承載力受到自身新息沖擊、人均GDP新息沖擊、地均第二、第三產業增加值新息沖擊的動態響應。其中,土地綜合承載力新息沖擊響應均為正向效應,呈逐漸下降趨勢,第6期以后收斂于0值;人均GDP新息沖擊響應均為負向效應,第2期達到最小值,第10期以后趨于0值;地均第二、第三產業增加值新息沖擊響應均為負向效應,第1期達到最小值,第10期以后趨于0值。據此,京津冀城市群經濟發展對于土地綜合承載力提升具有一定程度的抑制作用。
(2)不帶平衡塊進行制件調試,氣墊壓力、行程、沖壓速度按照成形分析報告設定。
(3)分層調試(每次20~30 mm 再向下),根據調試指導書調節進料尺寸,觀察模具進料狀態,并做好記錄。
(4)分層調試過程中對壓料面著色硬點進行逐步排除,保證壓料面的成形穩定性。
(5)調試過程中觀察制件凸臺等形狀和機床主壓力,逐步調試到底,確認成形到底高度并記錄。
“教科研+”為培養能“提出問題”和“發現問題”的學生提供了保障,也為培養“研究型”、“專家型”教師提供了有力的條件.
(6)模具成形到底后檢查最終進料狀態并對比理論狀態,根據結果對模具作適當地調整,保證實際流入量和成形分析流入量接近或吻合。
(1)不帶調壓墊。在不帶調壓墊的情況下成形拉深件,檢查出件狀態。如果制件不皺不裂,可將壓邊圈標準壓力逐次下調5%~10%,以標準壓力1 000 kN 為例,可從950 kN 調至900 kN 分別檢查制件狀態,依次遞減找到下限值再將標準壓力逐次上調5%~10%,直到破裂并檢查各壓力下的制件狀態,并調整模具至零件合格。壓邊力設置范圍的合格標準為±10%。
(8)調試過程中調整的拉深筋高度、拉深槽
角、工藝補充圓角等數據需全部記錄在調試指導書上。
(9)檢查上、下模及壓邊圈圓角修磨過的位置硬度是否滿足設計要求,不足則進行淬火。
1.2.3 成形裕度調試
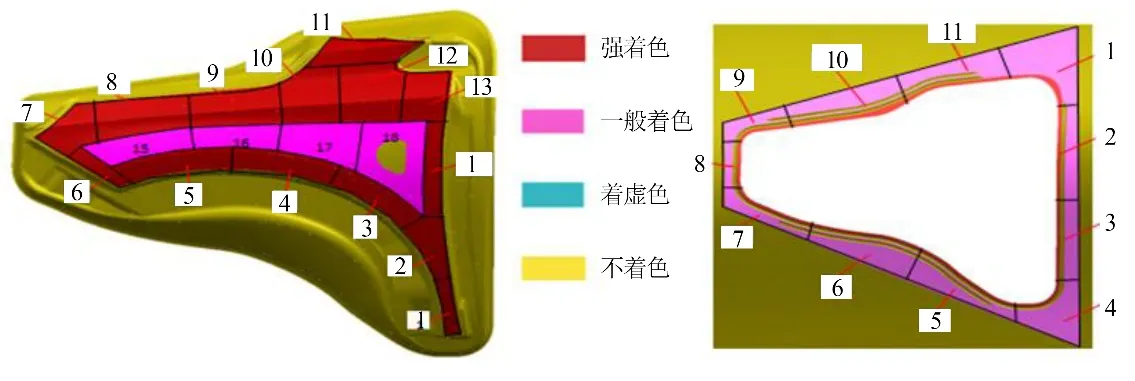
(7)根據著色圖清理側壁間隙及凹模圓角根部,研合壓力不能大于制件成形力,型面研合著色率應滿足:關鍵區域90%,非關鍵區域80%,強壓面95%,基準面RPS 點位置100%,可對照圖6 進行模具著色。
(2)帶調壓墊。測試方法同上,壓邊圈壓力以10%逐次上調至零件破裂,檢查各壓力下的制件狀態,找到上限值。壓邊圈壓力以5%逐次下調檢查零件狀態找到下限值(縮頸、開裂、起皺在不滿足標準的前提下進行相應處理),并調整模具至零件合格。壓邊力設置范圍的合格標準為(-15%,+30%),調壓墊分布如圖7所示。

1.3 鋁合金件后工序模具調試方法
1.3.1 基準件制作及壓料板研配
(1)用帶工藝基準CH 孔工序件協調凸模,保證修邊、翻邊、整形區域制件與凸模間隙<0.5 mm,如遇工序件有回彈,保證工序件與凸模型面貼合率:基準S 面貼合率<0.1 mm,工藝基準CH 孔位誤差<0.2 mm,且工序件定位穩定可靠。
符號設計兼具作品特征與商標識別功能,這決定了權利人可能基于同一個符號享有不同的法益。通過對商標戲仿概念的界定,結合商標性使用、混淆可能性等因素,有助于判斷商標戲仿行為在商標侵權中的性質。
(2)推油光修邊、翻邊凸模,粗糙度
0.8 μm,成形外板件的凸模用鋼皮和油石檢查,修復淬火區域缺陷至要求。
①面臨輪浚體制機制困境。目前農村河道長效管理工作由各級水行政主管部門管理為主,少數地方由衛生、城管、環衛、村級等機構管理,管理體制不順,個別地區作為主管部門的水利站管理職責被弱化,甚至已排除在河道管理主體之外,造成條線管理不順,很難將一些管理要求貫徹下去,市(區)與市(區)、鎮與鎮、村與村之間的交界河道還不夠明確,制約了長效管理工作有效開展。
1.3.2 研配調試
事情發生在一小時以前,因為沒給我準備好學費,我罵了父親。我當時好像并不只是為了罵他,就是要找個人出氣。我罵他:你有個么雞巴用,就知道上騍快活。
(1)將各工序件帶工藝基準CH 孔工序件的正反面涂色,將壓力機滑塊高度抬高,保證修邊、翻邊鑲件、凸模不工作,且工序件不變形的情況下研合壓料芯。
(2)研合每一工序壓料芯必須帶平衡塊進行,且平衡塊始終在等高著色的狀態下研合,以保證壓料芯研合的整體平行度,減少后期由于更換壓力機生產而帶來的誤差。
(1)基準件凸模檢查,清理加工殘留,判定上、下模通氣孔設置是否合理。
一是建立一支工匠型的教學隊伍。教學是院校的根本任務,是院校一切工作的中心。教員是教學工作開展的主體,是最具主觀能動性的教學“發動機”,塑造校園工匠文化,關鍵在教員。要在深化教學效果上狠下功夫、用心鉆研,善于結合學員特點和授課規律因材施教,善于運用信息技術豐富教學手段、提升教學質量,做一名能教善教的教學型“工匠”。
(4)壓料芯研合工作區域著色率需達到95%以上,外板翻邊區域著色需達到100%。
快遞業發展迅速,但沒有相關的強制性規定和執行標準,只有《中華人民共和國郵政行業標準》,但很多快遞企業不知道或不遵守,造成快遞服務合同中存在諸多“霸王條款”,這些不平等合同條款集中在企業逃避賠償責任,限制消費者權利,擴大免責事由,任意改變索賠時效等方面。如先簽字后驗貨,朝陽區一消費者郵購了一臺攝像機,快遞公司以行規為由不讓王某先驗貨,等王某簽字收取后,發現和自己所購機型、款式、價值均不相同,而商家則以王某已在確認接收單上簽字為由不予退貨。
2 鋁合金件模具調試注意事項
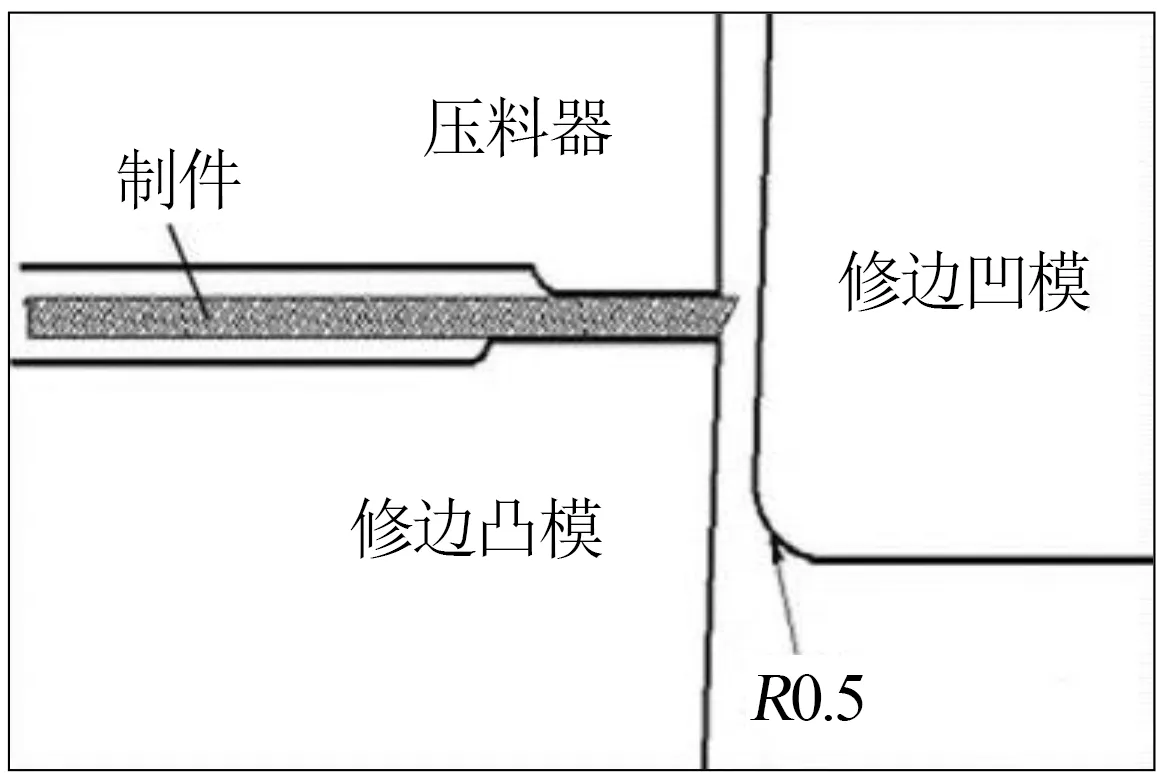
(1)修邊凹模刃口圓角。修邊凹模刃口倒
0.5 mm圓角,如圖8所示。凹模刃口使用油石或銼刀打磨成
0.5 mm 圓角后,鋁合金件在切邊時處于拉斷狀態,斷裂帶增加,光亮帶和毛刺減少。
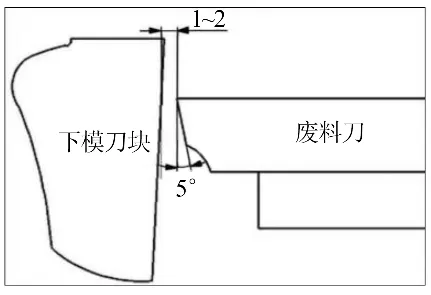
(2)廢料刀結構。廢料刀與下模刀塊間隙控制在1~2 mm,廢料刀刃口倒5°斜角,這種結構能防止切屑的產生和堆積,減少切屑壓傷,如圖9所示。
2017年10月,馬云在杭州建立了第一座智能加油站,在智能加油站中,從進入、加油、支付、離場,都不用一個服務員,完全由智能機器服務。該加油站可以分析出到訪車型構成、油類需求情況、平均加油時間、真實油耗數據……從而為顧客提供更為精準的個性化服務。
表面處理:涂裝前需對工件進行表面處理,噴砂除銹等級達到Sa2.5級,涂裝前鋼表面粗糙度達到RZ25~100μm。涂裝前工件表面應干燥、無灰塵、無油污、無氧化皮、無銹跡。底漆:特制環氧富鋅底漆2道,干膜厚度2×40μm。中間漆:云鐵環氧中間漆2道,干膜厚度2×40μm。面漆:氟碳涂料面漆2道,干膜2×35μm(工廠一道、工地一道)。除最后一道面漆外,所有鋼結構的主要涂裝工序應在制造工廠進行。
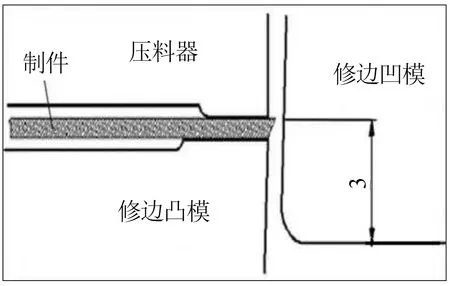
(3)上模鑲件修邊刃口吃入量。修邊刃口吃入量一般控制在3 mm左右,交刀處控制在5 mm左右,如圖10所示。
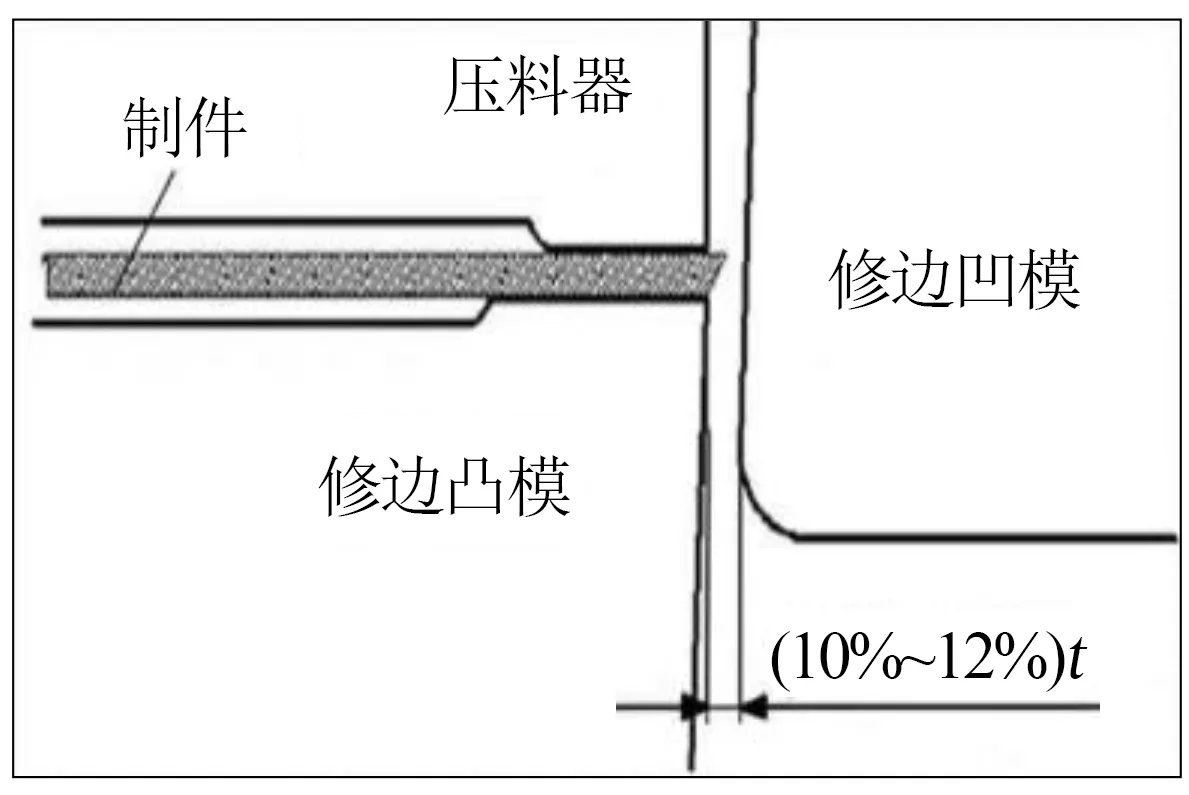
(4)修邊刃口間隙。鋁合金件修邊模刃口間隙比鋼件的大,一般控制在(0.1~0.12)
,如圖11 所示,此時斷面光亮帶占1/3 左右,斷裂帶大,基本上無毛刺產生。
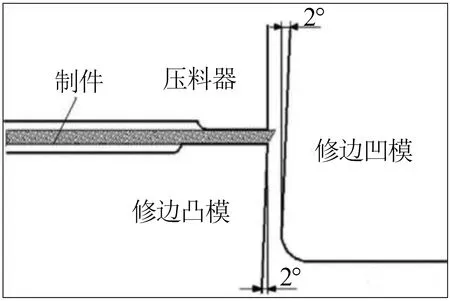
(5)修邊刃口角度。鋁合金件修邊模刃口設計時應考慮內收形式,如圖12所示,刃口內傾2°,在保證刃口強度的情況下,減小刃口和料邊的摩擦,對切屑產生有抑制作用。
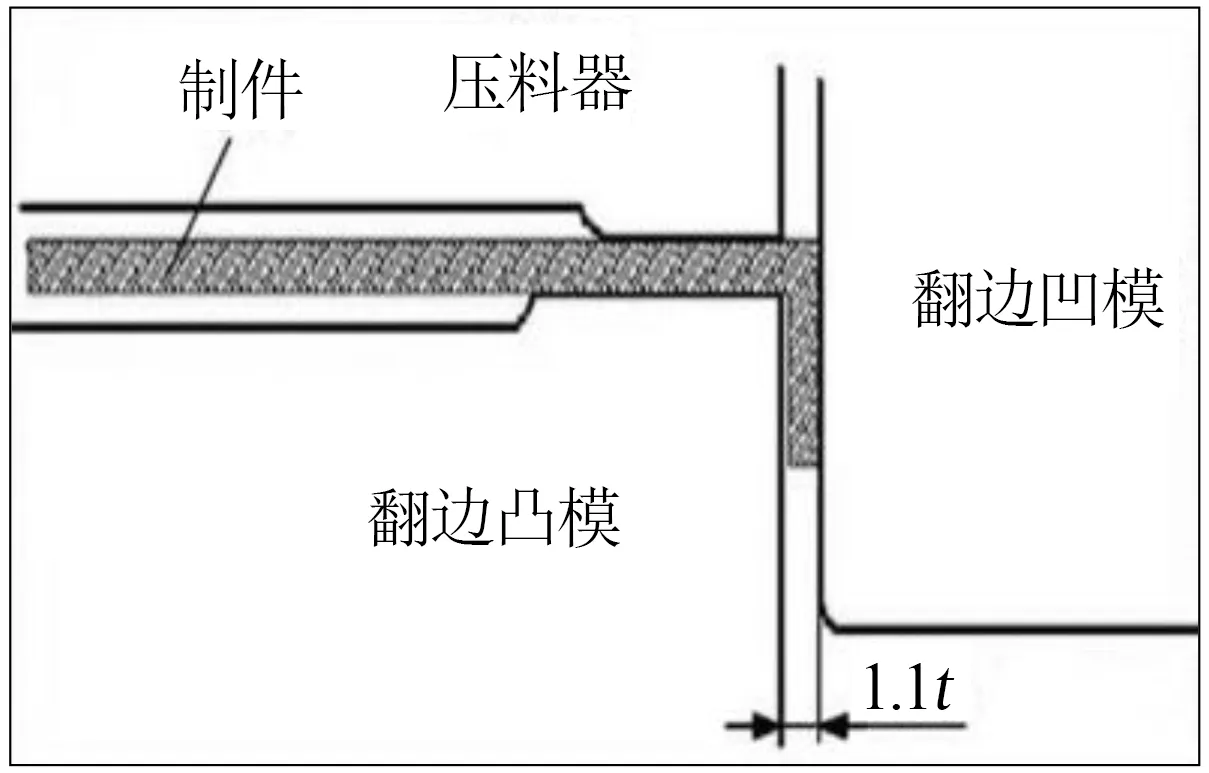
(6)翻邊刃口間隙。鋁合金件翻邊模刃口間隙比鋼件大,設計為板料厚度的1.1 倍,即翻邊間隙為1.1
,如圖13所示,略微偏大的翻邊間隙能減少翻邊時對零件的擠壓拉傷,如圖14所示。

3 結束語
鋁合金件模具跟鋼件模具調試有較大區別,對模具制造精度和調試人員技能要求更高,行業內可借鑒的經驗較少,通過總結鋁合金件模具整個調試流程、調試標準以及常見問題的處理方法,對鋁合金件模具調試起到了一定的指導意義。
[1]吳瓊興.汽車覆蓋件用鋁板成形特性及應用[J].模具工業,2017,43(1):48-52.
[2]王蘇靜,鄧沛然,宣守強.6061 高強度鋁合金拉伸工藝參數優化[J].模具工業,2021,47(2):6-10.
[3]蔣浩民,陳新平,李川海,等.大型車車身覆蓋件沖壓成形特征分析及選材研究[J].金屬成形工藝術,2003,21(3):50-51,55.
[4]楊 希,康育彰,趙付存.提升汽車覆蓋件精度實例解析[J].汽車工程師,2014(6):55-56.
猜你喜歡
電子制作(2018年12期)2018-08-01 00:47:44
石油化工建設(2018年1期)2018-07-10 09:49:50
制造技術與機床(2017年6期)2018-01-19 02:41:21
中國核電(2017年1期)2017-05-17 06:10:11
電子制作(2017年19期)2017-02-02 07:08:38
當代化工研究(2016年6期)2016-03-20 16:21:46
中國房地產業(2016年2期)2016-03-01 01:25:18
西部廣播電視(2015年5期)2016-01-16 03:45:05
石油化工建設(2015年5期)2015-12-01 04:17:19
電子設計工程(2015年3期)2015-02-27 12:04:00
