復材產品Al/CFRP/Al疊層制孔加工
2022-09-20 04:55:12何一王惠萍王偉鋒
金屬加工(冷加工) 2022年9期
關鍵詞:質量
何一,王惠萍,王偉鋒
上海航天設備制造總廠有限公司 上海 200245
1 序言
碳纖維增強復合材料(Carbon Fiber Reinforced Polymers,簡稱CFRP)由于比強度高、比模量大且成型工藝好等優異特性,被應用于某型號衛星的框架構架生產中。該框架材料為Al/CFRP/Al疊層結構,由于裝配孔具有較高的幾何公差及尺寸精度要求,兩種材料分別制孔再進行裝配的方式無法保證加工質量的一致性[1]。因此,該材料疊層制孔的研究勢在必行。
疊層制孔的加工方式一定程度上保證了后續裝配的孔位要求,但由于不同材料對于刀具及加工參數等加工條件的適應程度不同,因此出現了孔徑超差、孔內壁表面質量下降等一系列問題。當孔徑增大,隨之變大的軸向力也暴露出工件剛度不足、變形較大等問題,需要對加工參數及裝夾方式做進一步的改進,以保證加工質量及精度[2]。
對于疊層材料制孔的缺陷控制及工藝優化,國內外已經做了很多研究。于書宇等[3]采用兩種變頂角結構的鉆頭對Ti/CFRP疊層構件進行了鉆孔試驗,得到了頂角變化對軸向力大小及孔壁質量的影響規律。ZITOUNE等[4,5]在CFRP/Al疊層制孔試驗中,研究了鉆頭直徑及主軸轉速、進給量等加工參數對鋁合金切屑形態與鉆削軸向力的影響,通過優化加工參數提高了加工質量。王昌贏等[6]研究了PTFE/CFRP/Al在制孔過程中主軸轉速和進給量對切削溫度及成屑形態的影響,通過控制溫度和切屑形態,抑制了CFRP表面劃傷,提高了鋁合金出口的加工質量。
關于如何利用加工參數來控制切屑形態和刀具磨損,進而抑制缺陷、提高加工質量的研究,前人已經做出了許多努力[7-9],然而現有制孔質量的研究中,孔徑均<10mm,相較于本框架構件裝配孔徑22mm有較大差距。刀具尺寸的變化會使刀具在轉動時受到更多來自于工件的力矩作用,加之CFRP的各向異性導致刀具兩刃所受的切削力不均衡,形成了過大的離心力,使刀具在鉆削CFRP時穩定性急劇下降,從而引發更多的孔壁缺陷,同時,隨刀具直徑增大而增大的軸向力也對零件剛度及裝夾穩定性提出了更高的要求。
本文以雙頂角鉆頭對Al/CFRP/Al疊層材料進行鉆削試驗,先通過對切削過程中鉆削軸向力變化趨勢的分析,進行裝夾穩定性的改善,再通過不同切削參數條件下,對加工質量與軸向力大小的分析,揭示切削參數對該疊層材料制孔質量的影響規律,并給出較為合適的加工參數,應用于實際生產中。
2 試驗方案
本試驗使用的刀具為T i A l N涂層雙頂角麻花鉆,鉆頭直徑為22mm,鉆尖頂角為130°/150°,如圖1所示。采用DMU 60P五軸精密數控加工中心,該加工中心主軸最高轉速為18000r/min,主軸額定功率為42.8kW,試驗過程中采用Kistler9128AA型壓電測力儀收集并記錄鉆削軸向力的數據。為了不破壞CFRP材料的性能,試驗中并未使用切削液,而采取干式切削的方式,并利用工業吸塵器對揚起的CFRP切屑粉末進行回收,裝夾形式如圖2所示。

圖1 雙頂角麻花鉆頭

圖2 裝夾形式
試驗后,利用KH-7700型三維視頻顯微鏡對試件孔壁形貌及缺陷進行細節觀測和數據采集,并用Mahr M1型便攜式粗糙度測量儀進行表面粗糙度值的測量與分析。
3 試驗結果與分析
鉆削試驗的切削參數見表1,同一轉速下使用一把刀具連續加工4個孔,根據主軸轉速和進給量的變化來分析加工質量的優劣,并利用重復試驗來判斷刀具的磨損程度。
3.1 加工過程鉆削力分析
鉆削力是衡量鉆削質量的重要指標之一,各方向鉆削力的變化能夠量化地體現整個加工過程,結合刀具磨損及缺陷的生成情況,能夠對加工中出現的質量問題進行系統的分析和評估。而軸向力作為各向鉆削力中的關鍵部分,在CFRP這種層合型復合材料和疊層構件的加工中,更是產生分層和孔壁缺陷的關鍵因素[10]。
在本試驗中,鉆頭主切削刃部分軸向長度約3.4mm,如圖3所示。第一主切削刃直徑為6mm,鉆尖橫刃較小,故可知第一主切削刃末端到鉆尖橫刃的軸向長度L1約為:L1=d/(2 t a nα)=6/[2 tan(130°/2)]=1.4(mm)。
(1)主軸轉速為500r/min的鉆削過程 當主軸轉速為500r/min、進給量為0.04mm/r時,鉆削過程軸向力變化趨勢如圖4所示,A點所示為鉆尖橫刃完全穿透鋁合金,尚未切削CFRP的節點。鉆削開始后,軸向力在短暫的急劇上升后,進入較為穩定的變化過程,直至鋁合金層完全鉆透。此期間軸向力保持相同斜率持續上升,在經過第一、第二主切削刃過渡點時也未出現明顯的斜率變化,說明鉆削鋁合金時,軸向力對鉆尖頂角的變化并不敏感。
在經過A點后,軸向力并未按照理論值持續上升,而是在小幅振蕩到B點后,迅速上升并進入穩定切削階段。鉆尖突破鋁合金后,進入膠連部分并嘗試鉆入CFRP層,由于CFRP表面結構不均,所以此時鉆尖失去穩定的鉆入點。隨著刀具的運動,工件在軸向力的作用下發生彈性形變,呈拱形向下小幅彎曲,軸向力也沒有明顯增長。
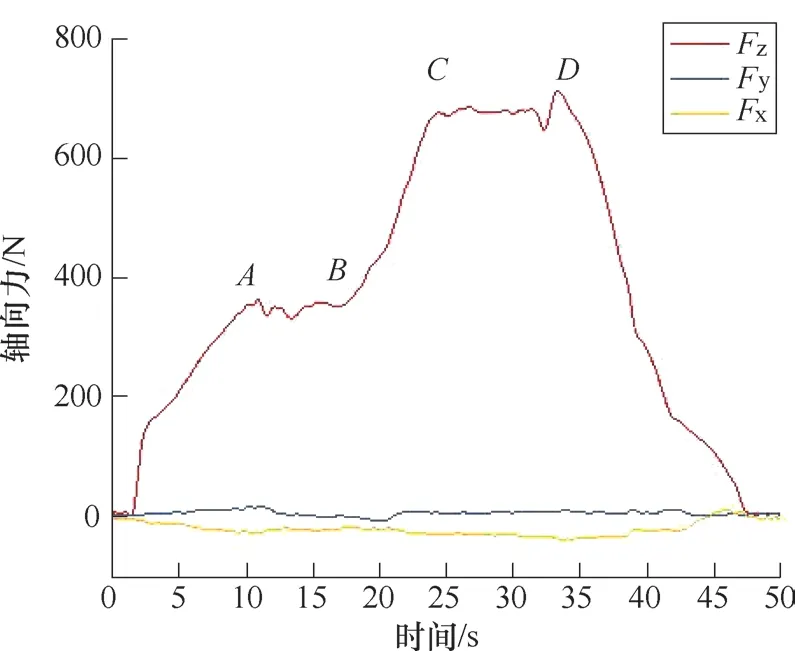
圖4 鉆削過程軸向力變化趨勢(500r/min)
隨著工件向下撓度的增加,工件的反作用力逐漸增大,當反作用力增大到某一臨界點后,鉆尖開始正常鉆入CFRP,軸向力開始上升(如圖4中點B到點C所示)。由于鉆頭向下運動與工件恢復形變的同時作用,鉆頭相對于工件的進給量會大于設定值,出現過進給現象,軸向力以高于理論值的加速度迅速增大,孔壁加工質量也隨著實際進給量的增大而有所下降。通過對鉆頭的理論軸向位置進行計算并與軸向力變化趨勢的時間軸對比,得知工件從鉆尖穿過鋁合金層時開始發生形變,直至C點到D點期間進入穩定的全鉆切削過程,形變才逐漸恢復至正常加工狀態,過進給現象結束。
(2)裝夾方式改進后的鉆削過程 為了證明上面得出的結論,將更厚的鋁合金層放置在鉆削出口、使用工裝裝夾并在工件底端加墊支承板,從而避免工件發生過多的形變影響實際加工質量。將裝夾方式改進后得到的軸向力變化趨勢如圖5所示。自A點鉆尖鉆入CFRP層直至C點切削刃完全進入該層,切削力保持穩定的加速度,持續增長,在D點前維持穩定的切削狀態。

圖5 裝夾改進后的軸向力變化趨勢
將圖5與圖4的變化趨勢進行對比可知:軸向力變化至A點時,鉆尖穿透鋁合金層,經過膠連層小幅回落后,軸向力迅速以穩定的斜率增長,直至鉆頭主切削刃完全進入CFRP層后達到峰值平臺,并進入全鉆穩定切削階段。對比可知,圖4中軸向力由B點增大到C點的過程,持續時間短且斜率過大,確有過進給現象出現。
(3)主軸轉速為1500r/min的鉆削過程 當主軸轉速為1500r/min、進給量為0.04mm/r時,鉆削過程軸向力變化趨勢如圖6所示。轉速的提高進一步降低了鉆頭的穩定性,這使得CFRP表面結構不均的影響被放大,在鉆尖嘗試鉆入CFRP層時,兩者接觸產生了短時極大的軸向力,更易造成CFRP的層間分層缺陷。

圖6 鉆削過程軸向力變化趨勢(1500r/min)
轉速的提高也加劇了切削刃外緣與工件之間的相互作用,鉆頭外緣在經過CFRP層出口側時,與碳纖維產生拉扯,導致軸向力回升并形成毛刺缺陷,導致孔壁質量嚴重下降。
(4)主軸轉速及進給量對鉆削軸向力的影響 圖7及圖8展示了主軸轉速及進給量的變化對鉆削CFRP及鋁合金時軸向力的影響。主軸轉速對軸向力的影響非常小,不論是鉆削CFRP還是鉆削鋁合金,主軸轉速都幾乎沒有引起軸向力的變化。進給量對軸向力的影響基本上呈線性關系,在控制過大進給量對分層缺陷形成影響的情況下,可以適當增加進給以提高效率。
重復試驗表明,刀具磨損對鋁合金的影響較小,而對于鉆削CFRP的影響顯而易見。刀具磨損無論是涂層剝落還是前刀面及刃口的磨損,都會導致刀具切削能力的下降,從而在切削CFRP的過程中,加大切斷碳纖維的困難程度,最終體現為軸向力的增長。

圖7 CFRP層鉆削軸向力
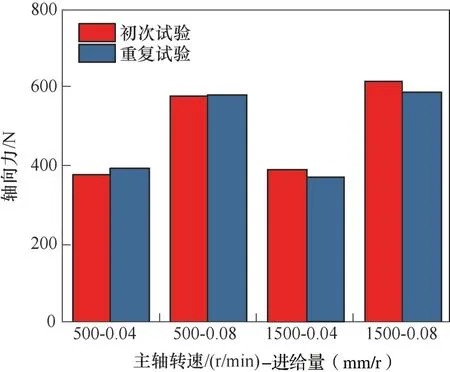
圖8 鋁合金層鉆削軸向力
3.2 加工質量分析
(1)表面粗糙度分析 表面粗糙度是評價表面加工質量最重要、最明顯的指標之一,本試驗中利用表面粗糙度值定量地衡量加工表面質量。對于CFRP,雖然存在各向異性和碳纖維取向的問題,不能完全依賴表面粗糙度進行衡量,但是由于鋪層相同,可采用每個孔4個固定角度位置的表面粗糙度測量值取平均數的方法,通過橫向對比來評價加工質量的高低。
本試驗中表面粗糙度的采集方式有三種,第一種為上層鋁合金的表面粗糙度測量,采樣長度為1.75mm,用以衡量上層鋁合金的加工質量。第二種為C F R P層的表面粗糙度測量,采樣長度為5.60mm用以衡量CFRP層的加工質量。第三種為上層鋁合金和CFRP層的表面粗糙度連帶測量,采樣長度為5.60mm,采樣起始位置為入口處軸向向下約0.50mm處,用以衡量上兩層連接處的加工質量。
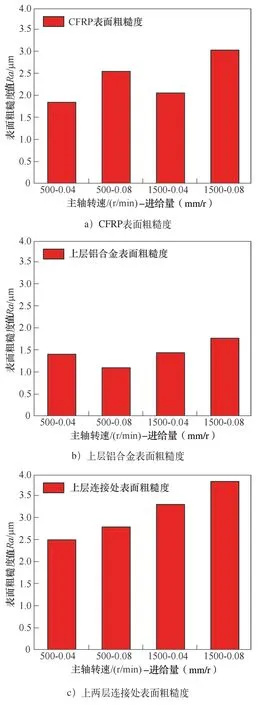
圖9 主軸轉速及進給量對表面質量的影響
圖9為主軸轉速和進給量對表面加工質量的影響。對于鋁合金來說,主軸轉速和進給量的改變對表面質量沒有太大影響,鋁合金的表面粗糙度在各轉速下都依然保持了相當不錯的水平。對于CFRP來說,進給量是最大的影響因素,進給量的增加導致在碳纖維的剪切斷裂中,無法形成穩定一致的剪切斷口,表面質量的下降非常明顯,同時主軸轉速的上升導致鉆削穩定性下降,對表面粗糙度也有一定的影響。
(2)加工缺陷分析 疊層材料常見的層間毛刺在本工件的加工中由于層間的膠連得以避免[11,12],由于入口側和出口側均由加工性較好的鋁合金構成,所以入口和出口也并未出現明顯的加工缺陷。加工缺陷主要集中在以下幾個方面。
1)上層連接處附近的鋁合金和CFRP表面加工質量下降:在鉆削過程中,鉆頭的軸向推擠引發了過進給現象,導致上層連接處附近的鋁合金和CFRP加工質量都有明顯下降,如圖10a所示。
2)下層連接處和CFRP的分層缺陷:在鉆頭外緣經過下層連接處時,軸向力超過了層間的結合力和膠連的結合力,下層支承不足導致下層鋁合金和CFRP出口層被軸向力帶著向下運動,與已加工的表面分開形成分層及毛刺等缺陷,如圖10b所示。
3)CFRP層的孔壁劃傷:在鉆削下層鋁合金時,成屑方向垂直于主切削刃的方向,帶狀鋁合金切屑在順著刀柄螺旋槽排除的過程中剮蹭CFRP層孔壁,造成表面質量下降,呈現為如圖10c所示的孔壁劃傷。刀具穩定性的下降極大地加大了孔壁劃傷的嚴重程度。
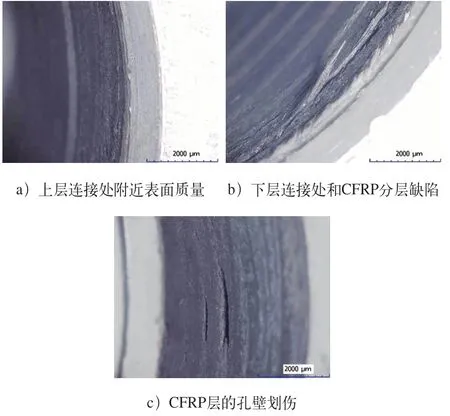
圖10 工件表面缺陷
3.3 參數優選試驗及產品驗證
(1)參數優選試驗 在了解了鉆削力變化趨勢及主軸轉速、進給量對加工質量的影響之后,在主軸轉速為500r/min,進給量在0.04mm/r附近,設置了兩組單因素試驗,進行更加詳細的參數優選及推薦。具體的優選試驗參數見表2,其余試驗條件未作改動。
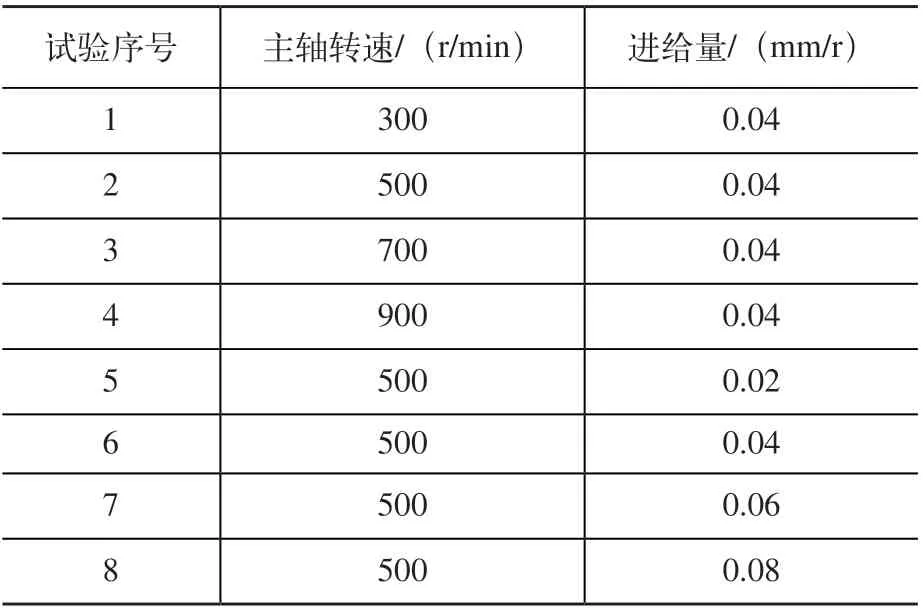
表2 優選鉆削試驗參數
參數優選試驗中,主軸轉速及進給量對軸向力的影響如圖11所示,同樣進行了重復試驗以考慮刀具磨損對鉆削過程的影響。

圖11 主軸轉速及進給量對軸向力的影響
根據前面的結論,軸向力的變化與表面粗糙度有非常強的相關性,采用軸向力較小的參數時會呈現出較為優秀的表面質量。過小的主軸轉速會降低刀具的切削能力,從而導致在CFRP的鉆削中出現軸向力增大,表面質量下降的情況,同時,過小的主軸轉速也會加重刀具磨損,不利于保持刀具的壽命。鉆頭直徑的增大使得主軸轉速的升高對鉆頭穩定性的影響更嚴重,進而導致零件表面質量下降。進給量對加工質量的影響則呈現為線性規律,進給量過大會引起零件表面質量的急速下降。
參數優選試驗表明,在Al/CFRP/Al疊層材料大孔徑制孔的加工中,主軸轉速在500~700r/min均能保持較好的加工質量;進給量在0.04mm/r及以下時,加工質量都相當不錯,在進給量增大到0.06mm/r以上時,CFRP的表面質量有明顯的下降趨勢。
(2)產品驗證 工藝技術試驗完成后,相關工藝方法在空間站產品及衛星產品中開展應用,其中碳纖維蒙皮蜂窩板、碳纖維框架貼片、復材承力筒零件等產品使用該工藝方法進行產品加工后,制孔質量及孔徑精度均能滿足設計圖樣要求,加工效果良好。該工藝方法后續將廣泛運用在復合材料疊層產品中,加工質量穩定可靠,具有推廣應用價值。
4 結束語
1)加工缺陷的主要形式為CFRP出口側的分層缺陷及孔壁劃傷缺陷,這是由于刀具切削能力下降或軸向力過大導致,可以通過采用合適的主軸轉速并適當降低進給量的方式來抑制缺陷的產生。
2)CFRP的結構特性會導致入鉆穩定性的下降,對工件整體的剛性及裝夾方式提出了更高的要求,需通過制作專用工裝或下墊支承板等方式予以改善。
3)表面粗糙度與軸向力有較強的相關性,鋁合金表面在各切削參數下均保持較好的質量;隨著進給量的增大,CFRP的表面質量下降明顯。
4)綜合考慮加工質量、刀具磨損和裝夾難度等因素,比較適合該工件疊層制孔的加工參數為主軸轉速500r/min、進給量0.04mm/r。
5)該工藝方法在空間站及衛星復材產品中開展實際應用并進行推廣,加工質量穩定可靠,取得了良好的加工效果。
猜你喜歡
中學生數理化·中考版(2022年10期)2022-11-10 09:37:42
中學生數理化·八年級物理人教版(2022年12期)2022-02-14 07:08:42
中學生數理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
中學生數理化·中考版(2020年10期)2020-11-27 01:59:48
中國生殖健康(2019年2期)2019-08-23 08:12:08
石油化工建設(2018年6期)2018-04-22 03:16:54
產品可靠性報告(2017年7期)2017-09-05 09:49:12
中學生數理化·八年級物理人教版(2017年12期)2017-04-18 12:59:38
汽車觀察(2016年3期)2016-02-28 13:16:26
民生周刊(2014年7期)2014-03-28 01:30:54