大規格銑刀前角、后角測量檢具
2022-09-20 04:55:08朱建剛申軍輝羅紅紅
金屬加工(冷加工) 2022年9期
關鍵詞:測量
朱建剛,申軍輝,羅紅紅
陜西關中工具制造有限公司 陜西寶雞 721400
1 序言
刀具的前角、后角是切削過程的重要參數,它們的大小對刀具切削過程中的金屬變形、切削力、切削溫度、工件的加工質量及工件和刀具之間的摩擦有顯著的影響,合適的前角和后角可使刀具潛在的切削性能得到充分的發揮,減輕刀具與工件之間的摩擦,提高刀具的使用性能,延長刀具的使用壽命,因此在制造過程中刀具前角、后角的測量顯得尤為重要。
2 刀具前角、后角的幾種測量方法
實際生產中普通刀具前角、后角常用的測量器具為多刃角度尺[1],它只能測量中、小規格及齒數較多的刀具,但是對于直徑較大的大規格、齒數少、齒跨距較大的刀具就沒法測量,比如外徑120mm鍵槽銑刀,外徑200mm、齒數為6齒的立銑刀等。對于大規格刀具,受條件所限,以前通常采用以下幾種簡易測量方法。
2.1 拓印法
把被測刀具的刃部端面用帶色顏料涂滿,拓印在一張干凈的白紙上,再用三角板和筆把兩個刃的刃尖連接起來,間接確定刀具的中心位置,然后用半圓儀量出的被測刃前刀面與兩刃連線的夾角就是所測刀具的前角值。用三角板做兩刃尖連線的垂直線,然后平移垂線至被測刃刃尖處,再用半圓儀測量被測刃后刀面與平移直線之間的夾角,就是所測刀具后角。但是這種方法在拓印時受紙張變形或齒形變形等因素的影響,作圖精準度相對較低,檢測出來的前角、后角準確度誤差較大。這種檢測方法雖然花費較少,操作簡單,但是實用性不高。
2.2 用直尺、角度塊規目測縫隙比較法
測量時需要把被測件固定好,使被測面朝上,把直尺放在兩對面的兩刃刃尖處,再把角度塊規放在直尺與前刀面縫隙之間,目測沒有透光時,角度塊規的數值就為前角值。把直尺水平放在被測刀具刀尖最高點,角度塊規放在被測刀具的后刀面與水平直尺之間的縫隙中,目測沒有透光時,角度塊規的數值就為后角值。但是兩刃刃尖的位置不好確定,每個人視覺誤差也不一樣,這樣確定的刀具位置就會不同,測量的前角、后角數值就會不同,誤差較大。
2.3 采用平臺測量法
即利用平板、高度游標卡尺及杠桿百分表等通用量具進行測量,經幾何運算得出刀具的前、后角值。此方法的優點是設備簡單,操作較方便,成本低。但是測量精度不高,且受測量人員的技術水平影響較大。
3 專用測量檢具
針對上述各種測量方法的不足之處,結合多年的現場加工經驗,設計制作了一種新的測量大規格刀具前角、后角的檢具(見圖1)。此檢具結構簡單,操作方便,測量準確,對測量人員的技術要求較低,它可以在加工時不卸工件進行測量,便于操作人員現場調整。

圖1 大規格銑刀前角、后角檢具實物
3.1 設計原理
設計原理如圖2所示,前角γ為前刀面(切屑流過的表面)與基面Pr間的夾角,后角α為后刀面(切削時與工件上的加工表面相互作用并相對著的表面)與切削平面Ps間的夾角。根據此原理設計了專用測量檢具[2,3]。
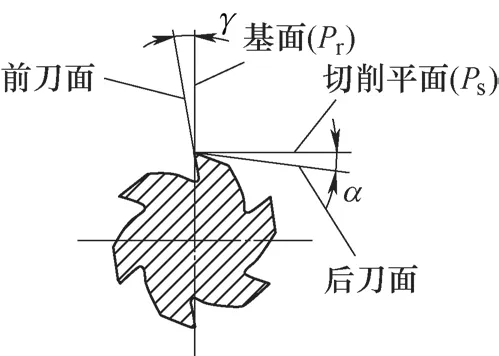
圖2 設計原理示意
3.2 使用方法
1)調整支架高度,保證刻度板的下沿水平位于被測量刀具的最高點。
2)調整橫臂刻度尺寸,按被測量的刀具的半徑移動刻度尺然后緊固刻度板,再把測量指針校正到“0”位,固定好,使被測量的刀具緊靠立柱,如圖3所示。
3)旋轉刀具使被測刃刃尖與垂直指針面相接觸,然后固定好被測刀具,防止移動或轉動。
4)旋轉指針使垂直指針面與被測量刀具的前角面相切,指針所指刻度就為被測刀具的前角值。
5)旋轉指針使水平指針面與被測量刀具的后角面相切,指針所指刻度就為被測刀具的后角值。

圖3 指針“0”位示意
4 結束語
本文所述測量檢具制作簡單,成本很低,測量誤差較小,使用方便,可以說是物美價廉。并且此檢具已經在生產實踐中經過了多年驗證。
猜你喜歡
小學科學(學生版)(2021年5期)2021-07-22 02:40:06
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
軍事文摘·科學少年(2017年4期)2017-06-20 23:25:16
軍事文摘·科學少年(2017年2期)2017-04-26 21:58:43
中學生數理化·八年級物理人教版(2016年3期)2016-04-07 04:49:32
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
閱讀與作文(小學低年級版)(2015年4期)2015-04-29 00:00:00