鈦合金小型模鍛件的加工
2022-09-20 04:55:04趙軍孫國雁張旺
金屬加工(冷加工) 2022年9期
關鍵詞:工藝
趙軍,孫國雁,張旺
航空工業沈飛(集團)有限公司 遼寧沈陽 110034
1 序言
在航空鈦合金加工領域,超過70%的小型零件(定義為輪廓最大尺寸≤200mm)采用模鍛技術制作毛坯。如何利用先進的數控加工替代老舊的常規加工,實現小型模鍛件的高效優質數控加工,成為當前鈦合金加工面臨的主要問題。
2 模鍛件結構分析和技術要求
2.1 模鍛件結構分析
圖1所示模鍛件余量最小處為左側外形,對比樣板后測量約為4mm;余量最大處為內形底角處,對比零件數模測量約為22mm。模鍛件拔模角度為8°,端頭處由上至下余量分別為4~12mm,余量不均勻,屬于典型的不規則模鍛件。

圖1 模鍛件
2.2 零件技術要求
零件材料為TA15M,輪廓尺寸為6 4 m m×152mm×44mm。零件腹板兩側均為雙曲面,厚度分別為3.1~3.25mm和2.1~2.2mm;緣條厚度分別為2mm、3mm和4mm,除4mm處公差為±0.15mm外,其余公差均為±0.12mm,屬于典型的薄壁角盒零件。
2.3 零件的結構工藝性分析
零件的結構工藝性分析是指在滿足使用要求和設計要求的前提下,分析加工制造的可行性和經濟性的過程[1]。 該零件的結構工藝性分析如下。
1)零件的內槽和緣條之間的轉角大小以及內槽和腹板之間的底角大小決定了刀具的選擇,并將直接影響零件的加工工藝性。零件底角和轉角尺寸如圖2所示,底角有R4mm、R8mm兩種規格,轉角也有R4mm、R8mm兩種規格,轉角、底角規格不統一,無法使用單規格刀具完成精加工,后續工藝安排時應結合加工方案充分考慮刀具選擇。

圖2 零件底角和轉角尺寸
2)零件的外形、腹板尖角處存在多處雙曲面,三坐標加工困難,即使通過編程指令實現加工,零件表面質量也相對較差,加工效率也會受到影響。且零件局部厚度<3mm,屬于薄壁部位,相對于三坐標行切,使用五坐標擺刀加工更能保證零件厚度要求,后續選擇設備時應充分考慮。
3)毛坯結構應便于裝夾、加工。分析該角盒毛坯特點,兩側余量不均勻,較高一側外形余量4~12mm,預留加工凸臺最少需要切斷凸臺使用的刀具直徑值加3mm(壓點位置),顯然該毛坯余量不滿足預留凸臺的條件;若使用壓制零件本身加工,則加工過程中需要多次竄動壓板,實現銑刀的躲避,而零件自重較小,竄動壓板、多次裝夾必然導致零件竄動,嚴重影響零件的加工穩定性,存在較大安全風險。觀察毛坯,不屬于典型的四方或者六方零件,使用虎鉗加工的可能性極低。因此,只能通過修改鍛件模型或者焊接增材的方式增加工藝耳片,實現穩定、便捷的裝夾加工,后續選擇裝夾方式時應充分考慮。
3 數控加工路線
根據零件的技術要求和結構特點分析,本著機床周轉盡量少、加工工序盡量少的原則,選用五坐標立式加工中心進行加工。這樣整個機械加工過程就能約束在同一臺機床上完成,正反面兩個工位安排工序就能實現零件全部數控加工到位,實現了裝夾、周轉次數最小化,能夠更好地保證零件的尺寸精度,同時提升整體效率。
依據“先面后孔、先粗后精、先主后次、基面先行”的原則,初步制定的角盒零件數控加工工藝流程見表1。

表1 角盒零件數控加工工藝流程
4 工藝難點與解決措施
圍繞數控加工路線及零件結構工藝性分析,確定加工細節,主要內容如下。
1)工藝準備階段主要解決裝夾定位問題,創新使用氬弧焊焊接工藝耳片的方式,增加裝夾定位用凸臺。
選擇焊接方式及耳片結構時,主要考慮焊縫強度及熱影響區兩方面因素。在滿足強度要求的情況下,工藝耳片厚度應盡可能小,以方便后續切除。該角盒零件輪廓尺寸<250mm,依據前期焊接試驗結論,設置兩處10mm厚工藝耳片即可滿足強度要求。根據現場壓板尺寸一般為50mm,基準孔直徑加切斷耳片用刀具直徑約30mm,設置工藝耳片尺寸為50mm×35mm×δ10mm。工藝耳片采用單側V形坡口,坡口深度4mm,焊接電流100A,此時10mm工藝耳片可完全焊透,零件側熱影響區約為3.5~4.2mm,毛坯余量滿足要求(焊接形式見圖3)。因工藝耳片位置精度要求較低,而手工氬弧焊操作簡單,所以為工藝耳片焊接首選。
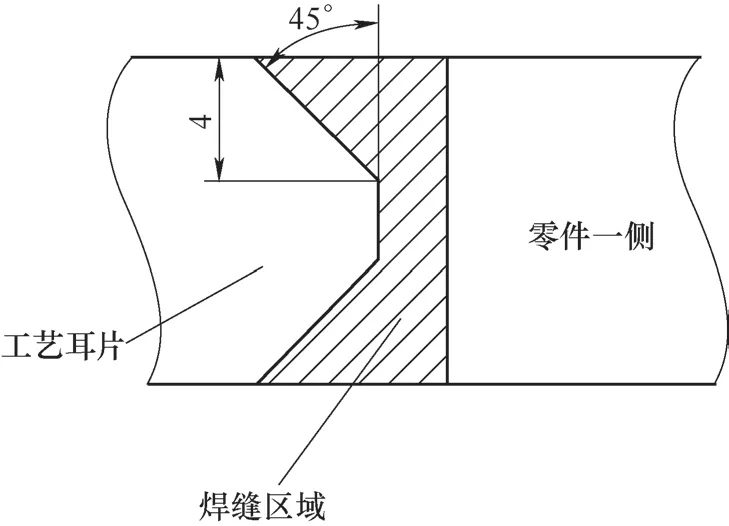
圖3 焊接形式
通過增加工藝耳片,在耳片上鉆制2個φ12mm基準孔,滿足一面兩孔數控加工快速裝夾定位,且每個工序只需一次裝夾即可完成加工,有效保障了零件的尺寸精度和表面質量。焊接凸臺如圖4所示。

圖4 焊接凸臺示意
2)粗加工主要去除多余余量,對加工表面質量及尺寸精度要求較低,主要以順銑為主,可以減少刀具損耗,保持機床平穩[2];半精加工的目的是去除粗銑后殘留,去除拐角處局部大余量,盡量保證精加工余量均勻,同時判斷零件變形及裝夾情況是否合格;精加工的目的是按照設計要求,將所有尺寸加工到位,同時保證零件加工表面質量達到最優。由于在切削過程中極易造成擦傷和接刀棱,所以必須控制加工速度,以低速進行[3]。依據上述原則,該角盒零件數控加工過程中的刀具安排及加工策略見表2。
分析以上方案,粗銑采用Z向分層的策略。因零件輪廓尺寸較小,余量較少,可以直接使用φ20mm刀具進行粗銑,與大直徑刀具粗銑效率相差無幾,且后續無需清理轉角,反而提升加工效率。針對內形轉角、底角均有R8mm、R4mm兩種規格的問題,精銑先采用D20R4刀具進行加工,然后使用D8R4刀具對R4mm轉角和R8mm底角進行行切補加工,實現零件完全數控加工到位的目標;對于雙曲面結構,采用行切策略加工到位,殘留高度設置為0.01mm,以滿足表面粗糙度值Ra=3.2μm的設計要求。

表2 數控加工過程中的刀具安排及加工策略
5 結束語
該角盒零件的數控加工均是在藍寶蒂RAMMATIC 1001型五坐標立式加工中心上完成,顯示出了五坐標擺軸加工的優異性。通過創新使用焊接工藝耳片的裝夾方式,完美實現了小型模鍛件數控加工的快速定位裝夾。后續刀具、編程策略及加工順序合理安排選擇,達到了穩定、優質和高效加工,對于類似零件的數控加工具有一定的借鑒 意義。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52