螺旋加工技術(shù)應(yīng)用
2022-09-20 04:55:04劉漢利葛松林
金屬加工(冷加工) 2022年9期
劉漢利,葛松林
湖北江華機(jī)械有限公司 湖北襄陽 441021
1 序言
內(nèi)外螺旋的加工技術(shù)是槍械生產(chǎn)的關(guān)鍵技術(shù)。槍械制造單元中內(nèi)外螺旋閉鎖配合精度的高低,直接決定槍支的射擊精度和使用壽命。下面著重介紹內(nèi)螺旋的數(shù)控加工技術(shù)。
2 設(shè)計(jì)原理分析
雖然車螺旋屬于車螺紋的范疇,但是卻和車螺紋有著本質(zhì)的不同。車螺紋只需給定螺距、進(jìn)給深度及切削長度,給定螺紋加工循環(huán)指令G92即可完成車削;而車螺旋除了需要以上數(shù)據(jù)外,還需精確控制進(jìn)刀點(diǎn)的起始位置及起始角度。所有的螺旋加工都對螺旋起始角(螺旋起點(diǎn)和工件水平基準(zhǔn)面的夾角)有要求,有的30°、有的40°不等,這就要求夾具在軸向定位的同時(shí),還必須精準(zhǔn)限制工件的旋轉(zhuǎn)角度,然后數(shù)控系統(tǒng)通過特殊螺紋加工循環(huán)指令G32來完成加工[1]。某零件車螺旋工序如圖1所示,其中旋切起點(diǎn)坐標(biāo)距C面50.4+0.10mm(Z向),沿C面順時(shí)針旋轉(zhuǎn),螺距為3mm。螺旋面表面粗糙度值Ra≤1.6μm。
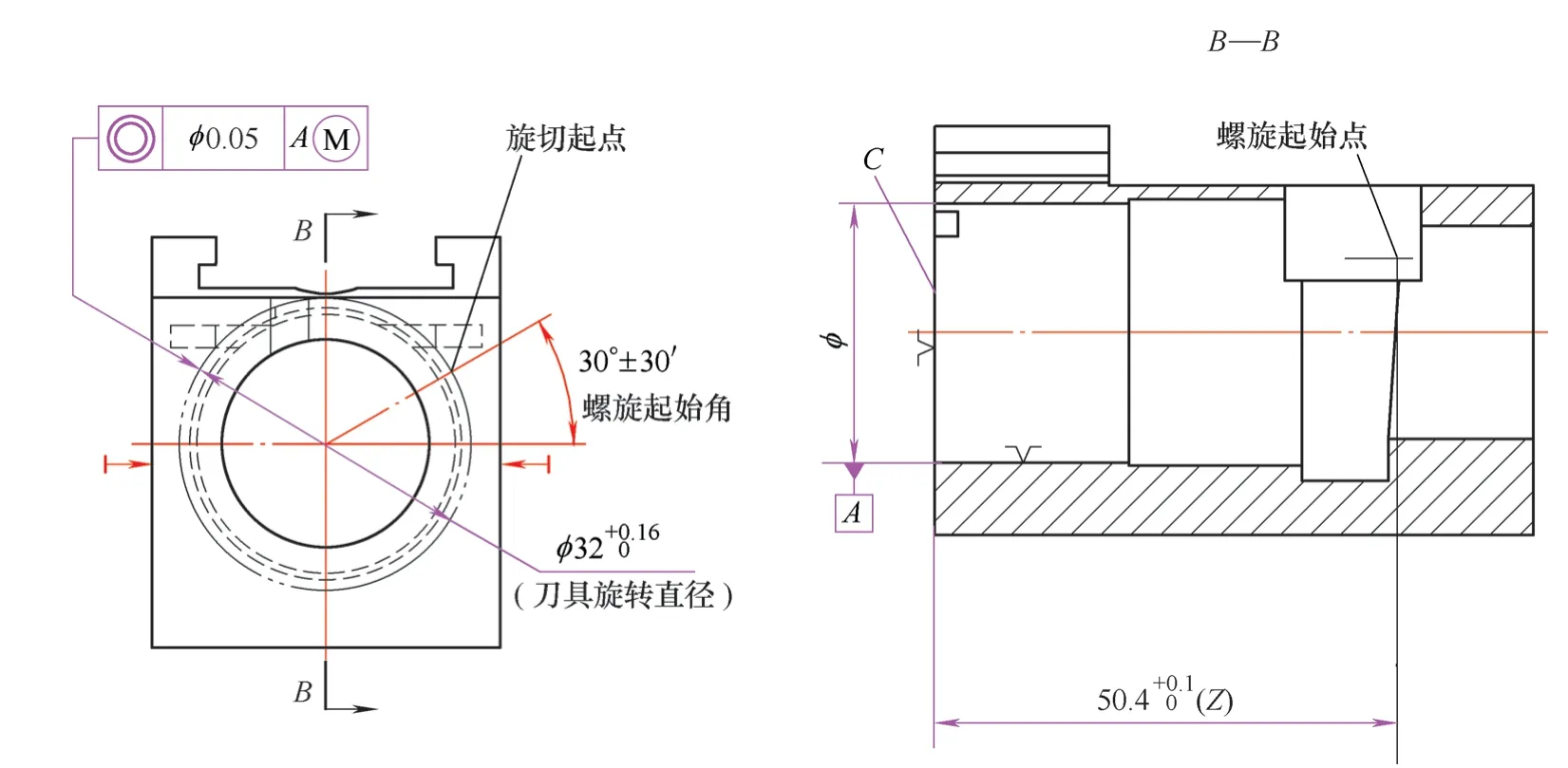
圖1 某零件車螺旋工序
2.1 夾具設(shè)計(jì)思路
假定工件是圓柱回轉(zhuǎn)體,在內(nèi)孔某位置軸向距離上加工內(nèi)螺旋,優(yōu)先采用自定心卡盤裝夾工件。圓柱回轉(zhuǎn)體在自定心卡盤中可任意轉(zhuǎn)動(dòng)裝夾,旋轉(zhuǎn)起來是一個(gè)正圓。當(dāng)工件旋轉(zhuǎn)一周時(shí),要想控制螺旋起始角度,就需要限制工件在自定心卡盤或?qū)S脢A具中的徑向旋轉(zhuǎn)位置角度。通常的做法是先在工件外圓上銑出平面,要求銑出的平面度≤0.05mm,相對于工件軸線的平行度≤0.02mm;然后以銑出的平面為加工基準(zhǔn),在外圓上給定軸向尺寸鉆φ4mm工藝孔,工藝孔需鉆在后續(xù)工序可去除部位,要求相對于基準(zhǔn)平面的垂直度≤0.03mm;鉆孔后插入φ4mm銷,將工件放入自定心卡盤,φ4mm銷緊貼自定心卡盤三爪中的一爪之后緊固,工藝銷的放置如圖2所示。至此解決了圓柱體工件在自定心卡盤中的徑向定位問題,即限制了螺旋的起始角度[2]。圖3所示為燃燒室工件。
如果工件外輪廓是立方體,需要加工孔內(nèi)螺旋,同樣也存在控制螺旋起始角的問題。通常的做法是先行制作專用工裝,利用夾具限制工件徑向旋轉(zhuǎn)角度,可以很方便地實(shí)現(xiàn)限制內(nèi)螺旋的起始角度。
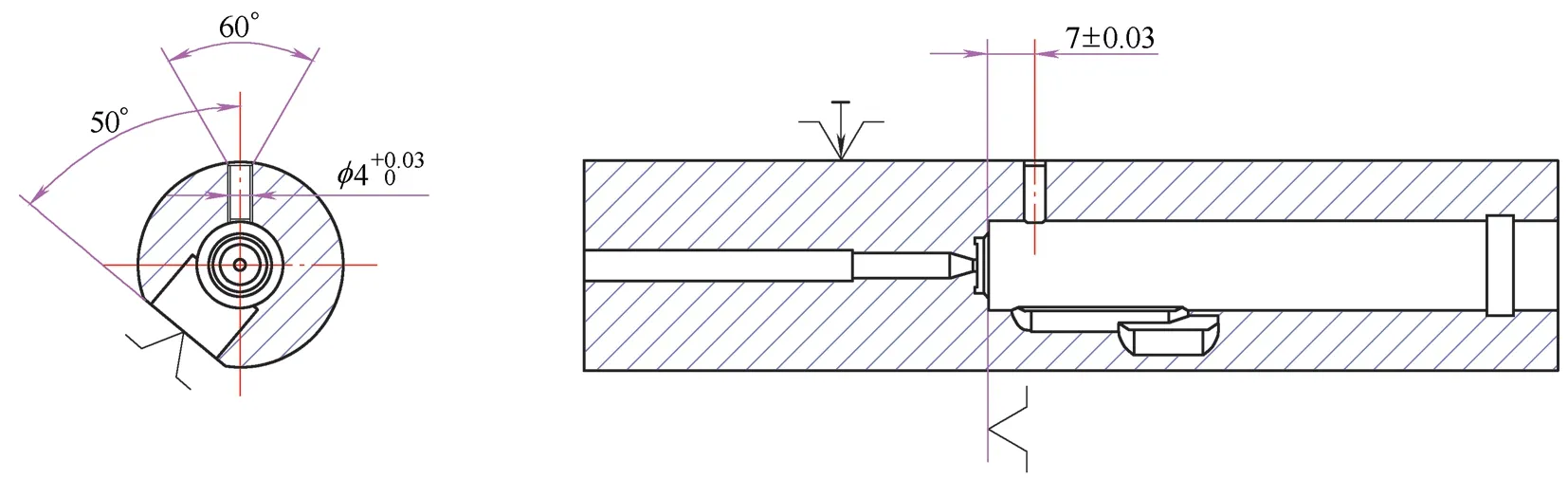
圖2 工藝銷的放置
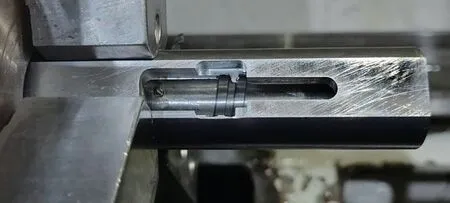
圖3 燃燒室工件
2.2 加工難點(diǎn)分析
因?yàn)槁菪慕K點(diǎn)相對于工件基準(zhǔn)面往往有著很高精度的位置尺寸關(guān)系,加工內(nèi)孔螺旋還必須在開窗處進(jìn)、退刀(開窗相當(dāng)于加工螺紋時(shí)的進(jìn)、退刀槽),這就意味著整個(gè)螺旋加工過程都是在斷續(xù)切削的狀況下進(jìn)行,而且會(huì)遇到受孔徑限制刀桿直徑同時(shí)受限的情況,在每刀行程結(jié)束后會(huì)產(chǎn)生刀頭回彈現(xiàn)象。另外,由于加工完的螺旋面表面質(zhì)量要求非常高,一般情況下要求表面粗糙度值Ra達(dá)到0.8~1.6μm,所以對加工內(nèi)螺旋所使用的刀具有著很高的要求。
對于內(nèi)孔螺旋切削刀具來說,加工過程中存在排屑空間小、冷卻不到位,以及持續(xù)的斷續(xù)切削等問題,都會(huì)造成刀具的異常磨損,從而大大縮短其使用壽命。這些問題在孔內(nèi)螺旋的加工中都會(huì)遇到[3]。當(dāng)?shù)毒吣p后,螺旋面的表面質(zhì)量將達(dá)不到工藝要求。同時(shí)因斷續(xù)切削產(chǎn)生的反彈作用力也會(huì)增大,當(dāng)達(dá)到金屬疲勞極限后,會(huì)使刀桿從頸部或根部崩斷。斷續(xù)切削還會(huì)使刀具切削刃急劇磨損,從而產(chǎn)生讓刀現(xiàn)象,造成因螺旋槽底部直徑減小而達(dá)不到尺寸要求的問題。只有加工區(qū)域惡劣的切削環(huán)境得到改善,加工才能繼續(xù)下去。
2.3 刀具應(yīng)用分析
為應(yīng)對以上問題,通常會(huì)選擇高速鋼來制作刀具。高速鋼具有很高的強(qiáng)度和韌性,可耐高溫、耐沖擊。在滿足工件孔徑限制和螺旋槽單邊深度限制的前提下,應(yīng)盡可能增加刀桿截面積,使刀具具有較好的強(qiáng)度和韌性,可以抵御因斷續(xù)切削產(chǎn)生的刀頭回彈現(xiàn)象。刀具還應(yīng)刃磨鋒利,最大限度減少讓刀現(xiàn)象的發(fā)生。同時(shí),應(yīng)充分噴淋切削液,采用低轉(zhuǎn)速進(jìn)行切削,用粗、精車加工方式小余量切削,可將刀具磨損程度降至最低。圖4所示為刀具。

圖4 刀具
2.4 刀具的刃磨
在實(shí)際應(yīng)用中,受工件孔徑限制,刀具刀頭寬度應(yīng)小于內(nèi)孔直徑,刀具才能進(jìn)入孔內(nèi)切削。為盡可能增加刀桿截面積,切削刃和刀桿間的距離只需略大于螺旋槽單邊深度即可。這就造成刀具可重復(fù)使用次數(shù)減少,特別不適合手工進(jìn)行修磨再使用。為解決這一問題,將小磨頭置于自定心卡盤夾緊并起動(dòng)正轉(zhuǎn),刀具置于刀架上略高于磨頭中心軸線2mm處后緊固,用手輪方式移動(dòng)刀具至磨頭處,微量進(jìn)給修磨切削刃至鋒利即可。圖5所示為刀具修磨。

圖5 刀具修磨
3 程序的編制
螺紋加工的常用指令有G92、G32和G76等。車螺旋進(jìn)刀必須在開窗處進(jìn)行,螺旋起始角度必須正確無誤才能精確定位螺旋起點(diǎn)位置,每刀結(jié)束后要編輯退刀步驟,否則就會(huì)過切,造成起點(diǎn)位置偏移。經(jīng)過多次試加工對比,選用G32指令進(jìn)行編程。G32代碼后綴可編輯進(jìn)退刀數(shù)據(jù),還可編輯Q指令來改變起始角度。采用G32指令的不足之處是編程工作量大。因?yàn)橐粋€(gè)程序段語句只可以控制一個(gè)動(dòng)作,所以需要編輯多段程序才能完成螺旋車削過程[4]。圖6為某零件螺旋加工圖樣,其中螺旋起始點(diǎn)B在φ19.2mm圓上,螺距(7±0.045)mm,右旋。螺旋面表面粗糙度值Ra≤1.6μm。
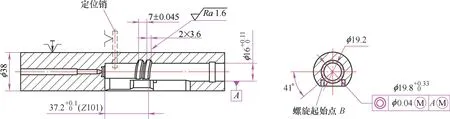
圖6 某零件螺旋加工圖樣
依據(jù)圖6編輯程序如下。
T0101 M04 S20
G0 X-15.6 Z20 M08
Z-74.44
G32 X-16.2 F30 J0 K0
G32 Z-60.7 F7 J0 K0
G0 X-15.6
Z-74.44
G32 X-16.3 F30 J0 K0
G32 Z-60.7 F7 J0 K0
G0 X-15.6
Z-74.44
G32 X-16.4 F30 J0 K0
G32 Z-60.7 F7 J0 K0
G0 X-15.6
Z-74.44
G32 X-16.5……
將程序依次編完,一直編到“G32 X-20.2……”結(jié)束,可見編程工作量是非常大的。但是在實(shí)際加工中,工序的尺寸可控性很好,加工精度有保證,工藝符合性100%。
4 結(jié)束語
螺旋加工技術(shù)不僅應(yīng)用在軍品制造領(lǐng)域,在民品制造中應(yīng)用也很廣泛。螺旋不僅可以在數(shù)控車床上加工,也可以在四軸數(shù)控銑床上加工,這項(xiàng)技術(shù)不是一蹴而就的,而是需要多年實(shí)踐經(jīng)驗(yàn)的積累。本文通過對車削夾具和刀具的使用分析以及改進(jìn)加工方法的介紹,以實(shí)用性為原則,重點(diǎn)分享了孔內(nèi)螺旋的加工技術(shù)和經(jīng)驗(yàn),力求能解決類似加工中遇到的實(shí)際問題。