新型高速紗線毛羽儀的設計與實現
2022-09-16 02:16:24吳晨露邱學明辛斌杰侯維巖
棉紡織技術 2022年9期
關鍵詞:檢測
吳晨露 胡 廣 邱學明 辛斌杰侯維巖
(1.鄭州大學,河南鄭州,450001;2.河南省紡織產品質量監督檢驗院,河南鄭州,450001;3.萊州市電子儀器有限公司,山東煙臺,264000;4.上海工程技術大學,上海,201620)
紗線毛羽是指纖維未被卷入紗線條干而伸出紗線主體的部分,是評定紗線質量的重要參考指標之一[1]。國內外紡織儀器廠研制了多種檢測儀器,其中以瑞士USTER HL系列產品頗具先進性,占據了國際大部分市場。
目前常用的紗線毛羽檢測方法有光電分級統計法、全毛羽光電法和圖像處理法[2-3]。光電分級統計法和全毛羽光電法存在檢測結果重復性差、無法獲得直觀的毛羽圖像、檢測效率低的缺點[4-5]。圖像識別處理法可以有效提高檢測精度和速度,但在低照射條件下,紗線速度達到100 m/min以上時,采集到的紗線圖像會出現明顯的拖影,不能達到高速輸出和高曝光的要求[6]。
近年來,隨著圖像采集和處理技術的不斷發展,國內外研究人員將圖像處理技術應用到紗線毛羽檢測,提高毛羽檢測的準確性和高速實時性[7-8]。PINTO R等人利用顯微數碼相機采集紗線圖像,采用Otsu算法自動二值化,形態學閉處理,低通濾波去除孤立點獲得紗線條干圖像[9]。孫銀銀等人使用MOTIC SME-140視頻顯微鏡相機采集紗線圖像,經處理獲得紗干和毛羽圖像,以紗干邊緣為基準線,分割紗線毛羽并計數[10]。王文帝等人設計了一種在單一視角下的紗線毛羽采集系統,使用自適應閾值灰度增強和線性區域閾值分割算法獲得紗線外觀參數,得到檢測結果[11]。
本研究旨在國產化儀器的升級換代,針對目前國內缺乏高速紗線毛羽檢測儀器的狀況,設計了一種新型高速紗線毛羽儀。針對400 m/min的紗線檢測速度,設計使用了大功率840 nm 10串10并紅外LED陣列光源搭光源驅動器、背照式CCD相機對圖像進行采集,采用雙通道信號發生器解決光源和相機曝光窗口同步問題,進而得到高質量紗線圖像。針對采集到的圖像進行閾值分割和二值化,使用腐蝕膨脹形態差分法得到毛羽圖像,識別、計數得到毛羽數量。
1 系統設計思路
本新型高速紗線毛羽儀分為圖像采集、圖像處理、長度標定、輸出界面、運作執行機構、總控協調6個部分。紗線由牽引羅拉卷繞過檢測區,照相機拍攝,光源提供背光照明,圖像處理獲得毛羽長度與數量。新型高速紗線毛羽儀的結構框圖如圖1所示。

圖1 新型高速紗線毛羽儀的結構框圖
2 系統硬件結構
圖像采集部分主要由照相機、光源及光源驅動器、信號促發器組成,其高速紗線毛羽儀圖像采集組件俯視圖如圖2所示。

圖2 新型高速紗線毛羽儀圖像采集組件俯視圖
(1)光源。為了達到高速采樣的要求,采用了大功率840 nm10串10并紅外LED陣列,發光面尺寸20 mm×20 mm。其總功率100 W,電壓15 V,電流7 000 mA,發光強度可以在400 m/min條件下獲得無拖尾圖像。使用間歇性強光投射在勻光屏上形成背光,以大占空比降低總功率,減少散熱壓力。
(2)光源驅動器。在激光驅動器基礎上,增加大功率電源模塊,設計了一個電流可調的光源驅動器模塊。該模塊電流上升時間小于5 ns,電流下降時間小于2 ns,輸出波形幾近方波,上升沿和下降沿短于紅外LED工作的上升沿和下降沿,不會造成發光延遲。
(3)信號發生器控制器。采用可編程多通道信號發生器,信號頻率80 Hz,脈沖寬度50 ns步進,雙通道,同時控制激光驅動器和CCD的硬觸發快門,實現了大功率LED和相機曝光窗口動態同步,為多周期圖像采集創造條件。
(4)照相機。采用130萬像素照相機。CCD全局快門速度取1 ms,其曝光窗口寬于光脈沖。背照式采集圖像,背照式傳感器擁有更高的寬容度、更快的數據吞吐率、更佳的低光照成像能力。鏡頭是8 mm焦距的低畸變鏡頭,視場角33.4°[12],確保焦段鏡頭可以滿足毫米級毛羽圖像微距拍攝,保證在25 mm距離內毛羽有清晰的成像。
3 圖像識別處理算法
圖像處理流程圖如圖3所示。

圖3 圖像處理流程圖
圖像處理基本分成以下幾個部分。一是圖像預處理。首先采用雙邊濾波對圖像進行去噪[13],灰度化,再用改進的動態閾值反差法對圖像進行閾值分割和二值化,最后使用最大區域提取法消除孤立點,得到清晰的紗線圖像。二是圖像增強。對二值化圖像進行形態差分學處理,分別得到紗干圖像、毛羽圖像。三是目標檢測,即圖像毛羽計數及統計,以紗干均值直徑作為表觀直徑,以紗干作為基準線,采用像素法對毛羽圖像進行計數,統計該基準線1 mm、2 mm、3 mm、4 mm、5 mm、6 mm、7 mm、8 mm、9 mm、10 mm范圍的毛羽數量。四是將計數結果回傳給后臺,統計并得出其直方圖。
3.1 圖像預處理
圖像采集得到分辨率1 280像素×960像素無拖尾圖像,其紗線圖像如圖4所示。

圖4 紗線圖像
3.1.1 圖像去噪
光電子噪聲是由光的統計本質和圖像傳感器中光電轉換過程引起的。在弱光照的情況下,用具有泊松密度分布的隨機變量作為光電噪聲的模型;在強光照情況下,泊松分布趨向更易描述的高斯分布[14-15]。本研究采用強光作為背光,噪聲分布更趨向于高斯分布,采用雙邊濾波去噪,即在高斯濾波的基礎上加入了像素值權重項,既考慮距離因素,也參考周圍像素點的相似度。經過雙邊濾波處理后的圖像,在有效消除噪聲的同時保留圖像中的重要信息。
3.1.2 灰度化
將RGB圖像運用平均算法轉換為單通道的灰度圖像。算法如式(1)所示。

3.1.3 動態閾值反差法
常見的閾值分割需要計算整幅圖的灰度閾值,導致計算時間長、檢測效率低,如大津閾值法、灰度直方圖法、最大熵法[16]。
本系統在一定相機曝光時間下光源恒定,獲得的圖像基本不變。因此,采用動態閾值分割法獲取圖像閾值,再進行反向二值化。不做閾值預設,不做灰度統計,只針對像素點鄰域處理,避免灰度不均勻造成的誤判,減小閾值計算量,提升檢測效率。本研究提出的動態閾值反差法如圖5所示。

圖5 動態閾值反差法
具體實現流程為:
假設輸入圖像為I、高為H、寬為W,其中,W和H均為奇數。Pn為圖像中位于點n處的像素。
(1)建立M×N的模板作為滑動窗口,其中,M、N為奇數,M<W且N<H。
(2)將該滑動窗口沿原圖像I交替地從左到右及從右到左遍歷。
(3)在某一個八鄰域內做處理。假設fs(n)是像素點n鄰域的像素總和,其中灰度值255表示白色,灰度值0表示黑色。那么該鄰域反向二值化情況如式(2)所示。

(4)重復(2)、(3),直到遍歷完整幅圖像。
3.1.4 去除孤立點
采用最大區域提取法去除孤立點。具體步驟:對紗線二值化圖像進行八鄰域標記,區分孤立區域與紗干區域;將標記的各個區域的面積大小進行像素統計;保留面積最大的區域(紗干區域),去除其他孤立區域。預處理后圖像如圖6所示。

圖6 預處理后圖像
3.2 圖像增強
形態學處理:對紗線二值化圖像先腐蝕再膨脹可以得到紗干圖像,進而得到毛羽圖像[17-18]。其基本原理利用結構B對圖像A進行開運算,其算法表達式如式(3)所示。

即用結構元B對圖像A先進行腐蝕再進行膨脹處理。對圖像進行腐蝕操作,消除圖像邊緣多余的像素點,細化紗線圖像。對紗線圖像進行膨脹操作,平滑斷裂的紗線圖像,得到精準的紗干圖像。經試驗得出,結構元Disk對斜線處理效果較好,結構元Diamond對垂直線條和交叉線條處理效果較好。
具體試驗流程:使用結構元Diamond(5×5)對圖像進行處理,得到紗干圖像;紗干圖像與原圖像差分得到毛羽圖像;細化毛羽圖像;細化后毛羽圖像與原圖像差分得到中空紗線圖像;使用結構元Disk(3×3)對中空紗線圖像進行處理得到精準紗干圖像;精準紗干圖像與原圖像差分得到精準毛羽圖像。增強后圖像如圖7所示。
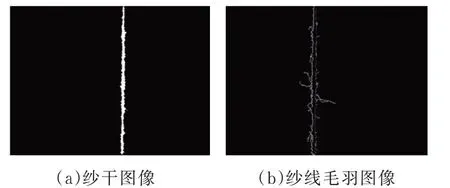
圖7 增強后圖像
3.3 目標檢測
經過鏡頭進入CCD的圖像尺寸,和原毛羽的尺寸完全不一樣。由于CCD顯示的單位是單個像素點的尺寸,因此采取靜態尺寸標定法。
將透明顯微測微標尺置于紗線經過的位置。根據顯微測微標尺在圖像中顯示的尺寸與該尺寸的像素點數量,求取1 mm對應的像素點數(像素點/mm),以該比例系數和測算對象的像素點數計算出毛羽長度。
由于CCD感光底片是規整的矩形,誤差不存在累積,故像素點的相關誤差忽略不計。毛羽長度標定采樣部件如圖8所示。

圖8 毛羽長度標定采樣部件圖
矯正圖像垂直度,使紗干中軸線在CCD傳感器平面上處于垂直狀態;以紗線邊緣為基準線,采用像素法計算毛羽的長度,像素點個數×單個像素的長度即毛羽實際長度[19]。
對1 mm、2 mm、3 mm、4 mm、5 mm、6 mm、7 mm、8 mm、9 mm、10 mm的毛羽進行數量統計及分析,并生成對應直方圖。可統計最大毛羽數、最小毛羽數、毛羽數平均值、毛羽標準偏差、毛羽變異系數以及紗干直徑等。
本新型高速紗線毛羽儀在紗線測試速度400 m/min的情況下,對連續的20幅圖像進行處理,得到包括毛羽分長度統計值、紗干均值在內的數值,平均處理時間為0.16 s/幅。
4 試驗對比與分析
使用本新型高速紗線毛羽儀和USTER ZWEIGLE HL400型毛羽儀分別在400 m/min的檢測速度下,對C 18.5 tex筒紗進行檢測,每批次檢測10個筒紗,每個筒紗檢測2次,數據取其平均值,檢測時間1 min。具體測試數據分別如表1和表2所示。

表1 新型高速紗線毛羽儀測試數據

表2 USTER ZWEIGLE HL400型毛羽儀測試數據
4.1 準確性分析
以USTER ZWEIGLE HL400型毛羽儀測試數據作為參考,對本新型高速毛羽儀測試數據進行準確性分析。以紗干為軸,將毛羽分為左右兩個區域。USTER ZWEIGLE HL400型毛羽儀檢測只在單側進行,該測試數據為紗干一側分級毛羽數量[20]。本新型高速紗線毛羽儀檢測在毛羽兩側展開,該測試數據為紗干兩側毛羽數量,且1 mm毛羽數為紗線兩側大于1 mm所有毛羽數。默認USTER ZWEIGLE HL400型毛羽儀測試數據是準確的,將表1中數據進行換算,100 m紗線樣品上,所有大于1 mm毛羽數(紗干兩側)的累計總和平均值分別為27 726根/100 m和29 542根/100 m,兩者的偏差率為6.2%。參照FZ/T 01086—2020《紡織品 紗線毛羽測定方法投影計數法》中試驗結果允許誤差±(5%~8%)的要求,本新型高速毛羽儀的準確性良好[21]。
4.2 穩定性分析
本研究通過對比新型高速毛羽儀與USTER ZWEIGLE HL400型毛羽儀的相對標準偏差(%)來體現儀器檢測的穩定性,其相對標準偏差比較如圖9所示。

圖9 相對標準偏差比較
由圖9可以看出,隨著毛羽長度增加,其相對標準偏差呈現增大趨勢。對相同長度毛羽的檢測數據(除10 mm外),新型高速毛羽儀的相對標準偏差比USTER ZWEIGLE HL400小,說明其檢測數據的離散程度小,檢驗重復性好,整體上較優。
5 結論
本研究設計并實現了一種軟硬件相結合的高速紗線毛羽儀,可以針對400 m/min高速運行的紗線進行圖像采樣,計算毛羽長度。硬件方面,以穩定LED陣列光源、全局快門的照相機為基礎,獲得高質量的紗線圖像,降低了后期圖像處理的難度,提高了系統的準確性。圖像處理方面,以雙邊濾波處理圖像,既消除噪聲,又保留了紗線圖像的邊緣信息;以動態閾值反差法處理圖像,針對像素點鄰域處理,提高處理圖像速度;針對出現的孤立點使用最大區域提取法處理,提高系統的準確度;形態差分學中,使用Disk和Diamond兩種結構元對二值化圖像進行處理,得到更為精準的紗線毛羽圖像。最后,利用像素法計算毛羽數量。
我國是紡織品出口大國,紗線毛羽問題一直是影響產品競爭力的重要因素。本研究成果已經成功應用于新型毛羽儀的批量生產中,為我國紡織品高質量發展提供了有力的技術支撐。
猜你喜歡
中國設備工程(2022年12期)2022-07-11 04:33:00
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2019年9期)2019-11-25 07:34:36
中學生數理化·七年級數學人教版(2019年9期)2019-11-25 07:34:34
中學生數理化·七年級數學人教版(2019年12期)2019-05-21 02:53:50
中學生數理化·七年級數學人教版(2019年12期)2019-05-21 02:53:48
