五軸加工中心RTCP誤差檢測及補償方法
2022-09-16 07:25:44魏雙羽劉凱蔡捷
機床與液壓 2022年14期
魏雙羽,劉凱,蔡捷
(上海第二工業大學智能制造與控制工程學院,上海 201209)
0 前言
五軸加工中心大多具有旋轉刀具中心RTCP(Rotation Tool Center Point)管理功能、多軸聯動高效切削等特性,可用于加工要求較高的復雜幾何型面,因此在航空航天等高端制造業得到了廣泛應用。
近年來,關于五軸加工中心精度校正、誤差分析等方面的研究已成為數控加工領域的熱點問題,主要圍繞3個方面來開展,其中具有代表性的研究有:(1)在機床動態精度標定和誤差補償方面,文獻[2-3]針對五軸加工中心運動學模型,建立刀具與工件的空間運動軌跡矩陣及其齊次變換關系,分析了由于機床誤差而產生的零件表面輪廓誤差以及機床動態精度標定補償方法。(2)在五軸加工機床編程方面,文獻[4]以UG作為平臺軟件,開發了WALDRICH COBUR 五軸聯動龍門加工中心機床配套的Heidenhain530系統后處理程序,利用Vericut軟件進行仿真,簡化了五軸機床編程;文獻[5]以東芝BTU-14五軸加工中心為對象,利用Visual C++6.0開發出單獨的后置處理程序,同樣利用Vericut軟件進行仿真,降低了五軸機床數控編程難度。(3)在RTCP精度檢測與校正方面,文獻[6]提出利用球桿儀專用測量裝置,以FIDIA五軸機床為例,介紹了RTCP精度檢測方法和校正策略,實現了旋轉工作臺的機械偏向補償等,但是該文獻沒有給出如何進行數據處理和計算,缺乏對實際工作的指導;文獻[7]也是利用球桿儀測量裝置,以VMC0656e 五軸機床為例,建立了旋轉工作臺誤差相對于機器坐標系MCS(Machine Coordination System)齊次矩陣變換模型,分析了4項角度誤差和初始安裝誤差及其關系,實現了RTCP誤差檢測與補償;文獻[8]則針對缺乏球桿儀等專用測量裝置情況,提出利用機床附帶的3D檢測傳感器組件,配合系統原有的數控指令集、參數設置功能等,實現對旋轉工作臺的空間位置誤差補償,但根據文獻中的實驗數據看,精度補償的效果不是很好,補償方法還有需要進一步改進。
本文作者針對五軸機床缺乏專用檢測裝置(如球桿儀)的情況,通過分析RTCP誤差及其補償數學模型,改進文獻[8]提出的機床制造商提供的輔助計算工具,實現RTCP快速誤差檢測與補償。
1 RTCP誤差檢測與補償方法
(1)RTCP誤差補償原理
以HEERMLE C30U為例,C30U五軸加工中心結構上有3個移動軸和2個旋轉軸,典型結構如圖1(a)所示。
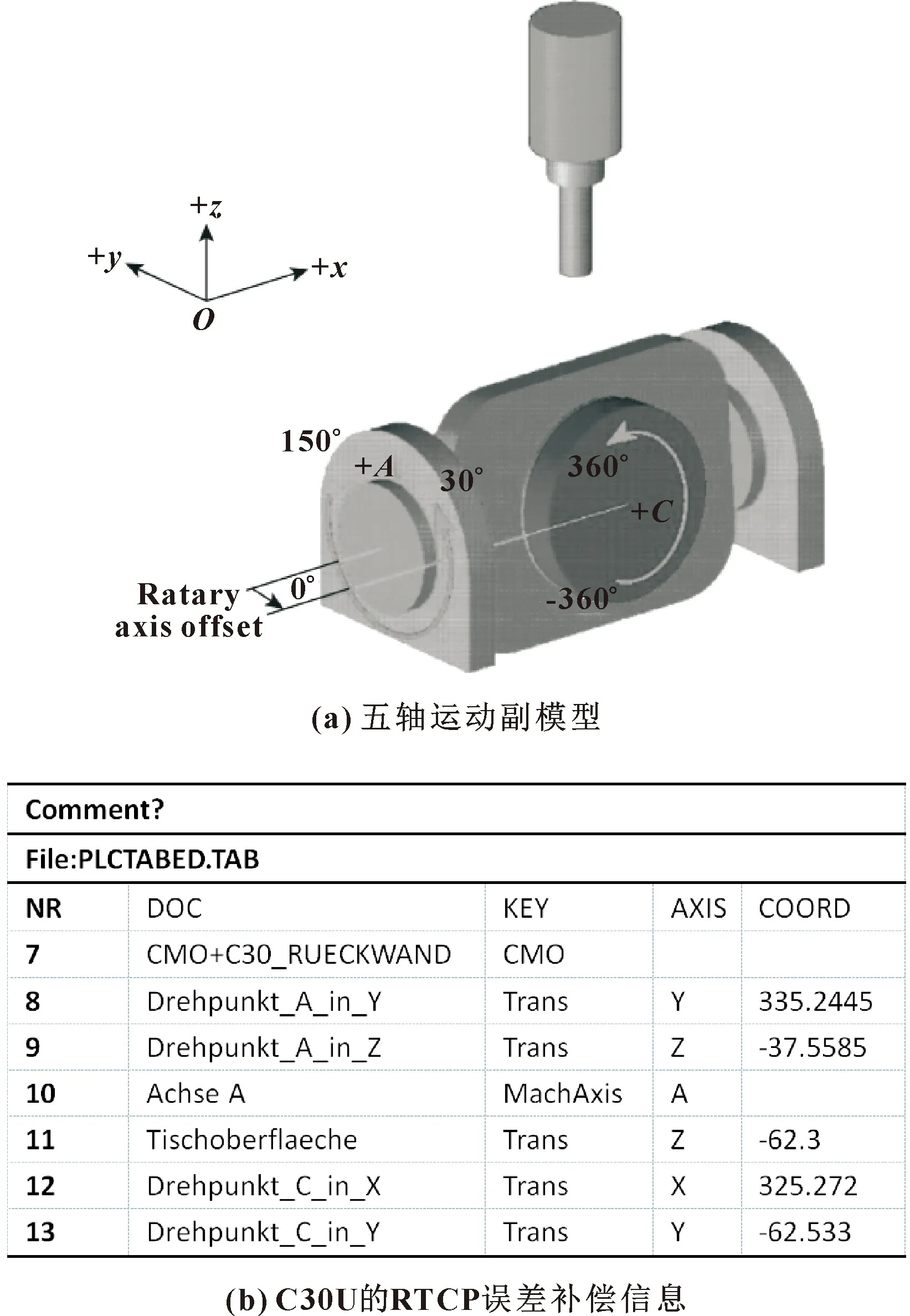
圖1 典型五軸加工中心運動副模型
其中,軸旋轉時,會帶動軸一起繞軸旋轉;軸同時可獨立旋轉;軸、軸協同平移傳動軸,共同實現加工空間的五軸聯動。軸旋轉角后的矩陣變換記為,軸旋轉角后的矩陣變換記為,公式如下。
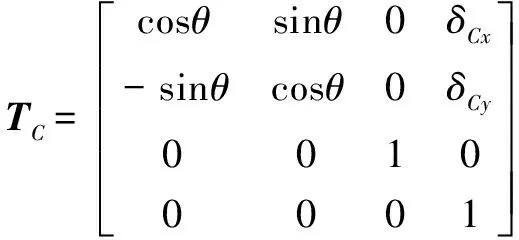
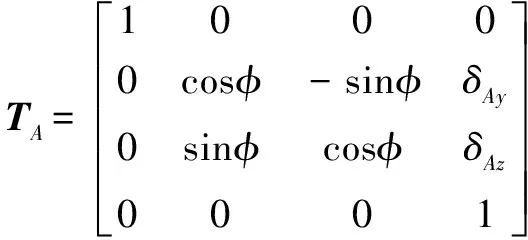
(1)
式中:、分別為軸與機器坐標系MCS在軸方向、軸方向的位置偏差;、分別為軸與機器坐標系MCS在軸方向、軸方向的位置偏差。
根據齊次變換原理,可以將旋轉工作臺的零件坐標系PCS(Part Coordinate System)的坐標(,,)換算到機器坐標系MCS下′(,,),有′(,,)=××(,,),其中:
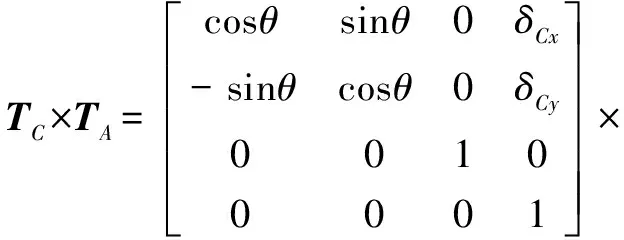
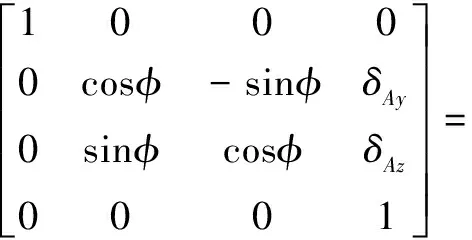
(2)
如果利用機床附帶的精密幾何在機檢測裝置,對特定的標定零件在兩個零件位置進行測量,獲得實際′(,,)坐標值,再根據式(2),可以解出軸與機器坐標系MCS的安裝誤差、,以及軸與機器坐標系MCS的安裝誤差、。
根據C30U機床關于軸在軸、軸上的偏置距離、,以及當前軸在、的設置界面,將上述獲得的、、、輸入補償,即可對RTCP誤差進行快速補償。C30U的RTCP誤差補償信息如圖1(b)所示。
(3)
(2)RTCP誤差檢測與補償方法改進
根據文獻[8],利用C30U五軸加工中心的RTCP功能以及隨機附帶的在線檢測裝置,調用循環指令,分別對零件(圖2)在{,}={(0,0),(0, 90),(0,180),(0,270),(90,180),(90,0)}6個方位對同一點進行重復測量。
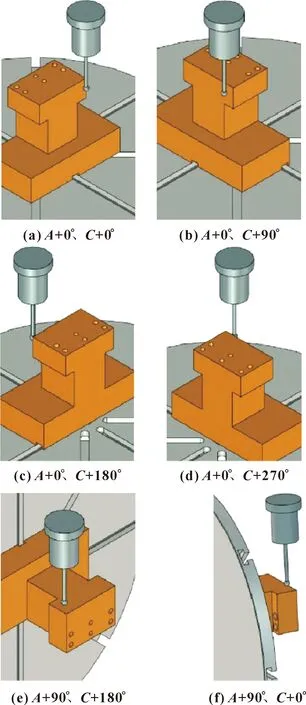
圖2 利用RTCP功能對同一點不同A、C角度配置的測量示意
圖3中的RTCP參數修正計算方法是C30U制造廠提供的經驗公式。根據該流程,首先對{,}=(0°,180°)旋轉角度配置進行測量、參數修正,然后再對方位{,}=(90°, 180°)進行測量、參數修正;最后以此對其他方位進行測量,輸出測量結果,用于判斷測量精度是否有改善。
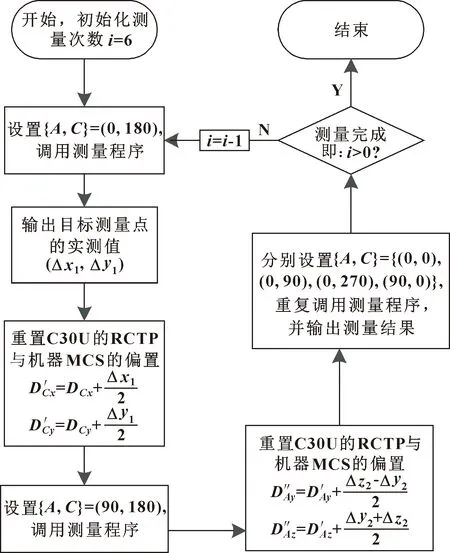
圖3 原RTCP檢測與補償流程
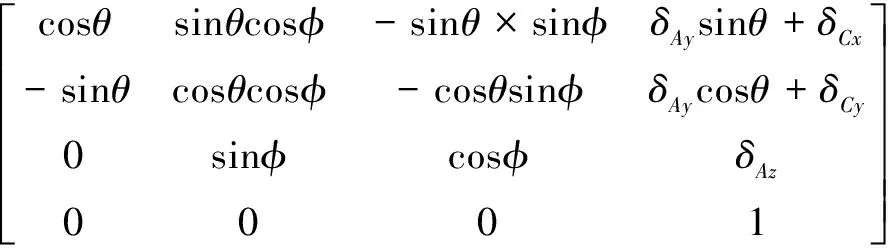
根據公式(2)可知,在=0°、=180°情況下,齊次矩陣變換為

(4)
在=90°、=180°情況下,齊次矩陣變換為

(5)
根據兩個空間位置測量數據(Δ,Δ,Δ)、(Δ,Δ,Δ)可以建立由、(軸與機器坐標系MCS在軸方向、軸方向的位置偏差)以及、(軸與機器坐標系MCS在軸方向、軸方向的位置偏差)推導的方程組如下:
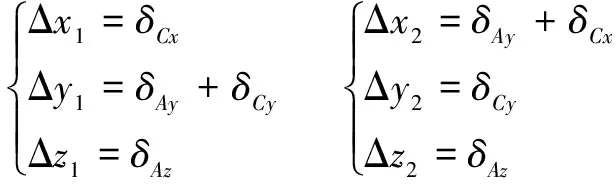
(6)
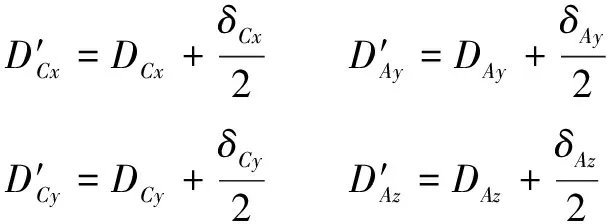
由于方程組中只有4個變量,因此有冗余解,解得RTCP參數重置參數如下:
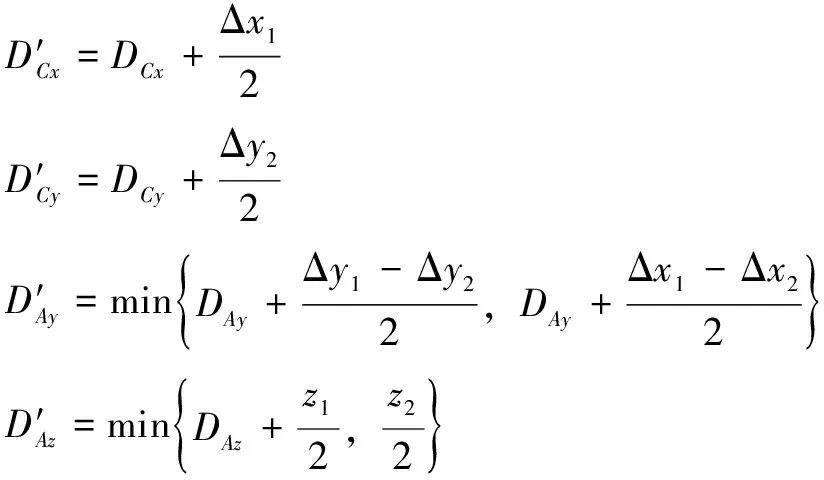
(7)
根據修改RTCP參數設置修正計算方法,可以將原來修正計算流程(圖3所示)改進為如圖4所示的新流程。
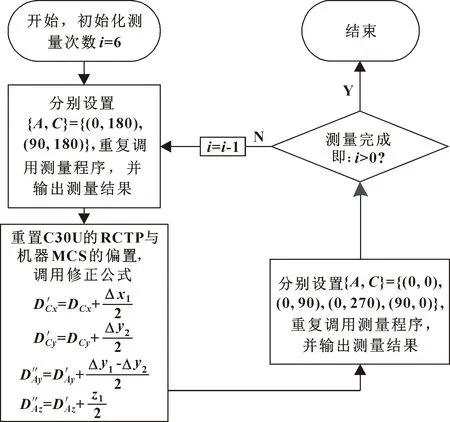
圖4 改進的RTCP誤差檢測及修正方法
對比RTCP誤差補償原理及其分析,可以看出這個經驗公式有不足,其中兩個方位的偏差計算有近似處理,存在偏差如公式(8)所示:
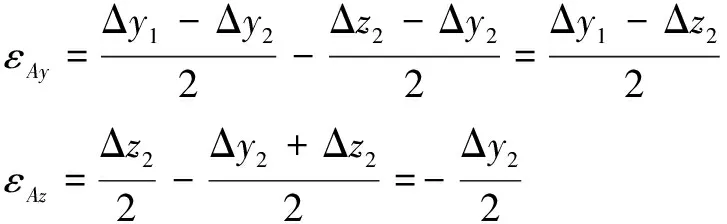
(8)
按照公式(8)給出的偏差計算方法,對文獻[8]給出的機床RTCP補償精度進行修正,結果如表1、表2所示。
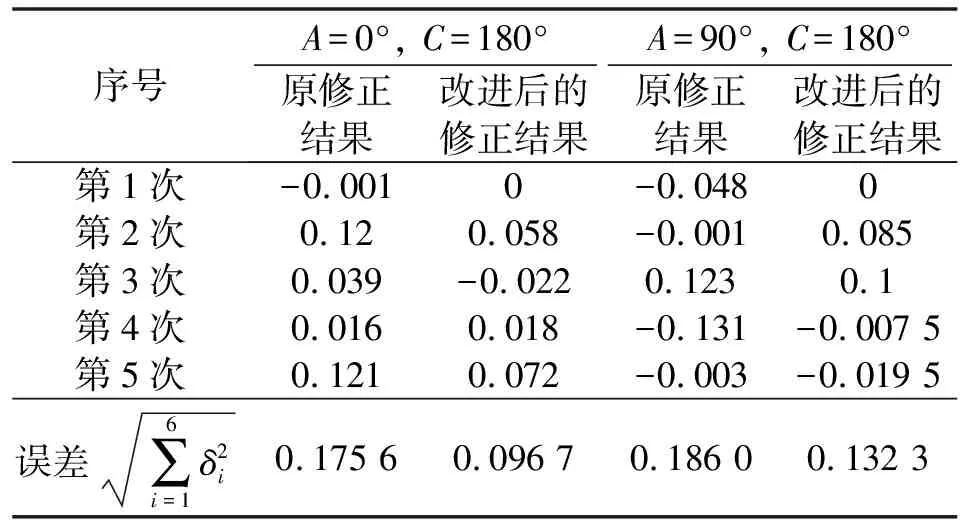
表1 改進RTCP參數設置修正方法分析(y坐標誤差)
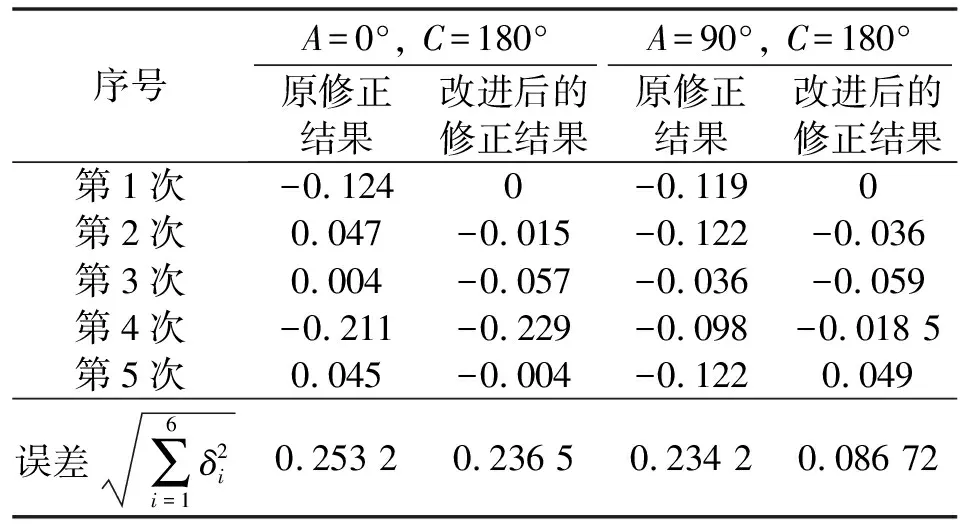
表2 改進RTCP參數設置修正方法分析(z坐標誤差)
2 結論
由于五軸機床使用一段時間后,其所裝備的RTCP參數需要在誤差檢測基礎上進行重置,否則加工精度會受影響,本文作者針對機床缺乏球桿儀等專用測量裝置情況下,通過改進文獻[8]提出的廠家經驗計算方法,以HEERMLE C30U為例進行了理論分析和實例對比。可以看出:改進后的RTCP參數設置計算方法與廠家經驗計算方法相比,綜合精度得到提高。
猜你喜歡
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
海峽科技與產業(2016年3期)2016-05-17 04:32:12
