車銑復合直驅轉臺動靜態特性優化設計
2022-09-15 06:22:48王俊雄劉康廖映華胥云
機床與液壓 2022年12期
王俊雄,劉康,廖映華,胥云
(四川輕化工大學機械工程學院,四川宜賓 644000)
0 前言
車銑復合加工中心能實現多角度加工,滿足多樣化加工需求,不僅可縮短產品制造工藝鏈,提高生產效率,而且能減少裝夾次數,提高加工精度。隨著時代的發展,機械行業對加工精度的需求也越來越高,車銑復合加工中心在機械、航空、儀表、電子等工業中占有越來越重要的地位。
數控直驅轉臺作為車銑復合加工中心的核心部件,能夠體現數控機床的高精度和高效率。它作為加工中心的第四或五軸對復雜曲面的加工具有十分重要的意義,不僅提高了數控機床的加工工件范圍及精度,而且提高了數控機床的生產效率,因此國內外學者對它進行了大量研究。WHITTAKER和SADEK在優化設計前首先進行模型簡化處理,實現在保持精度的情況下降低計算規模,從而降低計算量,節約了大量時間。目前對轉臺的優化設計方法主要是:對靜態特性的對比優化,對動態特性的對比優化,結構拓撲優化和參數優化設計。周玲莉等利用多體動力學理論,建立了直驅轉臺的空間誤差模型并進行了分析。胡秋等人以某型號高精度立式加工機床回轉工作臺為例分析了其關鍵技術,并提出了解決方案。蘇彩虹建立了直驅轉臺的銑削動力學方程,并使用Deform-3D對仿真結果進行驗證,為研究多個因素對切削力的影響提供了參考。李樹宏通過分析直驅轉臺真實的銑削工況,并與VERICUT數控仿真結果相結合,檢驗了數控代碼的正確性。欒強利等對數控機床直驅轉臺抱閘機構的工作原理進行分析,完成了多種抱閘機構設計。馬進等人通過MATLAB的Simulink模塊設計了滿足光電子基片超精密拋光要求的轉臺系統。馮博、謝黎明等通過傳熱學理論對直驅轉臺進行了熱分析,并提出了解決方案。上述文獻對直驅轉臺加工精度、優化過程展開了分析,但是尚未發現利用直驅轉臺輕量化設計提高其加工精度的研究。
因此,本文作者以某型號搖臂式直驅轉臺為研究對象,將響應面法應用到直驅轉臺優化設計,建立較為準確的直驅轉臺模型,計算轉臺的加工力,并對轉臺進行動靜特性分析,使用直驅轉臺的尺寸參數構建響應面并進行設計參數的靈敏度分析;利用NSGA-II算法對響應面進行優化得到Pareto解,重點解決直驅轉臺的輕量化設計,提高轉臺的動靜態特性。
1 切削力計算
圖1(a)所示為某型號車銑復合加工中心懸臂式直驅轉臺的剖分模型。
車銑復合轉臺的加工方式分為車削和銑削兩種,其中車削時以軸帶動工件旋轉為主運動,刀具進行進給運動,實現對工件的切削加工。而銑削時,銑刀在電主軸帶動下快速旋轉,為主運動,工件在轉臺軸的帶動下以較慢的速度旋轉,并配合軸的擺動對工件進行加工。因為軸的運動原理與軸相似,故以軸為例,其受力分析如圖1(b)所示。
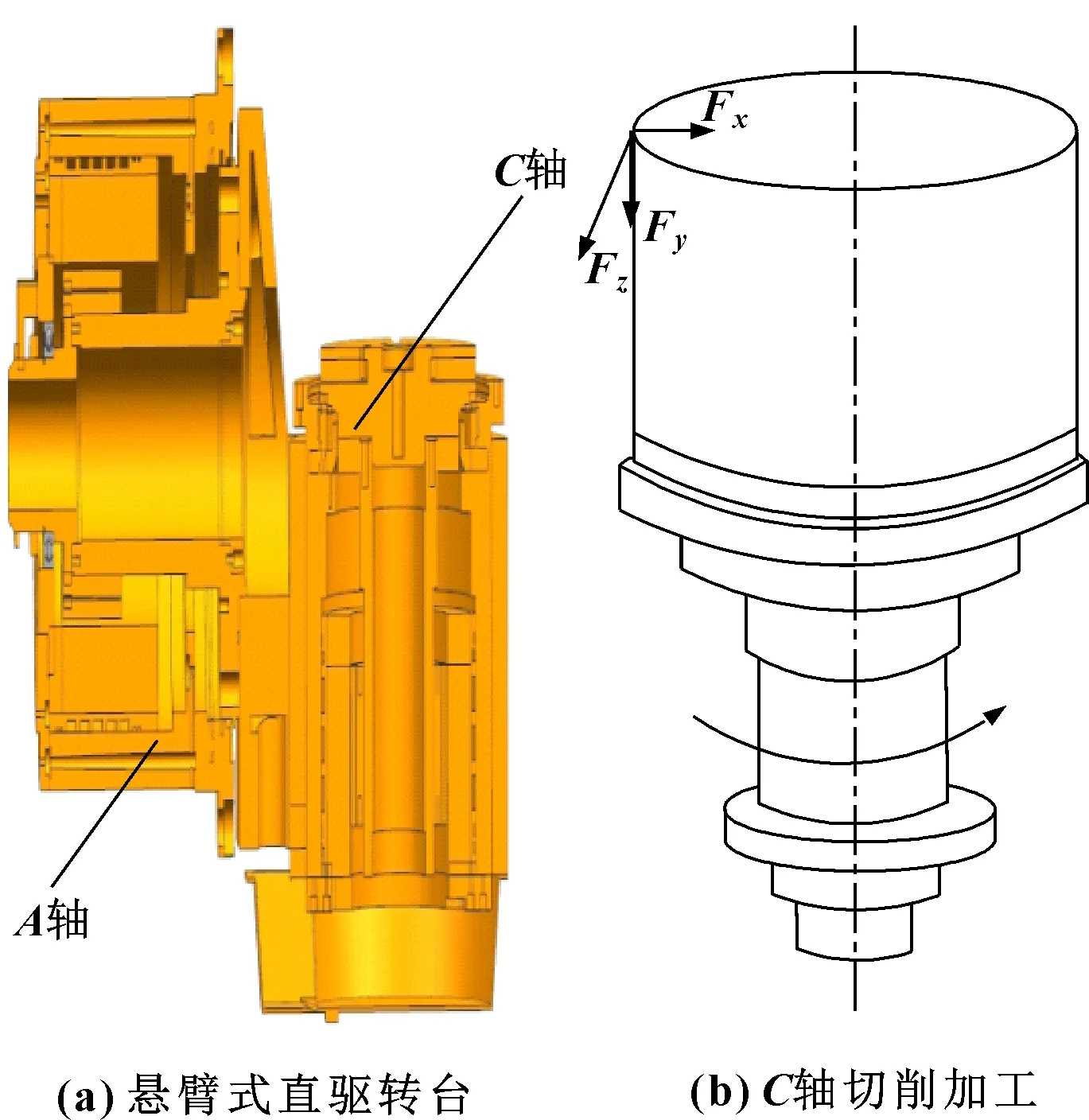
圖1 直驅轉臺結構及加工示意
1.1 車削力計算
車削時,將車削力分解為3個分力,分別為主切削力、進給力、背向力,如圖1(b)所示。
切削力為

(1)
由于工件為灰鑄鐵,根據切削實驗確定的數據,刀具的主偏角=45°,刃傾角=0°,前角=10°,查詢相關公式可以得到車削力的3個分力計算公式為
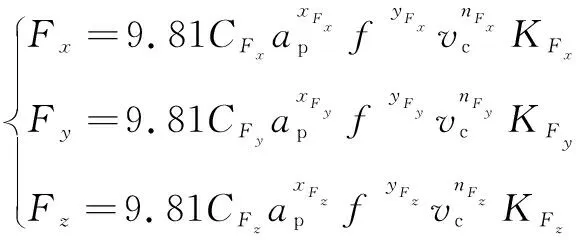
(2)
其中:、和取決于被切削金屬和切削條件;、、、、、、、、分別為3個分力的背吃刀量、進給量、切削速度的指數;、和為3個分力的修正系數。
各系數如表1所示。
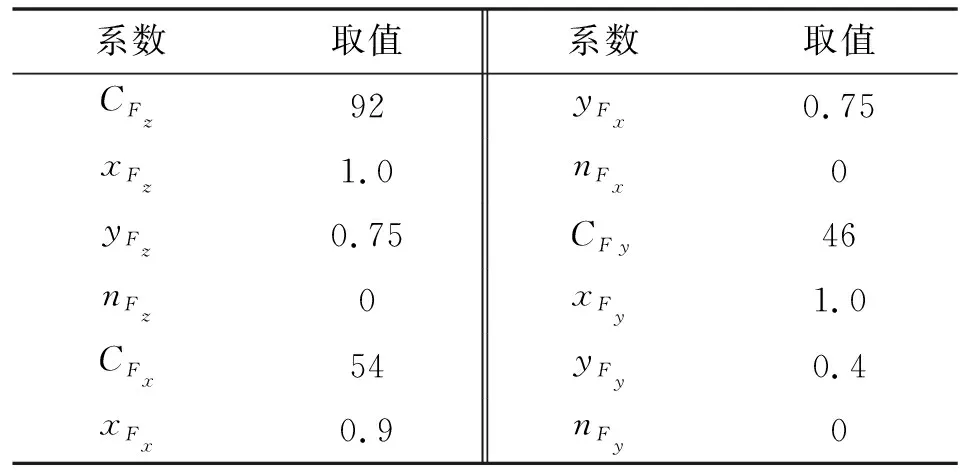
表1 在外圓縱車條件下切削力各參數系數
通過查詢相關文獻可知,在文中實驗條件下,修正系數、和均為1.0。加工類型為外圓縱車,加工時背吃刀量為3 mm,每齒進給量為0.3 mm,切削速度為1.4 mm/s。
將切削參數代入到式(1),可以得到:
=1 097.53 N=577.18 N=836.36 N
1.2 銑削力計算
與銑削力相關的參數很多,如加工轉臺的銑刀類型、加工工件的材料、加工刀具的材料等。在銑削工況下與車削使用同樣的刀具和工件材料,電主軸的功率為7.5 kW,額定轉速為1 500 r/min,銑刀直徑為63 mm,直驅轉臺的轉速為200 r/min,銑刀長度=80 mm,銑削寬度=2/3,所以=53.3 mm。銑削方式為對稱端銑削,銑削力可以用以下公式表示

(3)
其中:為銑削深度,mm;為每齒進給量,mm;為銑削寬度,mm;為銑刀齒數;為銑削直徑,mm;為修正系數。
刀具的齒數通過經驗公式(4)計算
(4)
其中:為系數;為刀具直徑,mm。端銑時各銑削分力的經驗比值如表2所示。
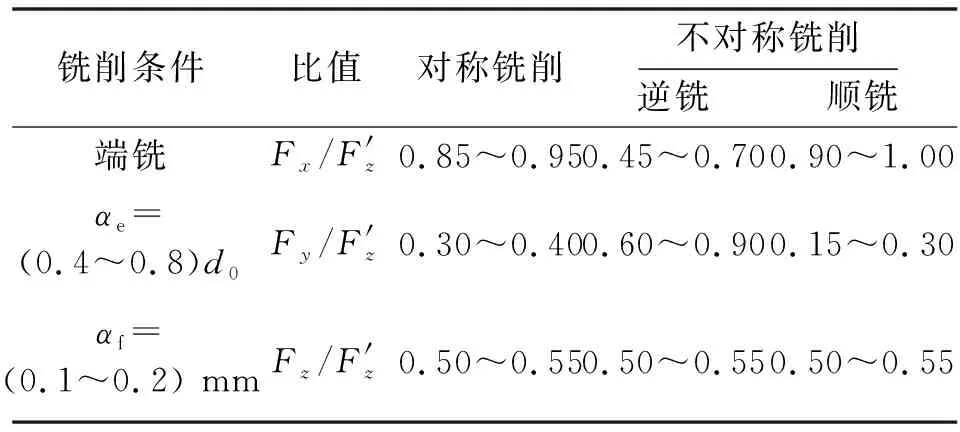
表2 端銑時各銑削分力的經驗比值
刀具采用螺旋齒銑刀,銑刀螺旋角=42°,=0.8,刀具直徑為50 mm,齒數=6。
銑削寬度=0.6=30 mm,銑削深度=2 mm,每齒進給量為=0.15 mm,代入公式求得主切削力為

端銑采用對稱端銑,各方向銑削力為
=09=761.895 N,=0.35=296.29 N,=0.52=440.20 N
2 直驅轉臺動靜特性計算與分析
2.1 實體建模
由于直驅轉臺分析需要多學科知識結合,結構和驅動方法確定較為復雜,如果要建立真實的直驅轉臺模型非常困難,所以在建立實體模型時,必須進行必要的簡化。簡化的主要方法:(1)簡化一些進行模型分析時可忽略的特征,如定位孔圓角等;(2)只分析比較關鍵的傳動部位。因此,以車銑復合加工中心直驅轉臺的軸為例,使用UG簡化并建立如圖2所示的模型。
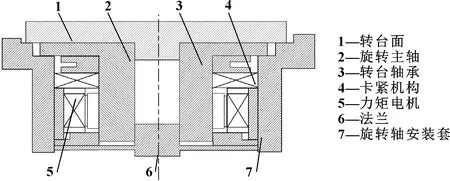
圖2 直驅轉臺簡化圖
2.2 材料選擇
轉臺面和工件使用的材料分別是HT200和HT250,安裝套與旋轉主軸使用45鋼,YRT軸承材料為GCr15,具體參數如表3所示。
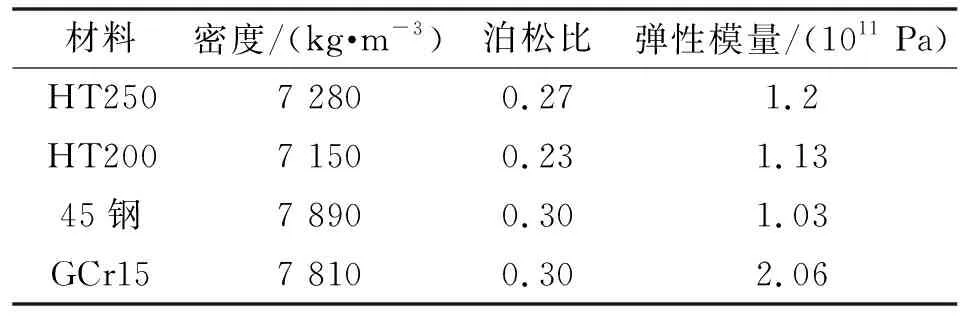
表3 材料參數
2.3 網格劃分
利用有限元分析軟件的自動劃分網格功能對直驅轉臺進行網格劃分,產生166 645個節點和67 418個網格。直驅轉臺網格劃分如圖3所示。
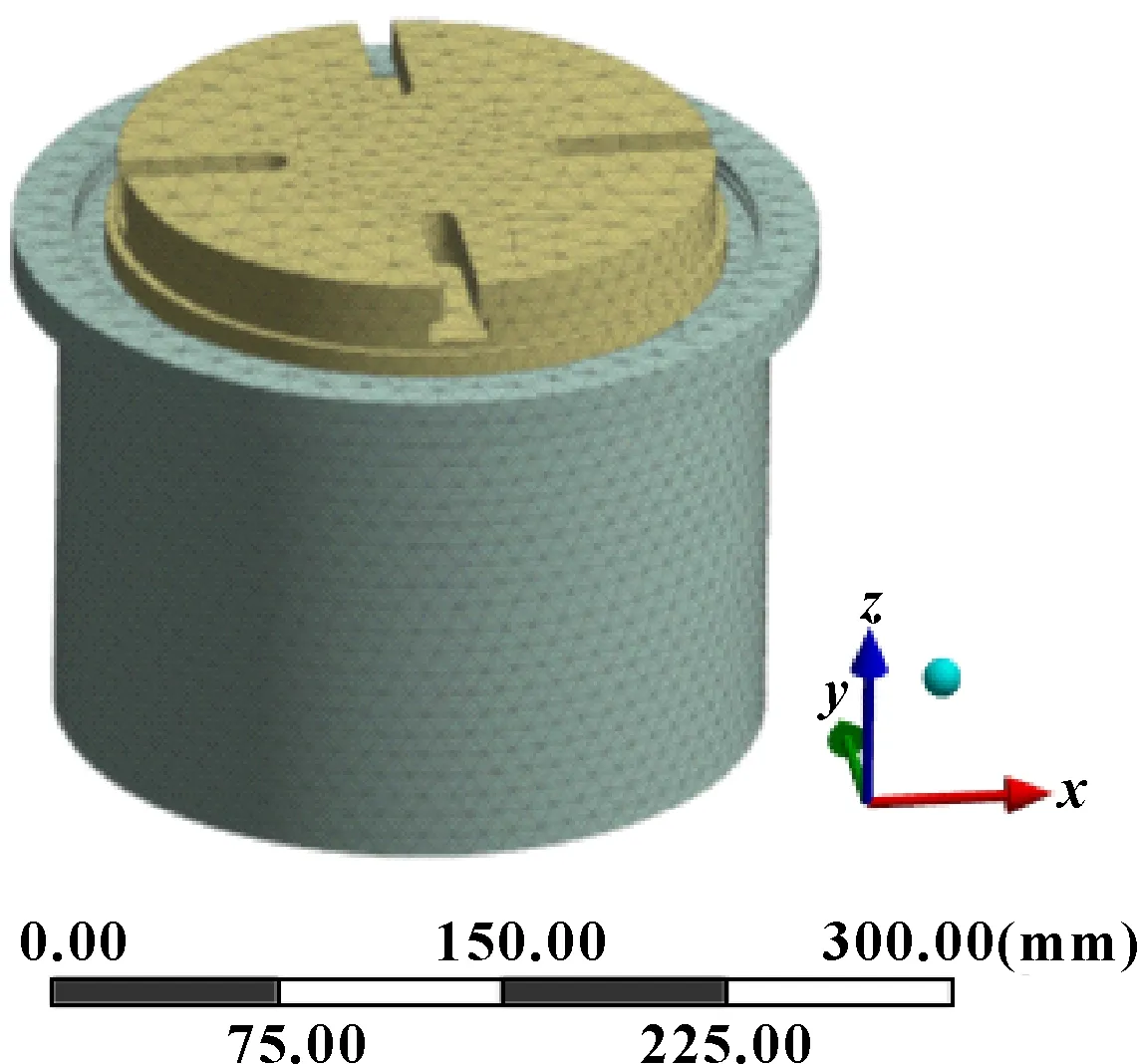
圖3 直驅轉臺網格
2.4 靜態特性分析
直驅轉臺的兩種工作方式中,銑削對直驅轉臺的精度要求較高,故以銑削工況為例。
在直驅轉臺軸的轉臺軸承處添加固定約束,當銑削力添加在工件頂部的最大半徑處時,不僅符合實際情況的加工條件而且能使工件和轉臺的變形和應力最大。銑削狀態下其形變量如圖4所示。
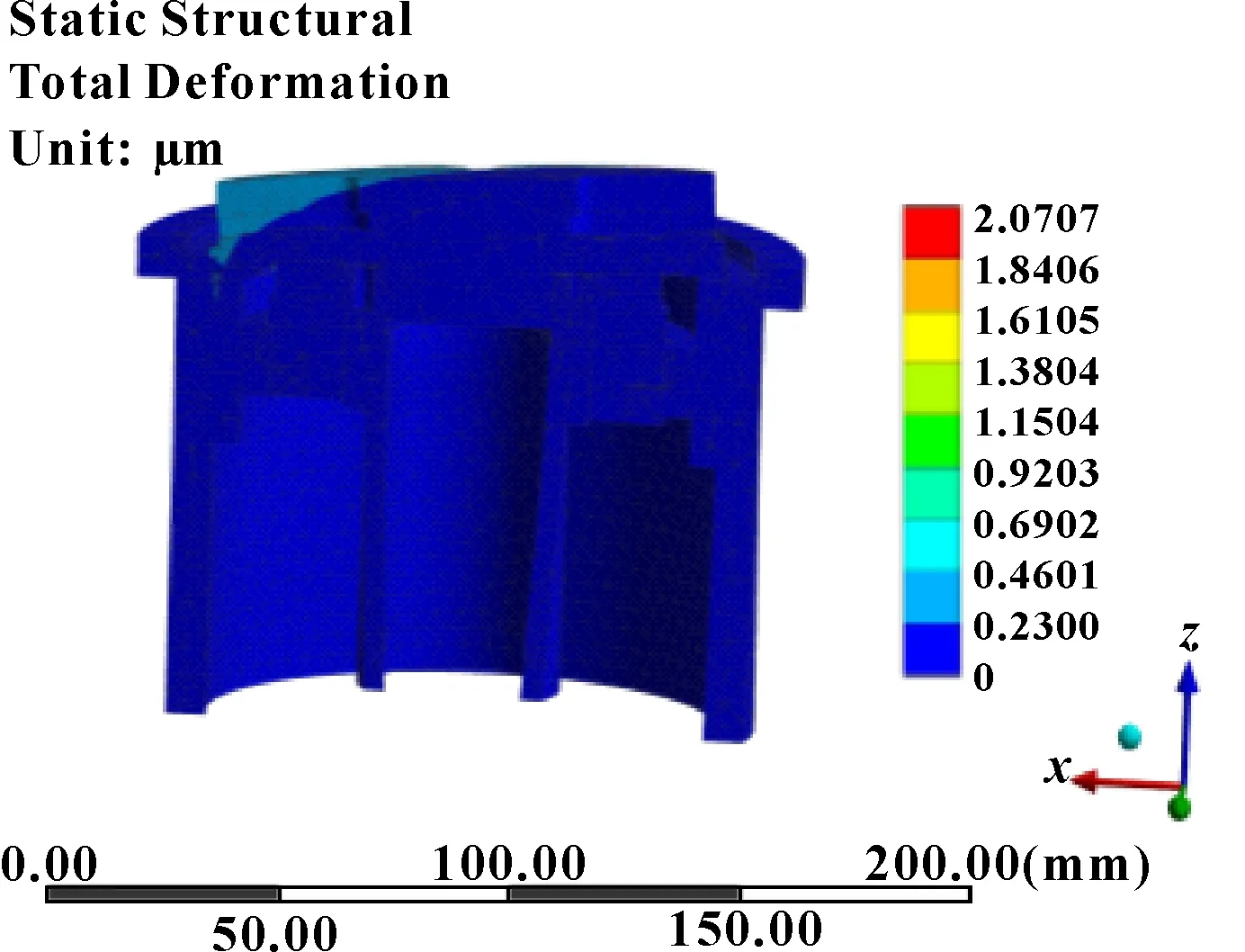
圖4 銑削狀態下的變形量
由圖4可以得到:就剛度而言,在銑削工況下,其變形最大值出現在工件與刀具接觸的位置上,約為2 μm;對于轉臺本體而言,其變形較小,主要分布在轉臺面邊緣位置,約為0.36 μm。
2.5 結構動態特性分析
模態分析主要用于物體固有頻率計算以及振型顯示。固有頻率是物體的固有特性,與物體的載荷無關。約束其安裝套下部,對模型進行模態分析,得到前6階模態如圖5所示。對于一般物體,其第1階模態在加工過程中最容易形成共振,所以在對物體進行模態分析時,應該重點關注其1階模態。模態分析結果如表4所示。
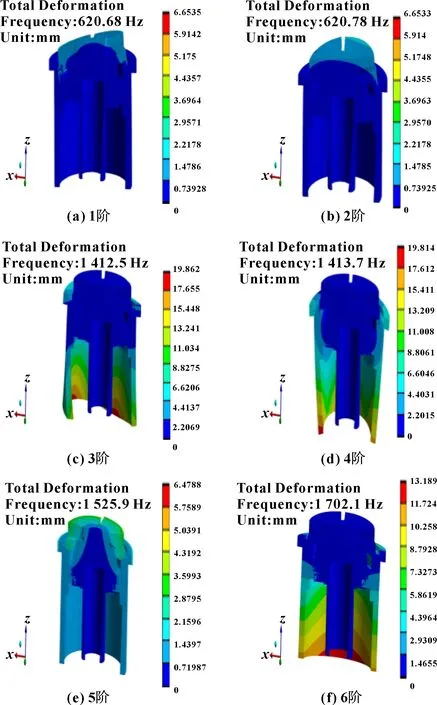
圖5 直驅轉臺的前6階模態
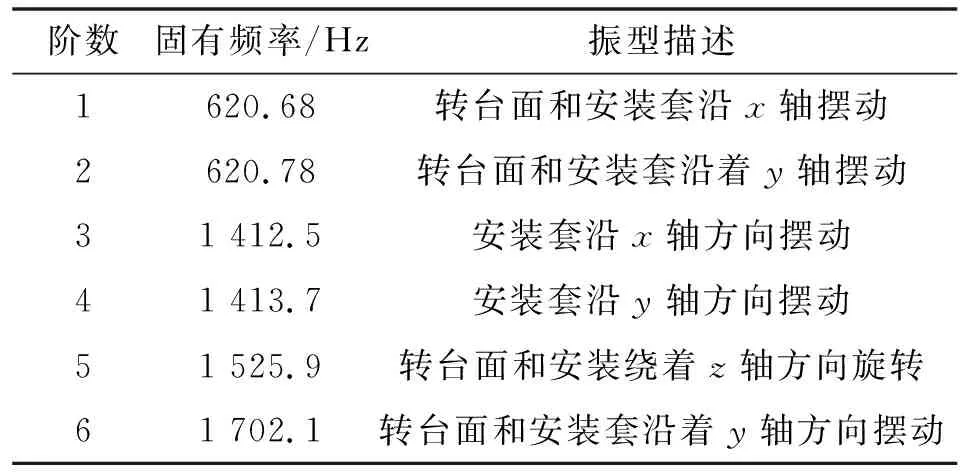
表4 模態分析結果
對比直驅轉臺軸工作參數,可以推斷出轉臺的1階模態滿足要求。為防止直驅轉臺出現故障導致電主軸轉速加快,在優化時應保證其1階模態值不下降。
3 直驅轉臺的動靜態多目標優化設計
未優化的直驅轉臺的軸質量為100.93 kg,銑削工況下加工最大變形為0.002 059 mm,1階固有頻率為620.68 Hz。為減少材料的浪費、降低轉臺工作時的剎車慣性及提高其加工精度,對直驅轉臺的動靜態特性進行優化。
在優化之前需要選取直驅轉臺的優化目標、優化參數和約束條件。以工作臺質量、1階模態和剛度為優化目標,設置的約束范圍為各優化參數的±10%,約束條件為不降低剛度和1階固有頻率,實現輕量化。
根據直驅轉臺結構,確定優化參數;采用UG對優化參數進行參數化設計。具體優化流程如圖6所示。
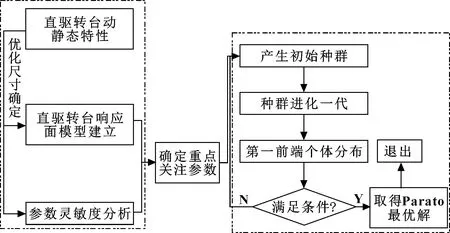
圖6 優化流程
3.1 直驅轉臺響應面設計方法
設計過程中選取6個優化參數,如圖7所示。
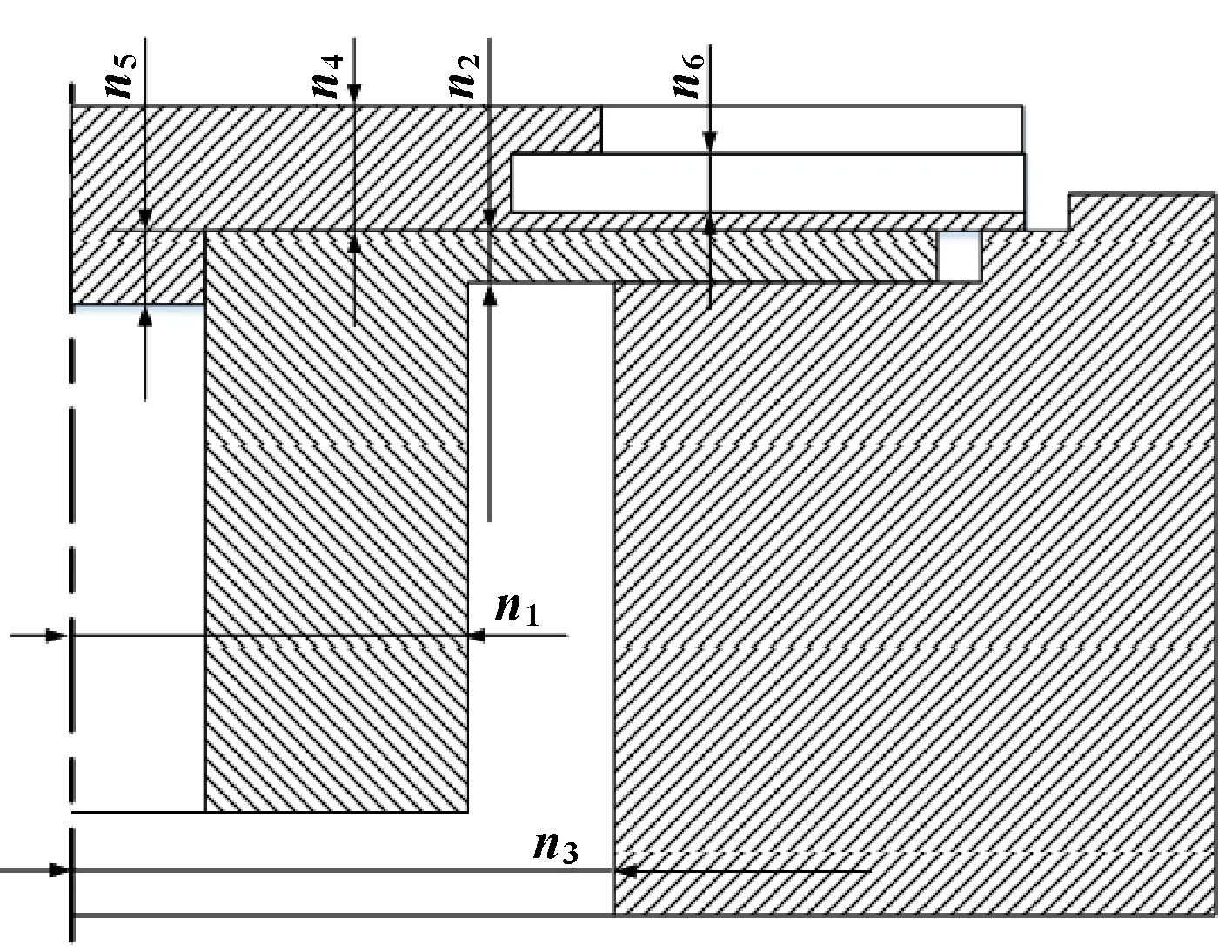
圖7 直驅轉臺的設計參數
將這6個尺寸參數作為優化參數,設最大變形量、質量、1階固有頻率作為優化目標,可以建立如下優化模型:
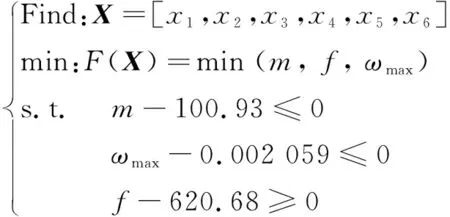
(5)
其中:為設計變量的向量;()為目標函數;為每個設計變量;為直驅轉臺的總質量,kg;為直驅轉臺在銑削工況下一階模態,Hz;為直驅轉臺在銑削工況下最大的變形量,mm。
設計點的選取方法會極大地影響響應面的精度,實驗方法的理論及選擇可以通過相關文獻進行查詢,限于篇幅,文中不展開敘述。在響應面設計的過程中,需要選擇響應面設計方法,此次實驗采用中心復合實驗設計(CCD)確定實驗點。使用中心復合實驗方法不僅能夠保證精度,而且設計點的數量較少。使用CCD進行點的設計并計算出對應設計點的值,通過這些值來建立響應面模型。
響應面法是一種類似于拉格朗日展開式的全局性近似法,使用它解決多變量最優解的計算和分析問題。利用簡單的數學模型來解決復雜問題,響應面法的數學原理如式(6)所示:

(6)
其中:代表所有設計點的集合=(,,…,);為CCD確定的設計點個數;為最小設計點個數,通過文獻[17]可知=(+1)(+2)/2,在使用最小二乘法確定時,為CCD法確定的最小設計點個數,其設計點的數量必須大于。
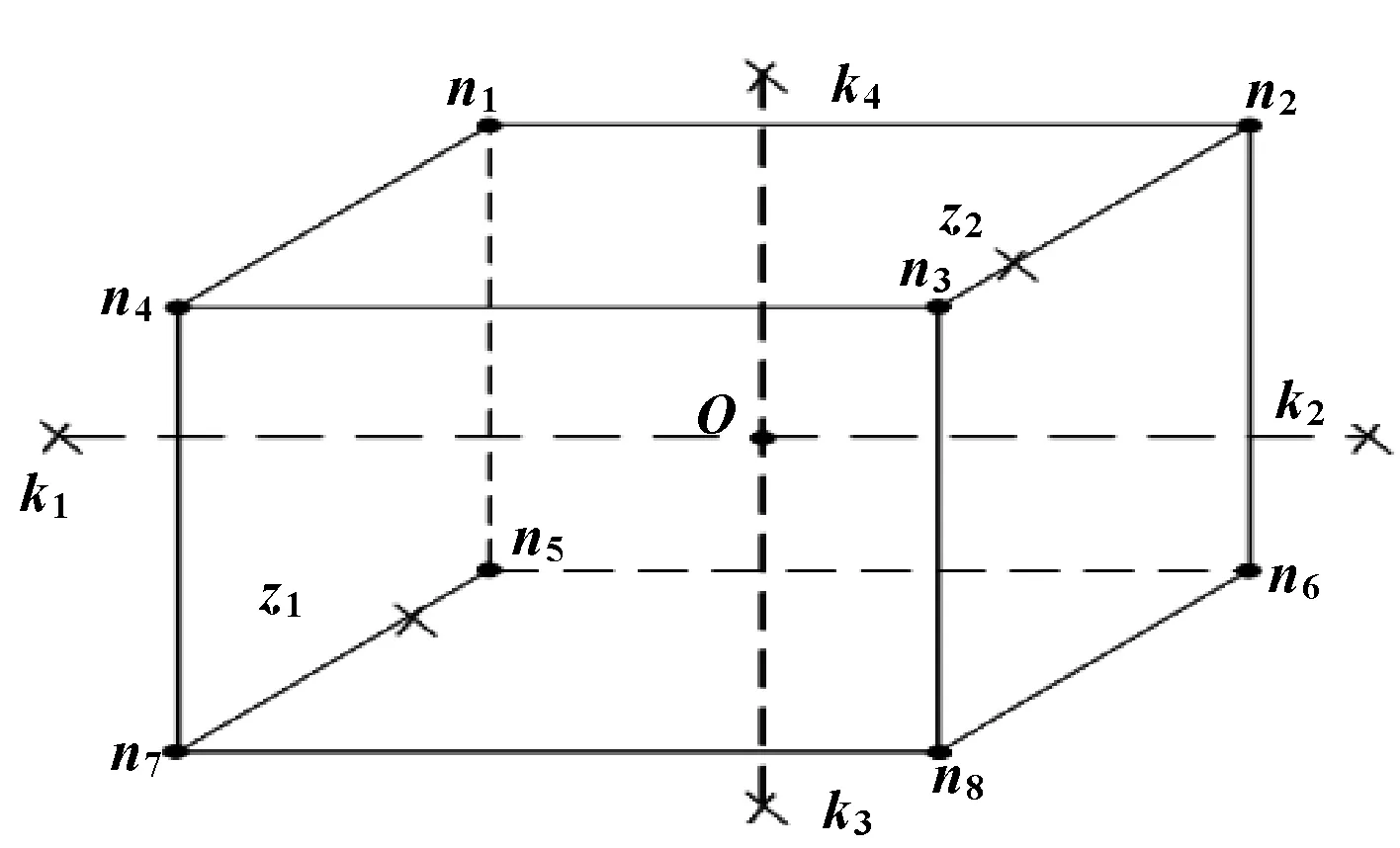
圖8 CCD模型
通過有限元軟件的優化功能得到了46個設計點,通過對設計點的計算構建響應面。由于參數值之間相差較大,采用歸一法統計數據,可以較直觀地得到優化參數~取值對優化目標的影響程度。剛度、頻率和質量隨優化參數的變化曲線如圖9所示。
由圖9可以看出:設計點與轉臺的1階固有頻率、剛度和質量均有關系,但是其相關性呈不規則分布。綜合考慮上述參數與目標的關系,不能單純地增大或減小單獨參數來提高直驅轉臺的動靜態特性以及降低其質量。由于所有優化參數很難同時達到最優,需要進一步進行多目標優化,以取得最優值。
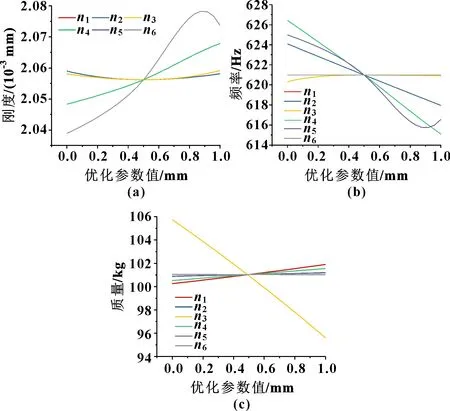
圖9 直驅轉臺響應面模型
3.2 轉臺的靈敏度分析
為方便優化過程,可以對直驅轉臺靈敏度進行計算,考察6個設計參數,計算出對轉臺質量、頻率和剛度影響較大的參數。然后,對這些影響較大的參數進行重點關注,以避免無目的性的結構修改,最快、最好地進行結構設計,快速優化動靜特性。靈敏度的理論依據可以用下式來表示:
(7)
其中:()為可導函數;為靈敏度。
通過對6個變量進行計算,得出對于轉臺質量、剛度、頻率的靈敏度,結果如圖10—圖12所示。
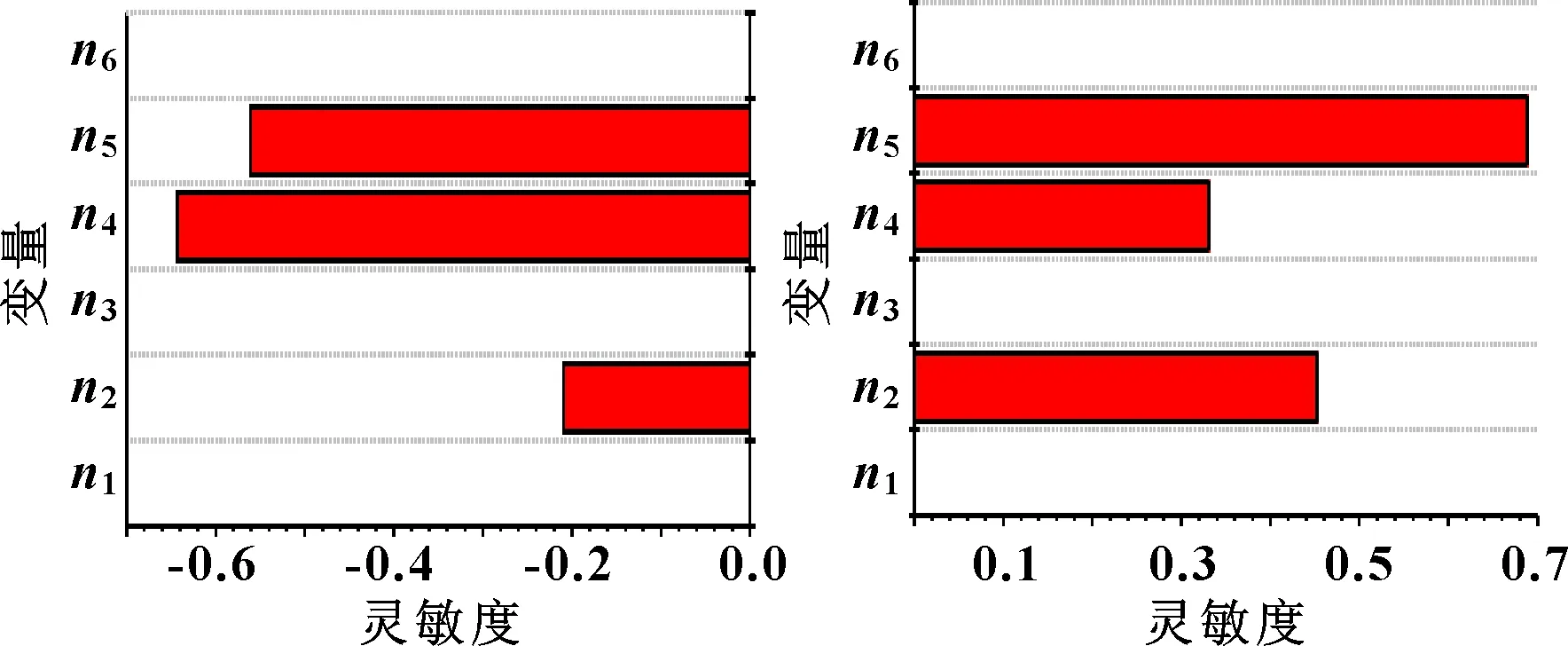
圖10 頻率靈敏度相關性 圖11 剛度靈敏度相關性
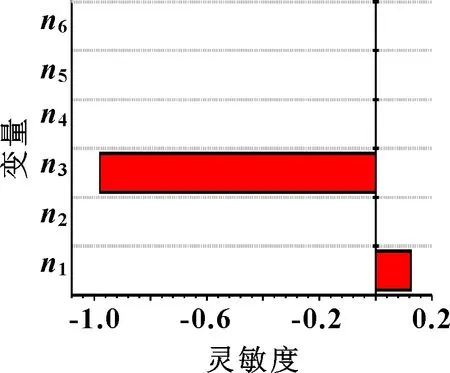
圖12 總質量靈敏度相關性
由圖10—圖12可知:對頻率敏感的參數為、和且均為負相關;對變形敏感的參數也為、和,均為正相關;對總質量敏感的參數為和,其中為正相關而為負相關。
3.3 優化結果
重點關注參數、、、和,使用有限元軟件的響應面優化設計模塊,將最小化轉臺質量、最大化1階固有頻率和最小化變形作為目標,使用多目標遺傳算法(MOGA)取得3組Pareto的最優解。
傳統的多目標優化方法是將多目標優化轉化為單目標優化進行求解,但是傳統求解的方法計算效率低而且不易得到全局性的優化解。因此,提出使用多目標遺傳算法解決實際問題。由于各目標之間在優化過程中很難同時達到最優,多目標優化常常產生一系列有效解,也叫做Pareto解。就目標函數而言,這些解之間是無法比較優劣的,求解多目標優化問題就是無偏好地找到盡可能多的具有代表性的符合要求的Pareto最優解,在計算得到均勻分布的Pareto最優解之后,根據設計要求和工程實際經驗,客觀地選擇最優的優化結果。NSGA-II被認為是最有效的多目標遺傳算法之一,可以降低計算規模且可保存有效精英和種群的多樣性,優化前后選取的優化尺寸參數、目標函數變化分別如表5、表6所示。
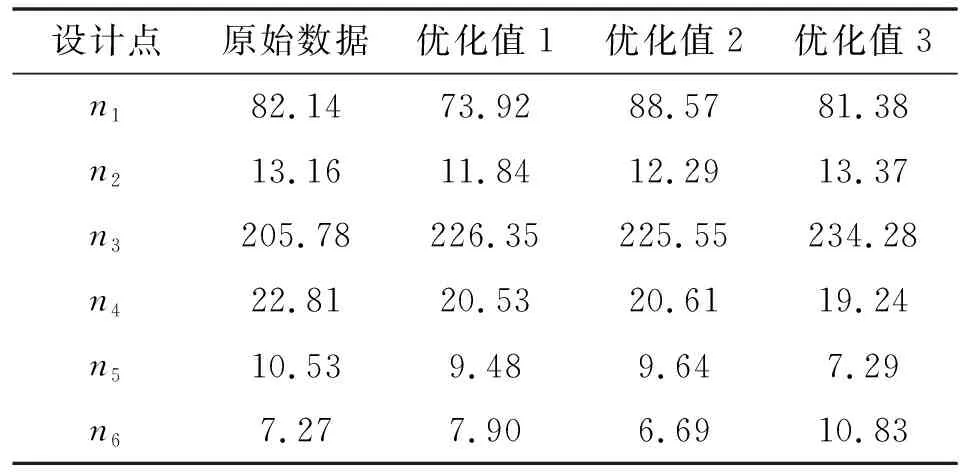
表5 原始參數及優化尺寸參數 單位:mm
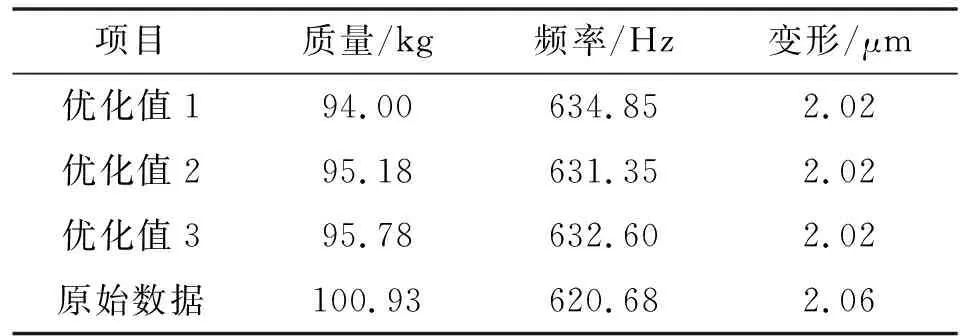
表6 優化值及原始數據
由于質量占直驅轉臺優化權重最大,故選擇優化值1為最優解。優化后質量降低了6.87%,1階固有頻率提高了2.28%,相同載荷的情況下變形量降低了1.99%,優化后優化目標均優于初始值,達到了優化的目的。
4 結論
通過分析該型號直驅轉臺的結構,以經典的銑削理論為基礎,建立了該型號直驅轉臺的銑削模型,確定在銑削工況下的軸向力、徑向力和切向力并使用有限元軟件進行仿真分析,得到直驅轉臺在銑削工況下的前6階固有頻率以及剛度。在此基礎上,為在保證直驅轉臺動靜態特性滿足加工要求的情況下實現直驅轉臺的輕量化設計,選取6個直驅轉臺上的優化參數,并將直驅轉臺的1階模態、質量和剛度作為目標函數,使用有限元軟件的優化設計模塊對直驅轉臺進行優化。結果表明:優化后的直驅轉臺不僅具有更好的動靜態特性,且質量下降了6.87%,能夠更好地適應加工需求。
猜你喜歡
房地產導刊(2022年5期)2022-06-01 06:20:14
建材發展導向(2021年12期)2021-07-22 08:06:48
建材發展導向(2021年7期)2021-07-16 07:07:52
中學生數理化(高中版.高二數學)(2021年12期)2021-04-26 07:43:48
民用飛機設計與研究(2020年4期)2021-01-21 09:15:02
電子制作(2018年18期)2018-11-14 01:48:24
山東工業技術(2016年15期)2016-12-01 05:31:22
湖北經濟學院學報·人文社科版(2015年8期)2015-12-29 05:53:07
上海電機學院學報(2015年4期)2015-02-28 14:30:00
計算物理(2014年2期)2014-03-11 17:01:39