顆粒流滴注潤滑車削實驗研究
2022-09-15 06:22:40李玉霞覃孟揚(yáng)徐蘭英李佑長
機(jī)床與液壓 2022年12期
關(guān)鍵詞:效果
李玉霞,覃孟揚(yáng),徐蘭英,李佑長
(1.玉林師范學(xué)院物理與電信工程學(xué)院,廣西玉林 537000;2.廣東技術(shù)師范大學(xué)機(jī)電學(xué)院,廣東廣州 510635)
0 前言
澆注潤滑是機(jī)加工最常用的切削減摩技術(shù),基本作用是冷卻和潤滑,然而存在諸多問題,如用量大、成本高、對環(huán)境破壞大和冷卻能力有限等。工程界和學(xué)術(shù)界陸續(xù)提出了低溫冷風(fēng)切削、液氮切削、微量潤滑切削和微織構(gòu)刀具切削等環(huán)保、高效(冷卻)的改進(jìn)潤滑技術(shù)。
顆粒流潤滑是二十一世紀(jì)初出現(xiàn)的一種潤滑新技術(shù)。在切削中,將固體潤滑介質(zhì)以顆粒(粉末)狀態(tài)直接導(dǎo)入工-刀-屑之間的接觸面,利用微小顆粒的粘附、變形、滑滾、分層開裂等特性,減少做相對運(yùn)動的兩表面間的接觸,從而減少摩擦、降低磨損,達(dá)到降低切削力和切削溫度、改善刀具磨損、提高加工質(zhì)量的目的。國內(nèi)外學(xué)者對顆粒潤滑介質(zhì)的輸送及導(dǎo)入、切削潤滑效果與工藝參數(shù)優(yōu)化、顆粒流潤滑機(jī)制等進(jìn)行了深入研究,并取得了較大進(jìn)展。其中當(dāng)前用于切削加工的顆粒介質(zhì)輸送及導(dǎo)入方式主要有:填涂式、鋪粉式、送粉式、流化式、霧化式等。這些方式有不同的改善切削的效果,但也產(chǎn)生了新的問題,比如顆粒介質(zhì)消耗量大、成本高、需要專用刀具或復(fù)雜的輸送裝置,限制了推廣應(yīng)用。目前最流行的研究方向是把顆粒流潤滑和微量潤滑結(jié)合,用壓縮氣體把顆粒介質(zhì)和潤滑液形成霧狀混合物,噴到切削區(qū),改善冷卻和潤滑;顆粒介質(zhì)和潤滑液的用量雖然非常少,但霧狀混合物分布在空中,金屬顆粒介質(zhì)容易被吸入人體,對健康產(chǎn)生不利影響。所以目前還沒有發(fā)現(xiàn)顆粒流潤滑在切削加工中簡便、高效、安全和低成本的使用方法,限制了它的推廣應(yīng)用,需要進(jìn)一步探索顆粒流潤滑的使用方法。
基于上述,本文作者結(jié)合澆注潤滑和顆粒流潤滑的特點,提出了顆粒流滴注潤滑方法,達(dá)到簡便、高效、安全和低成本地使用顆粒流潤滑。在干切削、澆注潤滑、顆粒流滴注潤滑條件下,對45鋼進(jìn)行精、粗車削實驗,比較切削力、切削溫度和粗糙度的差異,研究顆粒流滴注潤滑對切削過程及加工質(zhì)量的影響。研究結(jié)果有助于深入了解顆粒流滴注潤滑的特點,同時為顆粒流潤滑的應(yīng)用提供一定的實驗依據(jù)。
1 顆粒流滴注潤滑方法
傳統(tǒng)澆注潤滑是通過潤滑液滲透進(jìn)工-刀-屑之間的接觸面,形成潤滑油膜,降低摩擦因數(shù),減少切削力和切削熱;同時還通過潤滑液的熱傳導(dǎo)帶走熱量,降低切削溫度。澆注潤滑的效果與潤滑液的潤滑性、滲透性和熱容量有很大關(guān)系,為了保證(冷卻)潤滑效果,還往往采用大流量的潤滑液。它的優(yōu)點是潤滑液用量多,適應(yīng)大部分復(fù)雜的切削環(huán)境,兼顧了冷卻和潤滑的效果。缺點是實際參與到形成潤滑油膜和帶走熱量的潤滑液只是其中很少的一部分,大部分潤滑液被浪費(fèi);而且潤滑液自上而下地流動,由于流速和方向的影響,不利于在前、后刀面滲透形成油膜。這些缺點導(dǎo)致潤滑液消耗多、成本高、對環(huán)境影響大等問題。如果在潤滑液中混進(jìn)微顆粒,形成顆粒流澆注潤滑,更是成本高昂得不可承受,所以顆粒流很少采用澆注潤滑方式。
針對澆注潤滑的優(yōu)缺點,通過制作裝置讓顆粒流潤滑液以滴注的方式,小量、連續(xù)、低速和精準(zhǔn)地對切削區(qū)進(jìn)行潤滑(圖1)。采用這種方式,潤滑液利用自身重力形成點滴下垂到切削區(qū),然后利用自身吸附力對切削區(qū)形成近似于靜態(tài)的包裹狀態(tài)。這種狀態(tài)有利于發(fā)揮毛細(xì)管吸附作用,改善工-刀-屑接觸面的滲透效果,更有利于形成顆粒流潤滑油膜,同時還保留了一定的潤滑液熱交換降溫的作用。這種方式可以大幅度減少潤滑液用量,提高潤滑液利用率,更好地發(fā)揮顆粒介質(zhì)的作用,還可以避免顆粒流微量潤滑在高溫高速加工時,由于熱容量低而導(dǎo)致潤滑油膜失效的問題,是顆粒潤滑介質(zhì)有效輸送及導(dǎo)入的新方式。
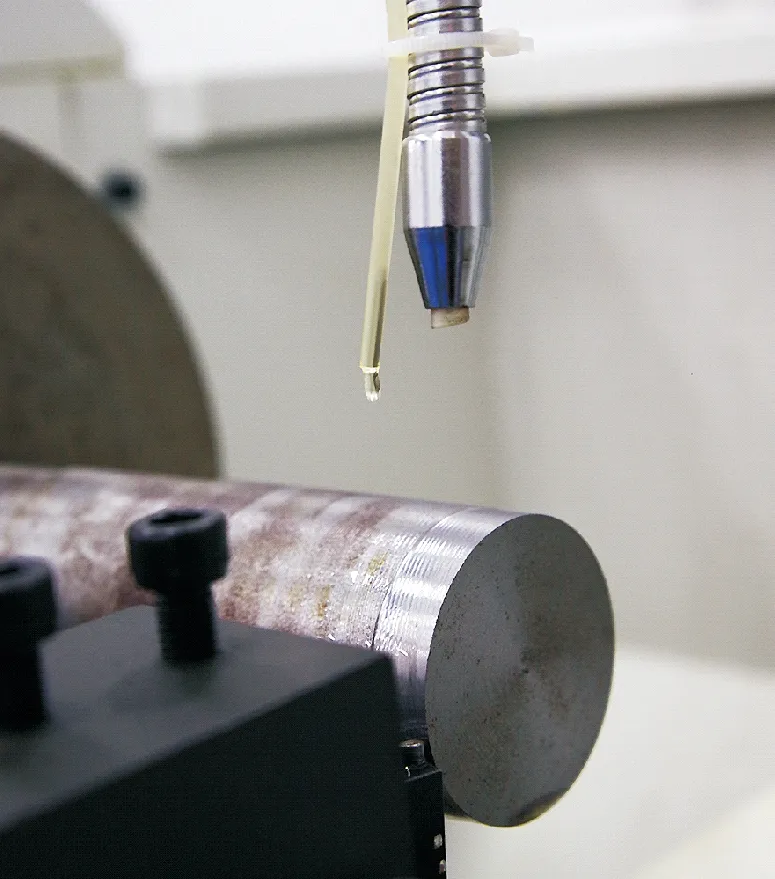
圖1 滴注潤滑
2 實驗
2.1 實驗方案
實驗布置如圖2所示。實驗加工工藝為車削,車床型號為CA6140,加工刀具為硬質(zhì)合金涂層車刀;試樣材料為45鋼,形狀為直徑30 mm、長度200 mm的棒料。工藝參數(shù)如表1所示,在潤滑狀態(tài)分別為干切削、澆注潤滑和顆粒流滴注潤滑的條件下,用同一把車刀對不同試樣分別進(jìn)行精、粗車削加工。加工過程中,測量切削力和切削溫度;加工完成后,測量試樣加工的表面粗糙度。
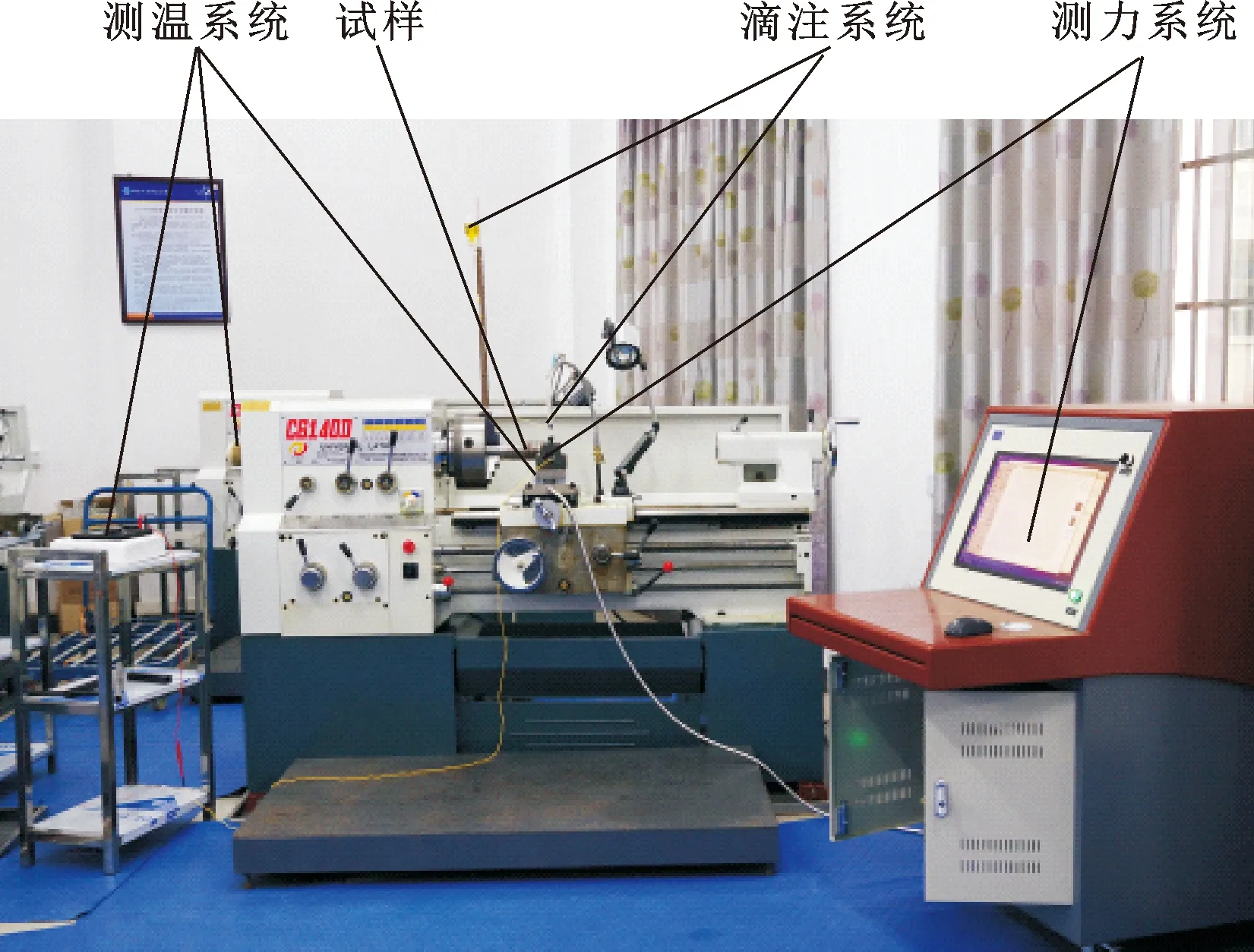
圖2 實驗現(xiàn)場
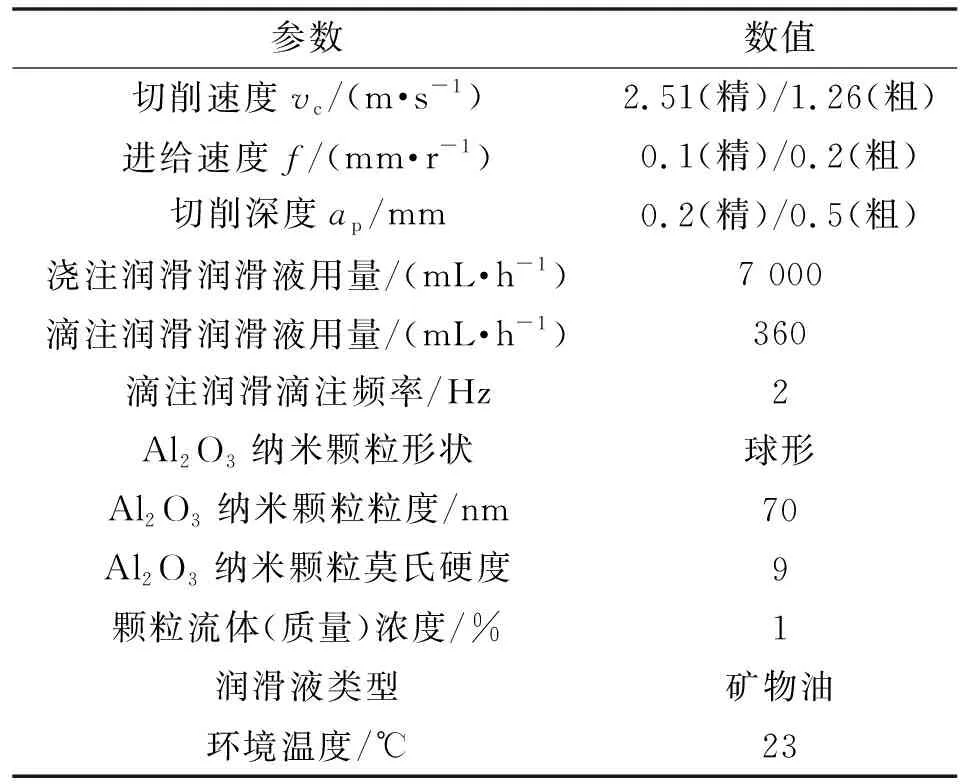
表1 工藝參數(shù)
2.2 納米顆粒混合液制備
顆粒介質(zhì)為AlO納米顆粒,制作顆粒流時,把潤滑液和AlO納米顆粒按99∶1的比例混合,機(jī)械式攪拌3 min,再用超聲波清洗儀震動5 min,確保混合均勻,0.5 h內(nèi)使用。每次加工新試樣,流體須重新攪拌、震動,確保流體混合狀態(tài)一致。
2.3 滴注系統(tǒng)
將常規(guī)醫(yī)學(xué)輸液點滴系統(tǒng)改造成潤滑液滴注系統(tǒng),滴管附在車床潤滑液噴管上,可以跟隨刀具移動,保證顆粒流潤滑液油滴位置相對刀具不變,顆粒流潤滑液精確滴注在切削變形區(qū)。滴注的點滴頻率為2 Hz,每20滴體積約為1 mL,折算顆粒流潤滑液用量為360 mL/h,遠(yuǎn)小于澆注潤滑方式的潤滑液用量(約7 000~8 000 mL/h)。
2.4 試樣測量
切削加工開始10 s后,用Kistler公司生產(chǎn)的9257A型壓電晶體式三向車削測力系統(tǒng)測量切削力,用自制的自然熱電偶車削測溫系統(tǒng)測量切削溫度(切削溫度為切削區(qū)平均溫度)。車削完成后,用時代公司生產(chǎn)的TR3200型表面粗糙度測量儀測量試樣加工表面粗糙度值。
3 結(jié)果與討論
3.1 切削力
試樣切削力如圖3所示。對比徑向、切向、軸向切削力,精加工時,顆粒流滴注潤滑比干切削降低23.7%、8.9%、14.8%;澆注潤滑比干切削降低15.9%、10.8%、13.5%。粗加工時,顆粒流滴注潤滑比干切削降低24.8%、11.7%、19.3%;澆注潤滑比干切削降低14.7%、14.5%、17.4%。
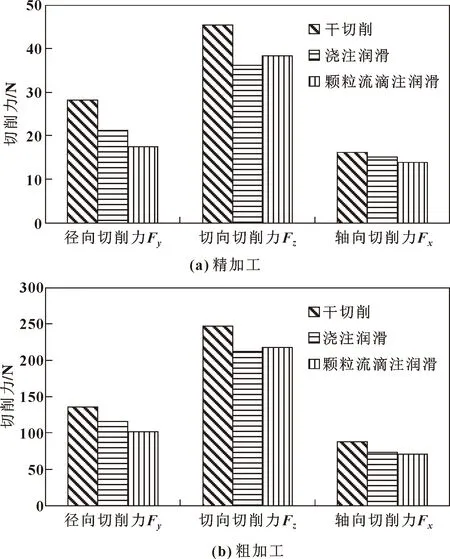
圖3 切削力
實驗結(jié)果顯示顆粒流滴注潤滑切削的試樣在3個方向(徑向、切向、軸向)都有降低切削力的效果,但不同方向效果不一樣,在徑向方向的降低效果最好,其次是軸向,切向最差。無論精、粗加工,顆粒流滴注潤滑對降低徑向切削力的效果都要優(yōu)于澆注潤滑;在切向和軸向,兩者相差不大。
效果差異是因為顆粒流滴注潤滑主要對前刀面-切屑的摩擦副起到作用,部分區(qū)域通過AlO納米顆粒把滑動摩擦變?yōu)闈L動摩擦,大幅降低摩擦因數(shù),降低摩擦力;同時,由于AlO納米顆粒的作用,刀-屑之間間隙增大,促進(jìn)潤滑液滲透,更有利于形成潤滑油膜,也進(jìn)一步降低了前刀面摩擦力。刀-屑摩擦力是徑向切削力的主要組成之一,所以顆粒流滴注潤滑對這個方向切削力影響最大,而且由于澆注潤滑中,潤滑液流速和流向影響前刀面油膜的形成,前刀面-切屑的摩擦副依然是滑動摩擦,AlO納米顆粒的特殊作用,導(dǎo)致比傳統(tǒng)澆注潤滑的效果更好。在切向和軸向,切削力受刀-屑摩擦力影響很小,受刀-工摩擦力影響大,刀-工接觸面在切削時始終保持緊密接觸,AlO納米顆粒很難滲透進(jìn)去發(fā)揮作用;或者即使?jié)B透進(jìn)去在強(qiáng)力作用下容易變形,無法發(fā)揮作用。所以顆粒流滴注潤滑降低切向和軸向切削力的效果和澆注潤滑差不多。
3.2 切削溫度
試樣切削溫度如圖4所示:精加工時,顆粒流滴注潤滑切削溫度比干切削降低51.1%,澆注潤滑比干切削降低42.4%;粗加工時,顆粒流滴注潤滑切削溫度比干切削降低61.3%,澆注潤滑比干切削降低56.8%。
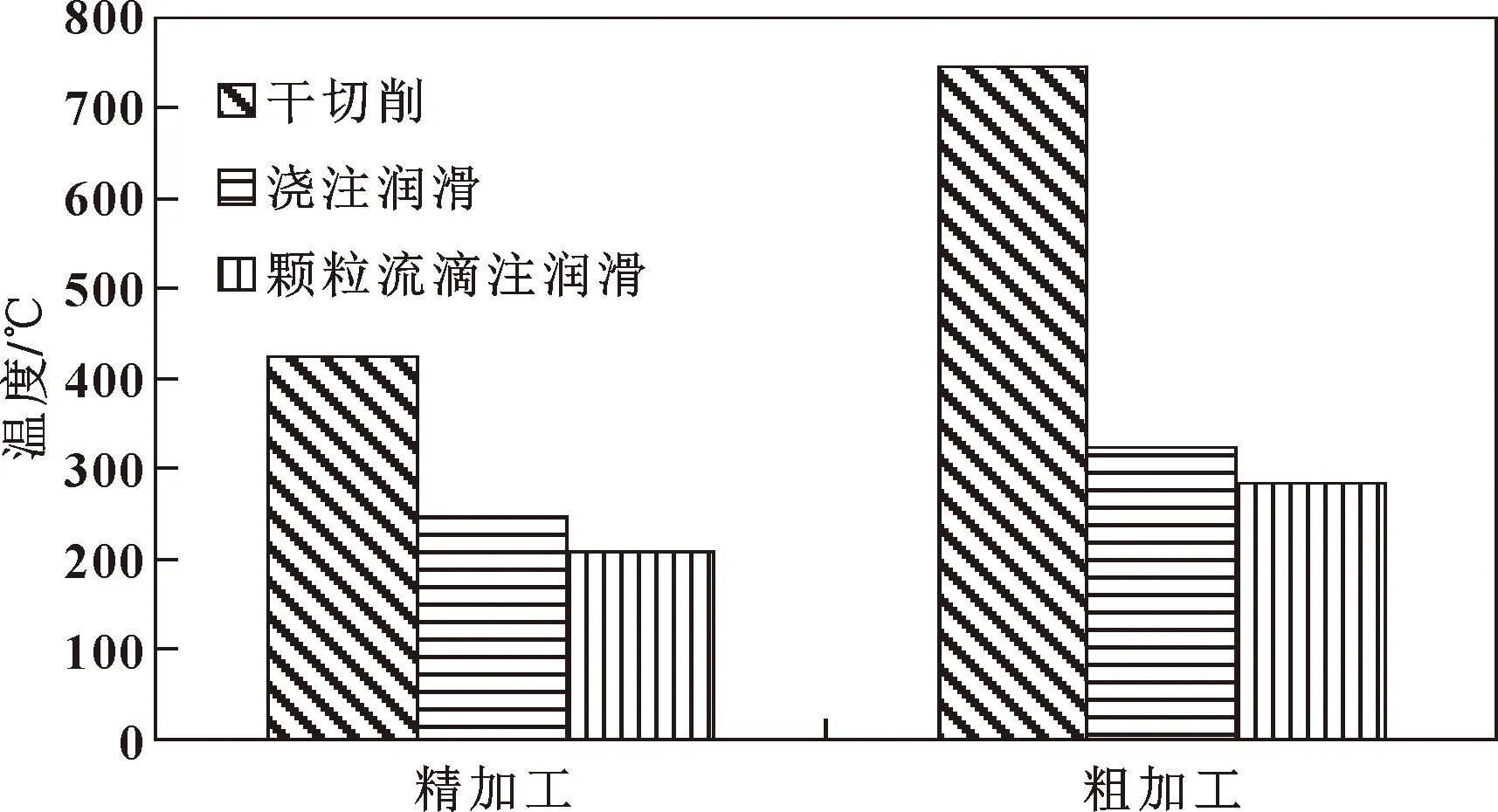
圖4 切削溫度
無論精、粗加工,顆粒流滴注潤滑降低切削溫度都有顯著效果,甚至要優(yōu)于澆注潤滑,而且粗加工時作用效果要略好于精加工。總的來說,顆粒流滴注潤滑冷卻效果比澆注潤滑提高6%左右。
一般來說,切削溫度是切削熱產(chǎn)生和散失的綜合平衡,刀-屑摩擦是切削熱的主要來源,同時前刀面也是切削溫度最高的區(qū)域。如同上述分析一樣,AlO納米顆粒可以改變前刀面的刀-屑摩擦性質(zhì),滑動摩擦變?yōu)闈L動摩擦,大幅降低摩擦(切削熱);同時還促進(jìn)潤滑液滲透,更有利于形成潤滑油膜,進(jìn)一步降低摩擦(切削熱),從而有效降低前刀面的溫度,這是顆粒流滴注潤滑冷卻效果優(yōu)于澆注潤滑的最大原因。散熱方面,潤滑液通過熱交換帶走部分熱量,起到冷卻作用,但由于礦物油本身比熱容小,能帶走的熱量有限;同時還看到顆粒流滴注潤滑比澆注潤滑的流速慢、流量小,卻有更好的冷卻效果,說明潤滑液帶走熱量是切削溫度降低的次要原因。由于粗加工的前刀面摩擦更劇烈,摩擦發(fā)熱更明顯,所以更容易受潤滑條件影響,因此粗加工時顆粒流滴注潤滑冷卻效果更好。
3.3 粗糙度
試樣粗糙度如圖5所示:精加工時,顆粒流滴注潤滑切削的粗糙度比干切削降低53%,澆注潤滑比干切削降低43.3%;粗加工時,顆粒流滴注潤滑切削的粗糙度比干切削降低44.2%,澆注潤滑比干切削降低36.1%。
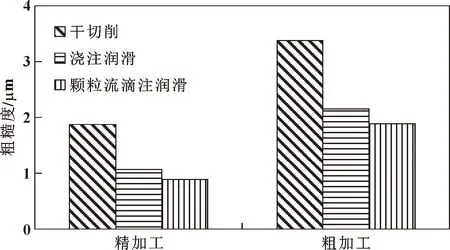
圖5 粗糙度
無論精、粗加工,顆粒流滴注潤滑降低粗糙度都有顯著效果,而且潤滑效果要優(yōu)于澆注潤滑。精加工時,潤滑效果要優(yōu)于粗加工。顆粒流滴注潤滑的潤滑效果比澆注潤滑提高8.9%左右。
試樣的已加工表面是刀具和工件相互作用,經(jīng)變形、破裂、擠壓后形成,其中擠壓對加工表面質(zhì)量影響很大。傳統(tǒng)切削理論中,工件材料在刀具高速強(qiáng)力作用下,變形和破裂是一個動態(tài)過程,形成的原始表面凹凸不平,需經(jīng)刀具擠壓的抹平作用,才能形成一個平整表面,因為刀具磨損以及一些較大的凹坑無法抹平,所以最終形成的表面是一個具有一定粗糙度的表面。澆注潤滑通過冷卻和潤滑作用,減輕刀具磨損和摩擦的劇烈程度來降低粗糙度,但對凹坑形成的粗糙度無法解決。顆粒流滴注潤滑除了發(fā)揮澆注潤滑的原有作用外,AlO納米顆粒在刀具的強(qiáng)力作用下,產(chǎn)生變形和粘附,對凹坑起到填補(bǔ)作用。填補(bǔ)-抹平的雙重作用減輕了加工表面的凹坑現(xiàn)象,也就進(jìn)一步降低了工件加工表面的粗糙度。精、粗加工的效果差異,主要是切削參數(shù)和刀具磨損差異導(dǎo)致抹平效果不一樣。
綜合上述,顆粒流滴注潤滑對切向、軸向切削力的影響和澆注潤滑相差不大,對徑向切削力、切削溫度和粗糙度的影響則要略優(yōu)于澆注潤滑。整體上來說,完全可以代替?zhèn)鹘y(tǒng)澆注潤滑。考慮到顆粒流滴注潤滑中潤滑液使用量僅為澆注潤滑的1/20,顆粒流滴注潤滑的降成本作用、環(huán)保作用顯著,顆粒流滴注潤滑在切削加工中簡便、高效、安全和低成本的使用,值得推廣。此實驗是顆粒流滴注潤滑的初步實驗,還需要進(jìn)一步研究來探明潤滑液的性能、作用機(jī)制和作用效果。
4 結(jié)論
(1)顆粒流滴注潤滑徑向切削力小于澆注潤滑,切向和軸向切削力和澆注潤滑相差不大;
(2)顆粒流滴注潤滑切削溫度小于澆注潤滑;
(3)顆粒流滴注潤滑加工表面粗糙度小于澆注潤滑;
(4)顆粒流滴注潤滑效果可以代替澆注潤滑,顯著降低潤滑液用量,具有環(huán)保性。
猜你喜歡
中老年保健(2021年12期)2021-11-30 02:58:01
好日子(2021年8期)2021-11-04 09:02:46
小學(xué)生學(xué)習(xí)指導(dǎo)(爆笑校園)(2020年6期)2020-07-03 10:01:10
攝影之友(影像視覺)(2019年2期)2019-03-05 08:27:14
攝影之友(影像視覺)(2018年12期)2019-01-28 09:01:02
攝影之友(影像視覺)(2018年12期)2019-01-28 09:01:02
中華詩詞(2018年11期)2018-03-26 06:41:34
小學(xué)生學(xué)習(xí)指導(dǎo)(低年級)(2017年11期)2017-10-23 01:32:36
Coco薇(2016年8期)2016-10-09 02:11:50
中國醫(yī)藥科學(xué)(2015年19期)2015-02-27 12:33:11