柔性工件金屬切削機床加工中的2 DOF模型
2022-09-15 05:26:02宋新馮東棟
機床與液壓 2022年13期
宋新,馮東棟
(1.黃河水利職業技術學院機械工程學院,河南開封 475000;2.河南大學軟件學院,河南開封 475000)
0 前言
柔性工件在精銑削過程中的顫振會降低加工精度、加速刀具和機床的磨損。顫振現象不是由外加周期力引起的,而是由動態切削過程本身產生的,原因是缺乏動態剛度而導致的不穩定。再生顫振和模態耦合被認為是自激振動的主要來源。
不同于再生顫振,模態耦合需要研究至少2個不同方向上的振動,因此必須分析具有多個自由度(Degrees of Freedom,DOF)的系統模型。目前,大多數研究都是基于工件具有高剛度的假設,使用顫振穩定性預測方法或監控策略來研究銑削過程中的刀具振動。GIORGIO等重點研究了機器人加工過程中模態耦合引起的顫振,結果表明如果結構剛度不顯著高于工藝剛度,則模態耦合顫振先于再生顫振發生。LU等提出了基于模型的柔性工件車削再生顫振穩定性預測方法,但僅考慮了刀具振動。KALCHENKO等同時對刀具和工件進行研究,但僅有1 DOF。KIRAN等提出了一個刀具和工件的銑削表面定位誤差模型,每個模型有2 DOF。然而,目前尚未發現針對細長軸工件的車削加工的深入研究。
因此,本文作者分析端面車削操作中細長軸工件的模態解耦效應,提出一種新的正交金屬切削過程2 DOF模型,以更準確地預測穩定極限。該2 DOF模型考慮了模態隨工件的轉動,在狀態空間中對2 DOF模型進行理論分析,得出由切削過程和工件形成的系統特征值解析式,具體表示為切削條件和工件模態參數的函數。對所提2 DOF模型進行仿真,包括再生效應現象。通過切削試驗,對所提出的理論模型進行有效性驗證。
1 狀態空間模型
1.1 提出的2 DOF模型
考慮在正交金屬切削中具有2 DOF的柔性工件,具體假設如下:
(1)變切削系數的非線性力模型:切削常數隨切削速度的變化而變化;
(2)柔性工件和剛性刀具總是接觸的:2 DOF模型用于研究具有2個對稱面的柔性工件,由于工件是圓柱形的,2個對稱平面約為90°;
(3)工件旋轉引起的陀螺效應被忽略;
(4)固有頻率遠大于工件旋轉頻率,因此系統為線性周期時變系統。
在正交金屬切削中刀具以恒定切削速度移動的情況下,所提2 DOF模型如圖1所示。
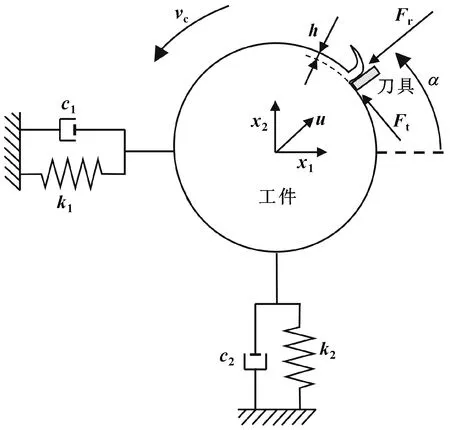
圖1 所提2 DOF模型
對于每個DOF,工件都有相關的剛度、黏性阻尼和有效質量。基于正交切削模型,切削力與未切削切屑截面的面積成正比,如下所示:
()=()=[-()]=
{-[()cos+()sin]}
(1)
式中:為切削力系數;為切削深度;為平均未切削切屑厚度;()為工件位移。
模型動態變化由以下表達式給出:
()=[()cos+()sin]
(2)
()=[()cos+()sin]
(3)
式中:為徑向切削力系數;為切向切削力系數。
2 DOF模型的動力學方程為

(4)

(5)
可以重新排列為狀態空間矩陣形式:
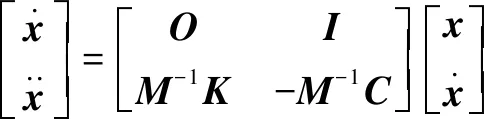
(6)
式中:為零矩陣;為單位矩陣。其余矩陣的定義如下:
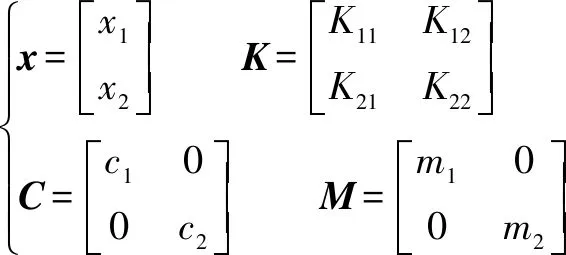
(7)
其中:

(8)
=sin(cos+sin)
(9)
=cos(sin-cos)
(10)

(11)
根據式(6),考慮工件和切削過程的阻尼矩陣方程如下:

(12)

(13)
其中:
(14)
(15)

(16)
(17)
1.2 穩定性分析
根據式(12)和式(13),為簡化系統穩定性分析,考慮以下假設:
(1)系統受到輕微阻尼(==0),在加工中工件的阻尼值通常很小;
(2)兩種模態的有效質量相似(≈≈),因為工件為對稱圓柱體。
通過求解det(-λ)=0得到特征方程,得到矩陣的平方特征值解析式:

(18)
其中:
(19)
(20)
(21)
由式(18)得到兩對復共軛特征值=±j,它們都取決于工件參數(,和)和切削條件(,,和)。當至少一個特征值具有正實部時,系統是不穩定的。當==0時,系統特征值是一對共軛虛數±j和±j,它們是工件在不考慮切削過程影響情況下的特征值。
根據式(18),系統的穩定性由判別式(,)給出:

(22)
當(,)<0時,其中一個特征值的實部為正,因此系統變得不穩定。可見,系統的穩定性取決于(,)的正負號。函數(,)的曲面如圖2所示。

圖2 函數g(vc,α)的曲面
根據刀具的相對角度位置,可以取[-1,1]之間的值。(,)的最小振幅出現在=-1時,結果方程為

(23)
2 模型仿真
為對提出的模型進行仿真,采用BK 8206型沖擊錘和PCB356A16型三軸加速度計進行落錘沖擊試驗,識別兩種結構模式。在不同工件角度下進行多次試驗,工件頻響函數如圖3所示。
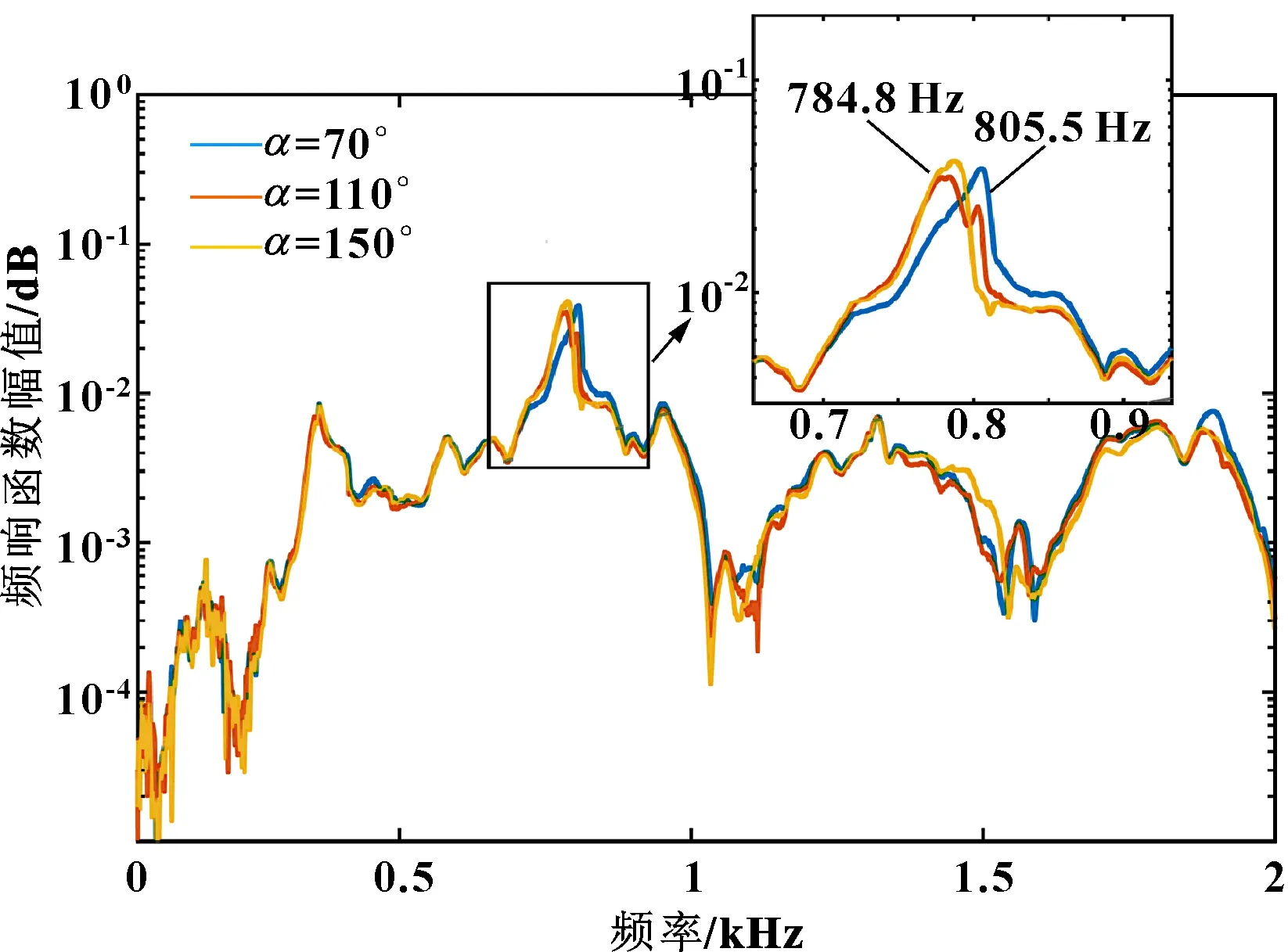
圖3 工件頻響函數
由圖3可知:識別出了784.8、805.5 Hz附近的兩個主振型,其最大幅值分別在70°和150°位置。工件的振型方向如圖4所示。工件參數如表1所示。
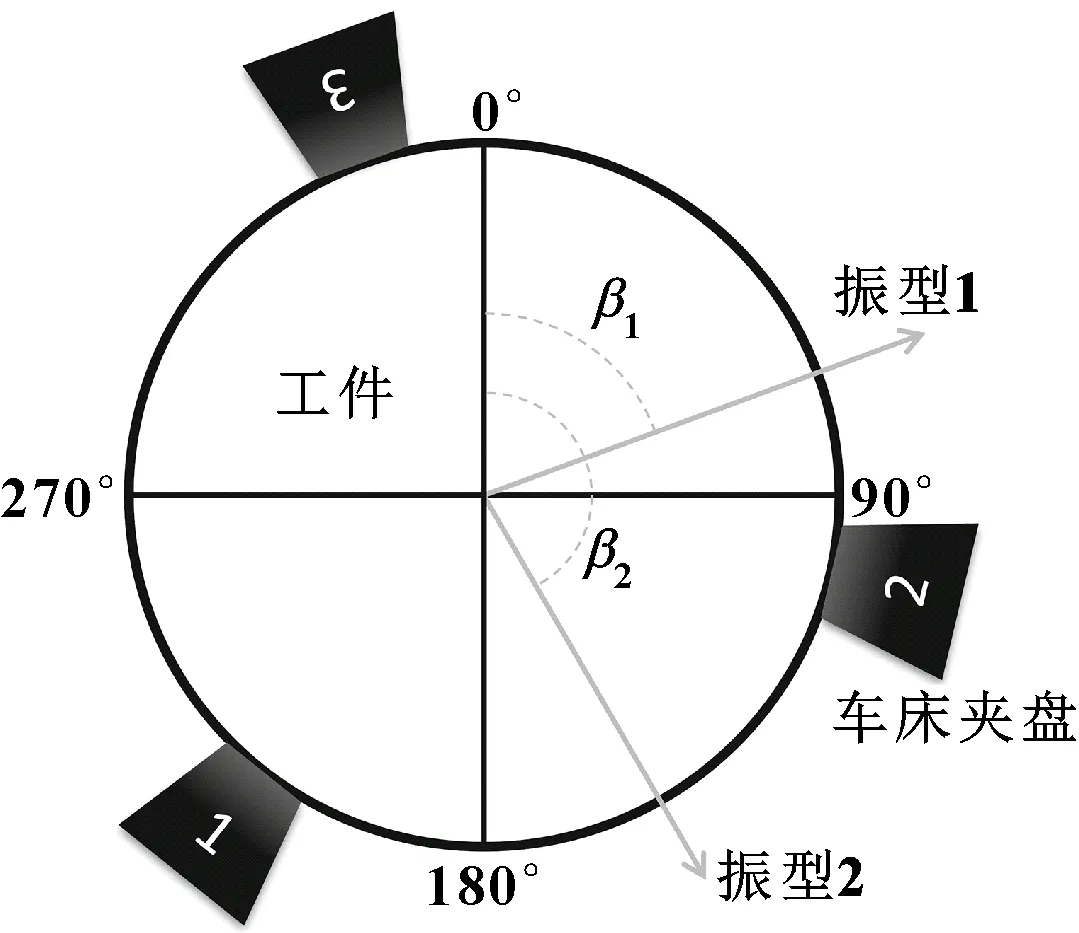
圖4 工件的振型方向
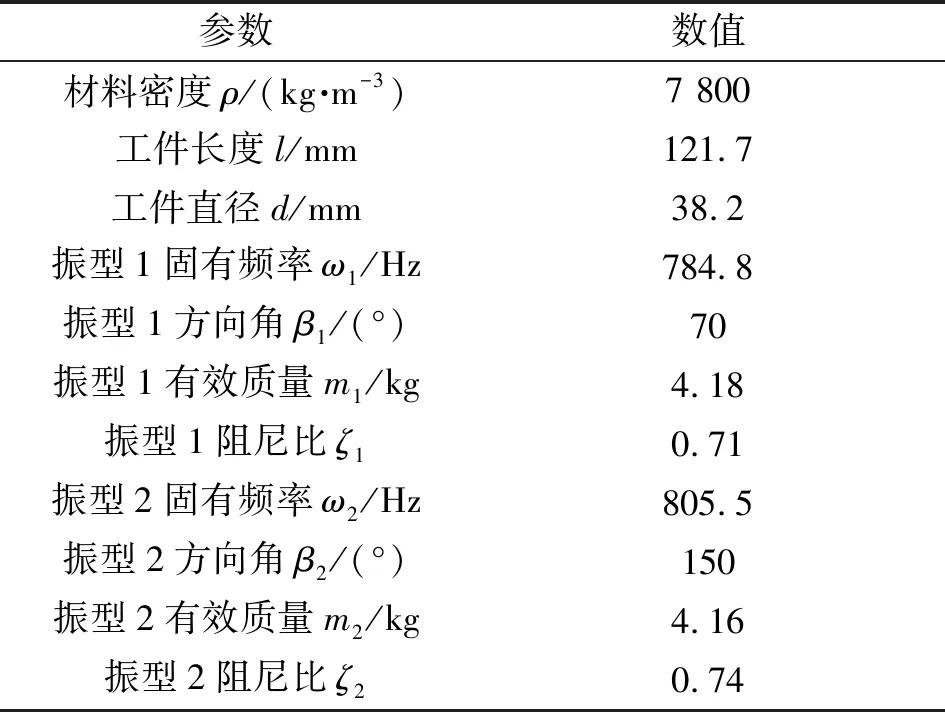
表1 C45鋼工件參數
為分析切削速度對穩定性的影響,使切削速度隨著工件的加工而逐漸降低。切削仿真參數如表2所示。
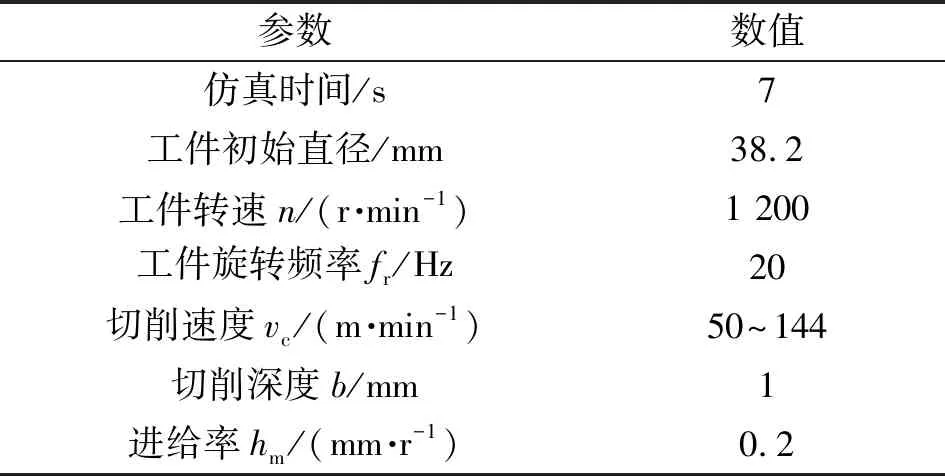
表2 切削仿真參數
對假設==0的模型進行仿真,無阻尼時固有頻率與切削速度的函數關系如圖5所示。
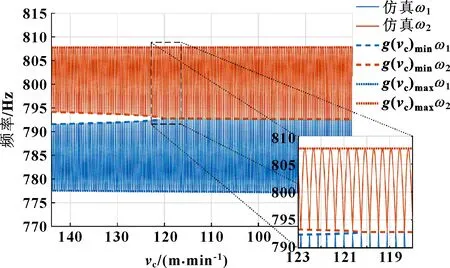
圖5 無阻尼時固有頻率與切削速度vc的函數關系
圖5中,虛線和點劃線分別對應于取-1和1時根據式(18)計算出的固有頻率。頻率(,)隨工件旋轉在最小和最大直線之間振蕩。可以觀察到,頻率(,)以不穩定的間隔耦合到相同的值,即=792.8 Hz。
在考慮2個系統振型(,)阻尼的情況下(落錘沖擊試驗獲得的),對實際系統的穩定性進行分析。有阻尼時固有頻率與切削速度的函數關系如圖6所示。
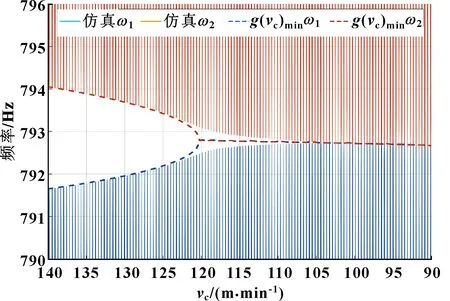
圖6 有阻尼時固有頻率與切削速度vc的函數關系
由圖6可知:系統在=105 m/min時變得不穩定。考慮再生效應的時域仿真結果如圖7所示。
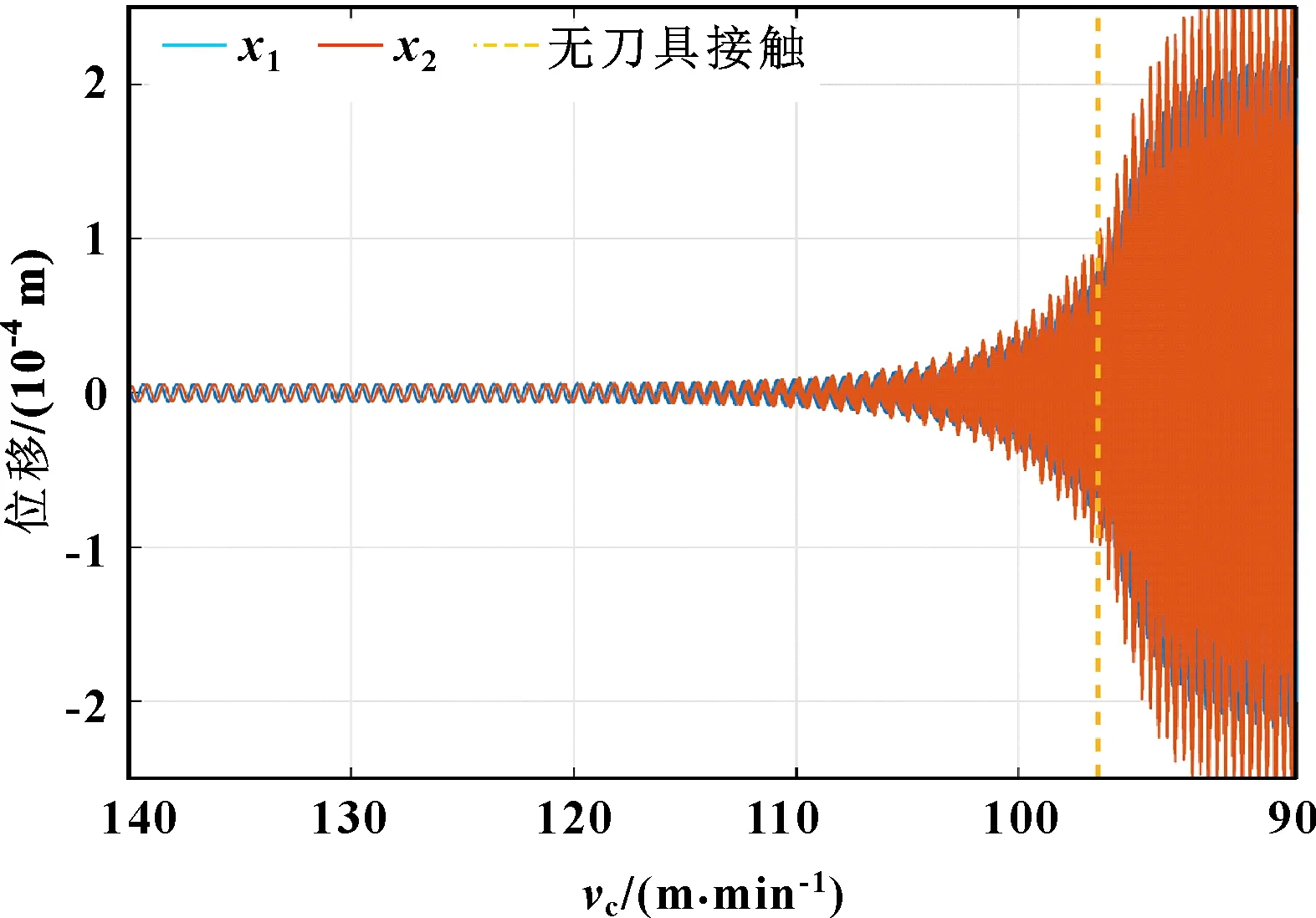
圖7 考慮再生效應的時域仿真
由圖7可知:實際系統從=105 m/min開始變得不穩定。虛線表示刀具由于徑向位移大于切削進給而與工件失去接觸。因此考慮到阻尼,系統仿真在較低的切削速度下是不穩定的。
3 實驗結果與分析
為對仿真結果進行驗證,在DMG HSC 30 CNC數控車床上進行測試。采用恒定進給量和轉速的端面加工方法加工出一個細長軸工件。工件的直徑隨著加工進行而減小,因此切削速度也會降低。實驗設置如圖8所示。

圖8 實驗設置
實驗切削參數如表3所示,其他參數與仿真參數相同。
表3 實驗切削條件參數
測量儀器型號如表4所示。
表4 測量儀器型號
利用激光測振儀在實驗測試中測得的工件振動速度如圖9所示。
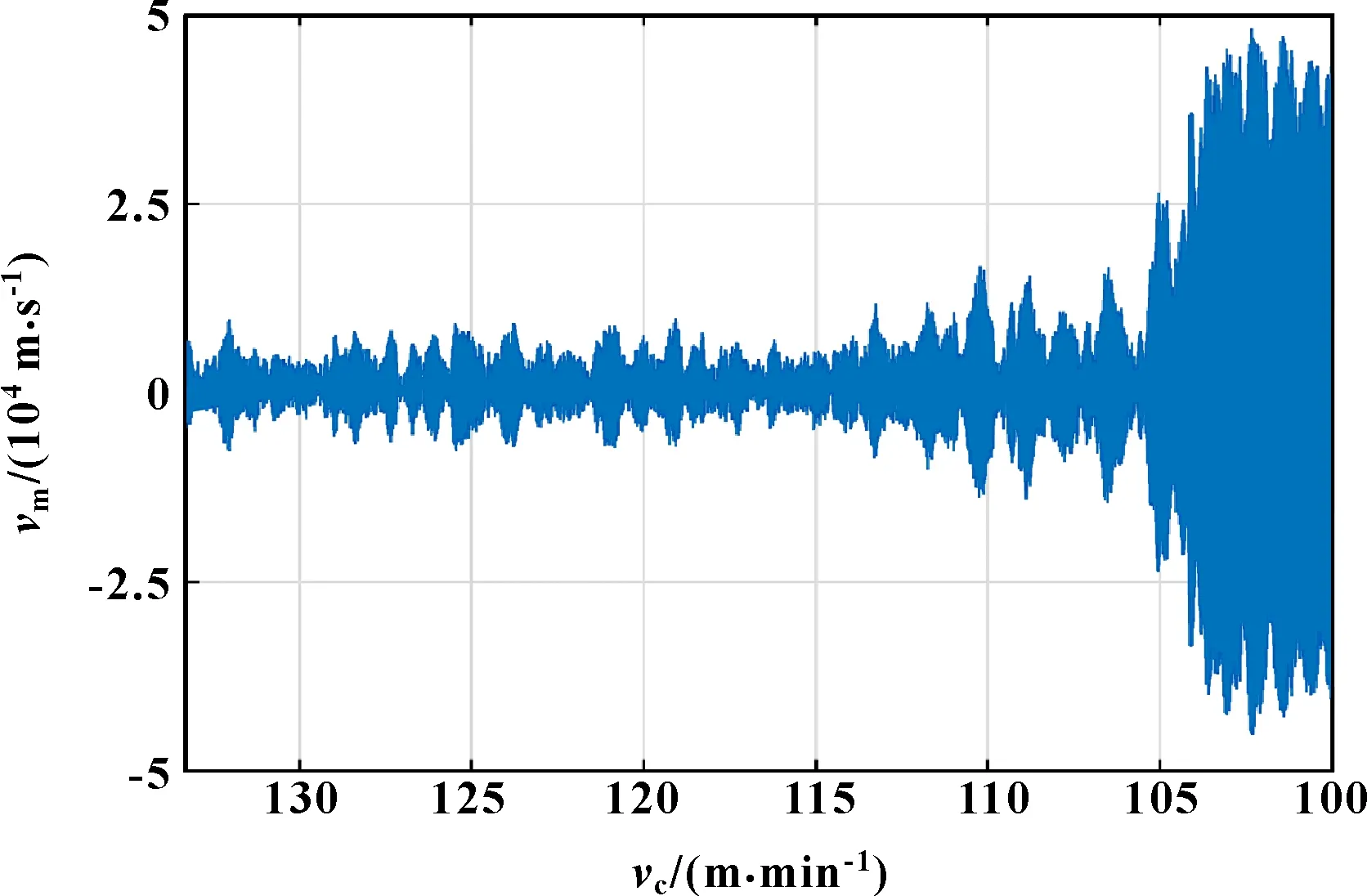
圖9 工件振動速度vm與切削速度vc的關系
由圖9可知:當=110 m/min時,振動幅度開始略有增加;當≤105 m/min時,如理論模型預測的那樣,系統變得不穩定。工件振動速度的頻譜如圖10所示。
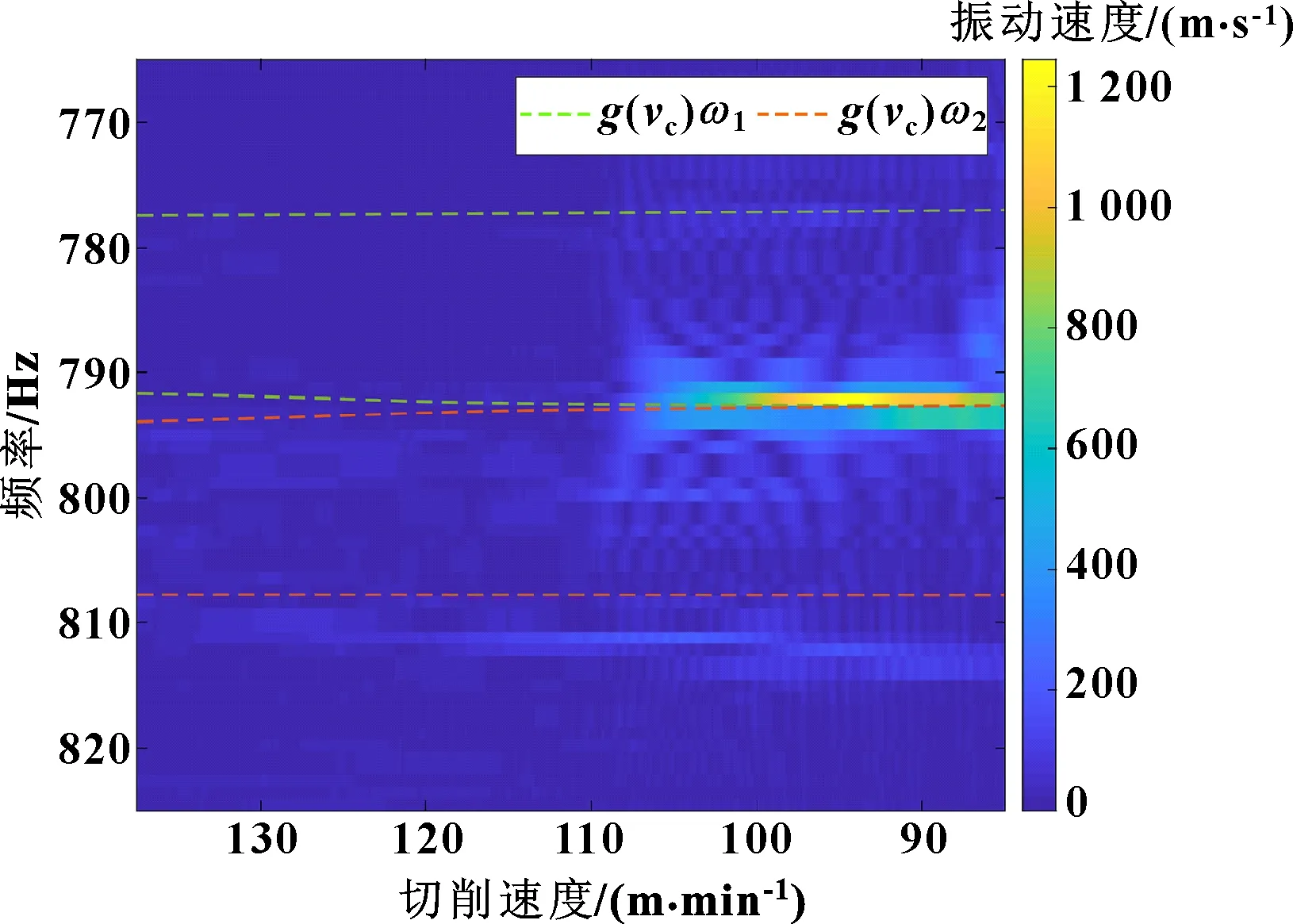
圖10 工件振動速度的頻譜圖
由于模式耦合,由圖10可以觀察到2個模態頻率收斂到792.8 Hz,與理論模型的仿真結果一致。
總體來說,仿真得到的穩定性預測結果與實驗結果吻合較好。根據模型的預測,隨著切削速度的降低,系統變得不穩定。
4 結論
本文作者提出了一種新的2 DOF模型,能夠更詳細地描述工件切削過程中的耦合現象。仿真和實驗測試結果都驗證了該模型的有效性。通過實驗得出如下結論:(1)考慮到阻尼和再生效應的影響,系統在較低的切削速度下是不穩定的;(2)實驗所用細長軸工件的2個模態頻率均收斂到792.8 Hz,模型的仿真和實測結果一致;(3)對于實驗所用細長軸工件,模型仿真和實測結果均表明系統從=105 m/min開始變得不穩定。因此,該模型可用于更準確地預測細長軸工件加工的穩定極限,能有效預防顫振,防止表面光潔度變差和刀具過早磨損。后續將在更多類型機床上開展進一步的性能驗證。
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
科學大眾(2023年17期)2023-10-26 07:39:14
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
天天愛科學(2020年6期)2020-09-10 07:22:44
數學物理學報(2020年2期)2020-06-02 11:29:24
數學物理學報(2017年6期)2018-01-22 02:26:40
光學精密工程(2016年6期)2016-11-07 09:07:19
湖北經濟學院學報·人文社科版(2015年8期)2015-12-29 05:53:07
上海電機學院學報(2015年4期)2015-02-28 14:30:00
計算物理(2014年2期)2014-03-11 17:01:44