織物型自潤滑襯墊粘接工藝及質(zhì)量控制
2022-09-14 06:09:44周碧武
電鍍與精飾 2022年9期
關(guān)鍵詞:工藝
李 博,周碧武
(1.中航飛機(jī)起落架有限責(zé)任公司,陜西漢中 723200;2.漢中萬利航空裝備制造有限公司,陜西漢中 723200)
自潤滑關(guān)節(jié)軸承因結(jié)構(gòu)緊湊,承載能力高,壽命 長,免維護(hù)等特點(diǎn),被廣泛應(yīng)用于工程機(jī)械、航空設(shè)備、軍工裝備等領(lǐng)域[1-3],其自潤滑層粘接于外圈內(nèi)球面,材料品種較多,其中織物自潤滑襯墊材料最為常見[4-6]。織物自潤滑襯墊是將聚四氟乙烯(PTFE)纖維與芳綸(Kevlar)、碳纖維等多種復(fù)合材料共同編織而成的,該襯墊以摩擦系數(shù)極小的PTFE纖維作為與內(nèi)圈外表面接觸的工作面,可以有效地提高襯墊的摩擦磨損性能;以粘接性能較強(qiáng)的芳綸纖維和碳纖維等材料作為與外圈內(nèi)表面接觸的粘接面,可以有效地提高襯墊的粘接性能[7-9]。目前,國內(nèi)外關(guān)于自潤滑構(gòu)件的研究主要集中在如何提高其摩擦磨損性能方面,而對(duì)襯墊粘接工藝及質(zhì)量研究較少[10]。本研究結(jié)合公司產(chǎn)品加工的實(shí)際,介紹了一種PTFE織物襯墊的粘接工藝,并就如何更好保證轉(zhuǎn)筒類零件的粘接質(zhì)量提出了完整的控制要求,有一定的借鑒意義。
1 工藝試驗(yàn)
1.1 工藝流程
基材為國產(chǎn)A-100鋼,其化學(xué)成分(以質(zhì)量分?jǐn)?shù)計(jì))為:C 0.24%,Co 13.82%,Ni 11.50%,Cr 3.01%,
Mo 1.29%,Si 0.01%,Mn 0.01%,Al 0.01%,Ti 0.01%,非金屬元素≤0.0068%,F(xiàn)e余量。
工藝1:粘接前的準(zhǔn)備→清洗→粘接→工裝固定→固化→拆卸→檢驗(yàn)
工藝2:在清洗與粘接工序之間增加吹砂工序,其余與工藝1相同。
1.1.1 粘接前準(zhǔn)備
檢查零件基體尺寸是否符合要求;膠粘劑是否在有效期內(nèi);工裝夾具是否齊全;烘箱是否完好等。
用剪刀將自潤滑襯墊材料沿徑向裁切成所需要的形狀和尺寸(如圖1所示)。
圖1 襯墊的宏觀和微觀形貌Fig.1 Macro and micro morphology of the liner
1.1.2 清洗
采用清洗布蘸取酒精擦拭的方式對(duì)粘接面進(jìn)行清洗,最后用吹風(fēng)機(jī)吹干,轉(zhuǎn)筒粘接面見圖2。
圖2 轉(zhuǎn)筒粘接面Fig.2 Bonding surface of rotating cylinder
1.1.3 吹砂
1)吹砂。采用直徑d為100~150 μm的氧化鋁,在風(fēng)壓為0.3~0.5 MPa,距離為200~300 mm的條件下干法吹砂10~15 s。為了保證粘接襯墊區(qū)域得到充分活化,吹砂面應(yīng)為實(shí)際粘接面向外延伸2~3 mm,且不允許砂流停滯在一個(gè)地方。對(duì)不需要吹砂的表面采用專用保護(hù)工裝進(jìn)行保護(hù)。
2)粗糙度檢查。采用量程為0~0.5 mm,精度為0.001 mm,型號(hào)為EDI10302的粗糙度儀,至少測試10點(diǎn),取平均值[11]。轉(zhuǎn)筒零件粘接面粗糙度Ra應(yīng)為2.0~4.0 μm。對(duì)于吹砂后粗糙度不合格的部位,允許采用240#砂紙進(jìn)行打磨處理。使用的粗糙度儀見圖3。

圖3 粗糙度儀Fig.3 Roughness tester
1.1.4 粘接
以富含PTFE的一面為摩擦面,另一面作為粘接面。在金屬基體及剪切好的自潤滑襯墊粘接面均勻涂敷粘接劑,在不超過40 °C的條件下烘烤至半干,將二者貼合在一起并輕輕按壓,檢查是否移位,移位時(shí)應(yīng)立即糾正。
1.1.5 工裝固定
將內(nèi)孔固化芯軸裝入粘接后的轉(zhuǎn)筒內(nèi)孔,用上壓板、下壓板工裝固定粘接端面,用緊固螺栓進(jìn)行固定。轉(zhuǎn)筒固化脹緊壓貼裝夾,見圖4。
圖4 轉(zhuǎn)筒固化脹緊壓貼裝夾Fig.4 Rotary drum curing expansion pressing and mount‐ing clamp
1.1.6 固化
將用夾具固定好粘接面的轉(zhuǎn)筒放入烘箱中,以3~5℃/min的升溫速率升至175±3℃,保溫3~3.5 h,然后自然冷卻至室溫。
1.1.7 拆卸
拆卸工裝,注意防止磕碰粘接面。必要時(shí),對(duì)固化后的零件進(jìn)行邊緣倒角等修整。完成粘接的轉(zhuǎn)筒見圖5。
圖5 粘接后的轉(zhuǎn)筒Fig.5 The rotor after bonding
1.1.8 檢驗(yàn)
進(jìn)行外觀及尺寸檢驗(yàn),合格后交付。
1.2 襯墊粘接性能檢測要求
1.2.1 外觀
粘接固化的襯墊表面不應(yīng)有起泡、污染物嵌入夾雜等明顯可見缺陷,襯墊邊緣不應(yīng)有直徑大于1.5 mm的缺損和樹脂剝落現(xiàn)象。
1.2.2 粘接強(qiáng)度
1)試樣要求。材料為A-100鋼,規(guī)格60 mm×20 mm×(2~4)mm,Ra≤0.8 μm,襯墊尺寸60 mm×20 mm;涂膠尺寸45 mm×20 mm,每組試驗(yàn)粘接5個(gè)試樣,結(jié)果取平均值。
2)試驗(yàn)要求。采用AGS-X 5KN型電子萬能試驗(yàn)機(jī)和自制的剝離夾具按GB/T 2790—1995的規(guī)定,在室溫下進(jìn)行粘接強(qiáng)度試驗(yàn),剝離速度25~30 mm/min,有效剝離長度不小于40 mm,粘接強(qiáng)度大于0.5 N/mm為合格。平板粘接強(qiáng)度試驗(yàn)自制的剝離夾具分為上、下兩部分,上夾具用來夾持試樣基體,下夾具用來夾持襯墊,電子萬能試驗(yàn)機(jī)見圖6,剝離方式如圖7所示。

圖6 電子萬能試驗(yàn)機(jī)Fig.6 Electronic universal testing machine
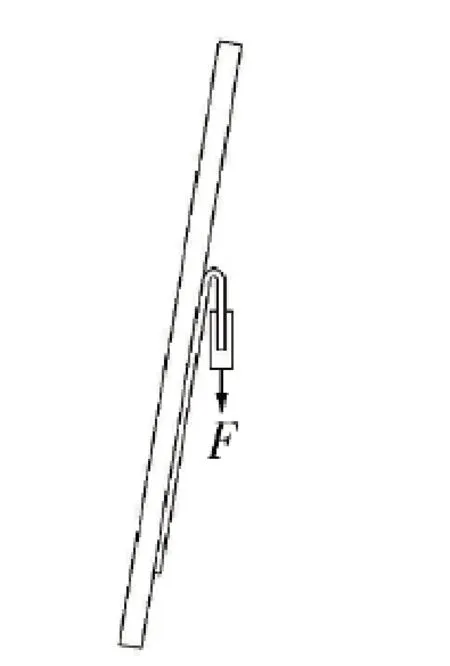
圖7 平板粘接強(qiáng)度試驗(yàn)Fig.7 Plate bonding strength test
1.2.3 粘接完整性
在完成粘接強(qiáng)度試驗(yàn)的試樣上進(jìn)行粘接完整性檢查,剝離后的金屬試樣基體表面滿足90%以上的接觸區(qū)緊密粘接為合格。
1.2.4 無載啟動(dòng)力矩
將粘接襯墊后的自潤滑轉(zhuǎn)筒與自制試驗(yàn)工裝裝配,并將一根末端帶有緊固孔的螺桿穿過自潤滑轉(zhuǎn)筒耳柄上用于裝配襯套的座孔,緊固孔的圓心與座孔的中心線應(yīng)在同一直線上,然后將測力用固定拉力計(jì)與這個(gè)螺桿固定在一起,施加拉力使轉(zhuǎn)筒繞軸旋轉(zhuǎn),每轉(zhuǎn)動(dòng)90°測試一次,4次中最大值作為該轉(zhuǎn)筒無載啟動(dòng)力矩的測試值。力矩為不大于10 N·m,產(chǎn)品合格。
2 實(shí)驗(yàn)結(jié)果
2.1 試樣實(shí)驗(yàn)結(jié)果
按工藝1和工藝2分別粘接5件試樣,進(jìn)行粘接強(qiáng)度和粘接完整性檢查,結(jié)果表明,按工藝2粘接的試樣粘接強(qiáng)度高于按工藝1粘接的試樣14%。測試結(jié)果滿足性能檢測要求,數(shù)據(jù)見表2。
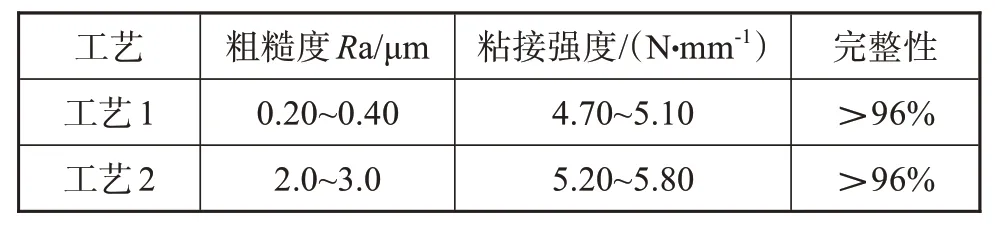
表1 不同工藝粘接的試樣的性能測試Tab.1 Performance tests of samples bonded with different processes
2.2 轉(zhuǎn)筒測試結(jié)果
基于試樣的實(shí)驗(yàn)結(jié)果,確定采用工藝2的方法對(duì)轉(zhuǎn)筒粘接自潤滑襯墊。固化工藝兩年來,共加工轉(zhuǎn)筒零件76件,一次合格75件,一次合格率98.7%,一件襯墊局部脫落,進(jìn)行了返修。其中無載啟動(dòng)力力矩測試值為5.2~7.0 N·m,全部合格。
3 質(zhì)量控制要求
3.1 人員控制
對(duì)從事粘接工藝的操作人員和檢驗(yàn)人員定期進(jìn)行工藝標(biāo)準(zhǔn)、檢測標(biāo)準(zhǔn)和操作要點(diǎn)等相關(guān)內(nèi)容的培訓(xùn),考核合格后,頒發(fā)具有一定時(shí)效性的崗位資格證,操作、檢驗(yàn)人員應(yīng)持證上崗。同時(shí)對(duì)操作、檢驗(yàn)人員登記造冊(cè),注明崗位資格證編號(hào)、有效期等,確保實(shí)時(shí)掌握資格證有關(guān)信息,做好再培訓(xùn)及新證換發(fā)工作[12]。檢測試驗(yàn)應(yīng)由至少二名操作者共同進(jìn)行,一人檢測一人復(fù)核,確保操作程序的正確可靠。
3.2 設(shè)備和設(shè)施要求
1)烘箱應(yīng)裝溫度自動(dòng)控制、指示和報(bào)警裝置,控溫精度應(yīng)滿足±3℃的要求。設(shè)備、儀器及儀表應(yīng)有合格標(biāo)志,且處于檢定有效期內(nèi)。萬能材料試驗(yàn)機(jī)測量精度為±1% F·S。內(nèi)徑千分尺、無載力矩測量測試儀測量精度為±0.01 mm。
2)檢驗(yàn)平臺(tái)上應(yīng)襯有軟墊且保持清潔并有足夠的照明,即光照度不得低于300 Lx。
3)檢測試驗(yàn)過程中所使用的計(jì)量器具應(yīng)完好,且應(yīng)有計(jì)量合格證,如無計(jì)量合格證或合格證超期不允許使用;檢測中待檢樣件、已檢樣件、不合格樣件必須分區(qū)放置且有明顯標(biāo)識(shí)。
3.3 材料要求
為滿足轉(zhuǎn)筒零件的自潤滑設(shè)計(jì)要求,采用公司與國內(nèi)某科研單位聯(lián)合研制的專用襯墊材料及膠液進(jìn)行粘接,材料及技術(shù)標(biāo)準(zhǔn)要求如下:
1)專用襯墊:PTFE織物型自潤滑襯墊,技術(shù)標(biāo)準(zhǔn)Q/11AJ5007WL—2018。
2)膠粘劑:酚醛-縮醛膠粘劑,技術(shù)標(biāo)準(zhǔn)Q/11AJ5008WL—2018。
儲(chǔ)存要求:無腐蝕介質(zhì)的干燥、密閉環(huán)境中,襯墊儲(chǔ)存溫度為-55~85℃;膠粘劑儲(chǔ)存溫度為0~2℃下保存,有效期一年。
3.4 制造過程控制
3.4.1 工藝過程控制
1)嚴(yán)格按自潤滑襯墊材料厚度協(xié)調(diào)粘接前零件基體尺寸,確保粘接后的尺寸符合工藝要求。注意襯墊的裁切方向,確保粘接性能最佳。莊彩虹[13]研究表明,不同裁切方向襯墊的粘貼完整性均達(dá)到100%,但粘接強(qiáng)度差異較大,徑向裁切襯墊的粘接強(qiáng)度最高,明顯優(yōu)于其他方向。
2)吹砂到粘接的時(shí)間間隔不超過1 h及粘接面粗糙度Ra為2.0~4.0 μm時(shí)粘接質(zhì)量最佳。
3)用玻璃棒把膠粘劑沿一個(gè)方向涂在零件表面,涂膠的過程中不能往復(fù),速度不能太快。
4)膠粘劑的用量對(duì)粘接強(qiáng)度有重要的影響,是粘接工藝的一個(gè)關(guān)鍵控制參數(shù)。根據(jù)涂膠面積計(jì)算用量并用電子天平稱量。涂膠之后一般需要晾置一段時(shí)間,晾置的時(shí)間、溫度由膠粘劑的類型決定。本工藝采用的膠粘劑主要成分是改性酚醛樹脂,涂敷后在室溫下晾置10~30 min,且重復(fù)涂膠兩次。
5)固化過程實(shí)際上是膠粘劑分子結(jié)構(gòu)上的變化,所以固化參數(shù)主要依據(jù)粘接膠性質(zhì)來確定。壓力、時(shí)間、溫度是固化過程中的三個(gè)重要參數(shù),直接影響著襯墊的粘接效果,是襯墊獲得良好粘接效果的關(guān)鍵。在固化過程中,施加一定的壓力可以保證零件、襯墊、膠粘劑的緊密接合。固化過程分為升溫、保溫、降溫三個(gè)階段,升溫和降溫過程要緩慢,以減少因溫度變化引起的內(nèi)應(yīng)力[8]。
6)對(duì)固化后零件的倒角、倒邊等進(jìn)行修整時(shí),應(yīng)堅(jiān)持“少量多次”的修整原則,切勿單次修整量過大。在加工和安裝過程中禁止使用切削油和切削液,應(yīng)盡可能避免對(duì)固化后的自潤滑表面進(jìn)行二次加工,同時(shí)應(yīng)避免使零件受油污、灰塵、水等污染,如裝配中確需進(jìn)行二次加工,可采用240#砂紙和800#砂紙進(jìn)行表面修磨,且加工量不應(yīng)超過0.025 mm。
7)自潤滑轉(zhuǎn)筒在粘接過程中,由于必須使用易燃且有毒性的有機(jī)溶劑,因此,操作時(shí)應(yīng)遠(yuǎn)離火源,工作場所應(yīng)采取有效的通風(fēng)措施,工作人員應(yīng)佩戴防毒面具。
8)襯墊為軟質(zhì)材料,機(jī)械外力會(huì)對(duì)其本身及界面結(jié)合產(chǎn)生很大的影響。因此,在自潤滑轉(zhuǎn)筒的制備、運(yùn)輸和存貯過程中,應(yīng)加強(qiáng)對(duì)襯墊粘接區(qū)域的保護(hù),避免機(jī)械干涉導(dǎo)致的襯墊剝落現(xiàn)象[11]。
3.4.2 試驗(yàn)過程控制
現(xiàn)場記錄必須真實(shí)可靠;試驗(yàn)中發(fā)生的所有故障應(yīng)及時(shí)確定發(fā)生故障的原因及處理方法,故障排除后方可繼續(xù)進(jìn)行試驗(yàn),并填寫故障報(bào)告單,如實(shí)記錄故障排除過程,并給出故障的預(yù)防措施,避免同樣的故障再次發(fā)生。
3.4.3 檢驗(yàn)過程控制
1)外觀。粘接固化的襯墊材料表面不應(yīng)有起泡、污染物嵌入夾雜等明顯可見缺陷,襯墊邊緣不應(yīng)有直徑大于1.5 mm的缺損和樹脂剝落現(xiàn)象。
2)每批轉(zhuǎn)筒粘接均應(yīng)帶粘接完整性和粘接強(qiáng)度試樣,試樣測試合格,代表本批零件合格。
3)無載啟動(dòng)力矩。用于評(píng)價(jià)轉(zhuǎn)筒的靈活性,是考核轉(zhuǎn)筒粘接襯墊后的一項(xiàng)重要性能指標(biāo)。
4)粘接襯墊后主要尺寸。內(nèi)孔直徑、孔兩端距離符合工藝文件要求。
4 結(jié)語
采用吹砂的前處理方式對(duì)轉(zhuǎn)筒零件粘接自潤滑襯墊,既保證了粘接強(qiáng)度高于不吹砂的14%,又保證了粘接一次合格率達(dá)98%以上,故為首選工藝;粘接襯墊時(shí)沿徑向裁切、徹底清洗、以富含PTFE的背面作為粘接面、使用專用工裝固定和控制粘接的完整性、粘接強(qiáng)度及無載啟動(dòng)力矩等能較好地保證產(chǎn)品質(zhì)量。
猜你喜歡
中國特種設(shè)備安全(2022年5期)2022-08-26 09:19:32
礦產(chǎn)綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
世界農(nóng)藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
