高精度倒裝焊機(jī)加壓機(jī)構(gòu)的研究
2022-09-09 07:35:54郝耀武郝艷鵬王元仕張文琪狄希遠(yuǎn)
電子工業(yè)專(zhuān)用設(shè)備 2022年3期
郝耀武,郝艷鵬,王元仕,張文琪,狄希遠(yuǎn)
(中國(guó)電子科技集團(tuán)公司第二研究所,山西 太原 030024)
高精度倒裝焊機(jī)主要用于大規(guī)模集成電路器件制造的倒裝焊接工藝,完成芯片與基板的直接互連,使封裝具有更優(yōu)越的高頻、低延遲、低串?dāng)_的電路特性,能有效提高電路、部件或系統(tǒng)組裝互連的可靠性[1]。倒裝焊機(jī)的主要工作過(guò)程包括:芯片-基板上料、芯片-基板調(diào)平、芯片-基板對(duì)位、芯片-基板鍵合、成品下料。為了滿足芯片與基板大面陣的發(fā)展要求,在鍵合過(guò)程中需要加壓機(jī)構(gòu)滿足大壓力范圍的精確控制。
1 加壓機(jī)構(gòu)的結(jié)構(gòu)組成
加壓機(jī)構(gòu)主要由Z軸運(yùn)動(dòng)平臺(tái)、芯片搖擺臺(tái)、壓力傳感器、芯片吸附加熱臺(tái)4個(gè)部分組成,如圖1所示。

圖1 加壓機(jī)構(gòu)的構(gòu)成
(1)Z軸運(yùn)動(dòng)平臺(tái)
Z軸運(yùn)動(dòng)平臺(tái)為加壓機(jī)構(gòu)的執(zhí)行部分,其行走位置精度直接影響加壓機(jī)構(gòu)的位置精度及壓力控制的精確性。
(2)芯片搖擺臺(tái)
芯片搖擺臺(tái)又稱(chēng)PR平臺(tái),安裝于Z軸運(yùn)動(dòng)平臺(tái)下方,用于實(shí)現(xiàn)芯片相對(duì)于基板的平行調(diào)節(jié)。芯片搖擺臺(tái)采用球面氣浮導(dǎo)向,步進(jìn)電機(jī)驅(qū)動(dòng)精密螺旋推桿,使球凸產(chǎn)生運(yùn)動(dòng),旋轉(zhuǎn)中心位于芯片附近。
(3)壓力傳感器
壓力傳感器安裝于芯片搖擺臺(tái)與芯片吸附加熱臺(tái)之間,為加壓機(jī)構(gòu)的反饋裝置,用來(lái)檢測(cè)反饋芯片和基板當(dāng)前的互連壓力,其測(cè)量精度直接影響最終的控制精度。
(4)芯片吸附加熱臺(tái)
芯片吸附加熱臺(tái)安裝加壓機(jī)構(gòu)的底端,水冷系統(tǒng)保證它的外部能保持在室溫,采用鹵素?zé)舢a(chǎn)生紅外輻射的方式進(jìn)行加熱,將熱量傳導(dǎo)至碳化硅材質(zhì)的芯片夾具。芯片夾具的實(shí)際溫度通過(guò)Pt電阻測(cè)量。為了防止熱膨脹引起對(duì)位精度的偏離,加熱腔體采用熱膨脹系數(shù)極小的材料制造。
1.1 Z軸運(yùn)動(dòng)平臺(tái)設(shè)計(jì)
Z軸運(yùn)動(dòng)平臺(tái)為加壓機(jī)構(gòu)的執(zhí)行機(jī)構(gòu),行程150 mm,如圖2所示。其導(dǎo)向機(jī)構(gòu)采用超精密級(jí)線性滾珠導(dǎo)軌,行走平行度高于1.5μm/200 mm。驅(qū)動(dòng)電機(jī)采用連接有線性編碼器的交流伺服電機(jī),額定扭矩5 N·m。絲杠采用外徑20 mm、導(dǎo)程4 mm的預(yù)壓型滾珠絲杠,剛性可達(dá)380 N/μm,預(yù)壓型滾珠絲杠可以消除反向間隙,保證定位時(shí)的高精度及加壓時(shí)的高剛性。

圖2 Z軸運(yùn)動(dòng)平臺(tái)
為了保證加壓時(shí)的最大壓力能夠達(dá)到4 kN,采用推力計(jì)算公式進(jìn)行計(jì)算:

式中,η為絲杠傳動(dòng)效率,T為電機(jī)扭矩,L為絲杠導(dǎo)程,取η=0.9,T=5 N·m,L=4 mm,帶入公式計(jì)算得F=7.065 kN,大于設(shè)計(jì)值4 kN,滿足設(shè)計(jì)要求。
Z軸運(yùn)動(dòng)平臺(tái)不僅要滿足設(shè)備最大焊接壓力達(dá)到4 kN,而且還要實(shí)現(xiàn)壓力的精確控制。為了實(shí)現(xiàn)壓力的精確控制,運(yùn)動(dòng)平臺(tái)要滿足高分辨率的要求,可實(shí)現(xiàn)微小步距。因此,反饋裝置采用超低膨脹系數(shù)的光柵尺+50 nm分辨率讀數(shù)頭的組合,分辨率為每步0.05μm,實(shí)現(xiàn)了位置的閉環(huán)控制,保證了Z軸運(yùn)動(dòng)平臺(tái)的精度,能有效提高焊接壓力的穩(wěn)定性和精確度。
1.2 壓力傳感器設(shè)計(jì)
加壓機(jī)構(gòu)控制芯片吸附加熱臺(tái)向下運(yùn)動(dòng)完成加壓,焊接壓力范圍較大。為了減小加壓過(guò)程對(duì)焊接芯片的沖擊,加壓采用分段控制[2]。加壓精度靠精準(zhǔn)的測(cè)力系統(tǒng)來(lái)保證,壓力傳感器采用多量程測(cè)量方式,分別為0~25 N、25~550 N、550~4 500 N,可提高各壓力段的測(cè)量精度,壓力傳感器如圖3所示。

圖3 壓力傳感器示意圖
圖4為測(cè)力系統(tǒng)原理圖,主要由力傳感器和放大器組成。力傳感器采用應(yīng)變橋式,應(yīng)變橋A和應(yīng)變橋B分別測(cè)試不同范圍的力。應(yīng)變橋A輸出信號(hào)傳至放大器I,測(cè)力范圍0~4 500 N;應(yīng)變橋B輸出信號(hào)同時(shí)傳至放大器II和放大器III,通過(guò)調(diào)節(jié)增益使放大器II測(cè)力范圍為0~550 N,放大器III測(cè)力范圍為0~25 N。由于壓力傳感器采用了3個(gè)量程的測(cè)量方式,實(shí)現(xiàn)了焊接壓力的精確測(cè)量,配合Z軸運(yùn)動(dòng)平臺(tái)精確控制運(yùn)動(dòng)位移,可實(shí)現(xiàn)焊接壓力的精確輸出。

圖4 測(cè)力系統(tǒng)原理圖
2 加壓機(jī)構(gòu)控制原理
圖5為加壓機(jī)構(gòu)的控制原理圖。加壓機(jī)構(gòu)采用全閉環(huán)控制,工控機(jī)根據(jù)用戶(hù)設(shè)置好的加壓參數(shù),將控制信號(hào)發(fā)送給加壓電機(jī)驅(qū)動(dòng)器,驅(qū)動(dòng)器通過(guò)電機(jī)驅(qū)動(dòng)絲杠轉(zhuǎn)動(dòng),進(jìn)而實(shí)現(xiàn)Z軸運(yùn)動(dòng)。

圖5 加壓機(jī)構(gòu)控制原理圖
在空載階段,Z軸產(chǎn)生移動(dòng)后,讀數(shù)頭將讀取光柵尺的位置信號(hào)直接反饋加壓電機(jī)驅(qū)動(dòng)器,實(shí)現(xiàn)位置的閉環(huán)控制。在加壓階段,讀數(shù)頭讀取光柵尺的位置信號(hào),壓力傳感器實(shí)時(shí)捕捉壓力信號(hào),位置信號(hào)和壓力信號(hào)直接反饋加壓電機(jī)驅(qū)動(dòng)器,通過(guò)驅(qū)動(dòng)器內(nèi)部的PID控制,通過(guò)精確的位置變化調(diào)整壓力,進(jìn)而實(shí)現(xiàn)壓力的閉環(huán)控制。
由于壓力信號(hào)和位置信號(hào)都同時(shí)直接接入驅(qū)動(dòng)器,響應(yīng)時(shí)間變短,為最終壓力的精確控制提供了可靠的硬件保障。
3 壓力傳感器校準(zhǔn)
壓力傳感器校準(zhǔn)是指在試驗(yàn)加載前,為確定傳感器的輸出值與對(duì)應(yīng)的由標(biāo)準(zhǔn)所復(fù)現(xiàn)的量值之間關(guān)系的操作[3]。為了能夠更加精確的加壓,采用更高精度的標(biāo)準(zhǔn)壓力傳感器進(jìn)行壓力校準(zhǔn),壓力傳感器如圖6所示。將標(biāo)準(zhǔn)壓力傳感器置于加壓機(jī)構(gòu)的正下方,從0 N開(kāi)始加壓,每次增加500 N直至4 500 N,確定壓力傳感器的輸出值與標(biāo)準(zhǔn)壓力傳感器輸出值的關(guān)系。
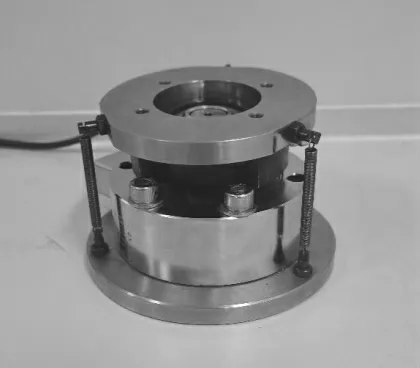
圖6 標(biāo)準(zhǔn)壓力傳感器
4 實(shí)際加壓效果
為了驗(yàn)證加壓機(jī)構(gòu)的性能,進(jìn)行加壓實(shí)驗(yàn),實(shí)際壓力曲線如圖7所示。可見(jiàn)實(shí)際壓力曲線與設(shè)定壓力曲線較一致,跟隨誤差小,滿足設(shè)備對(duì)加壓機(jī)構(gòu)壓力精確控制的要求。

圖7 實(shí)際壓力曲線
5 結(jié)束語(yǔ)
本文從芯片與基板的倒裝互連工藝出發(fā),對(duì)加壓機(jī)構(gòu)的機(jī)械結(jié)構(gòu)和控制系統(tǒng)進(jìn)行了設(shè)計(jì)及研究,并對(duì)壓力傳感器進(jìn)行了校準(zhǔn)。通過(guò)實(shí)際加壓實(shí)驗(yàn)證明,該套加壓機(jī)構(gòu)響應(yīng)迅速,跟隨誤差小,有效地解決了倒裝焊機(jī)對(duì)加壓機(jī)構(gòu)多梯度大焊接壓力精確控制的要求。