10Ni5CrMoV鋼焊縫針狀鐵素體相變熱力學分析
2022-09-09 03:08:04郝紅,丁敏
電焊機 2022年8期
郝 紅,丁 敏
1.太原科技大學 環(huán)境與安全學院,山西 太原 030024
2.太原理工大學 材料科學與工程學院,山西 太原 030024
0 前言
10Ni5CrMoV鋼是一種屈服強度不小于785 MPa的低碳NiCrMoV系艦船壓殼體用鋼,具有高強度、高韌性以及良好的焊接性能等特點。該鋼是我國在NiCrMoV系基礎上研制的一種船壓殼體耐壓鋼種[1]。10Ni5CrMoV鋼的焊縫金屬顯微組織是決定焊縫金屬力學性能的重要因素。一般來說,其焊縫金屬主要類別有奧氏體[2]、貝氏體、針狀鐵素體[1,3-5]。當焊縫金屬為奧氏體時,焊縫容易形成超標的氣孔,影響焊接質量[2]。貝氏體與針狀鐵素體都是奧氏體在中溫階段轉變形成的產物,且針狀鐵素體實質上是晶內形核的貝氏體鐵素體,貝氏體的形成溫度要高于針狀鐵素體,兩者形態(tài)上的唯一區(qū)別是貝氏體形核于奧氏體晶界部位,而針狀鐵素體往往形核于奧氏體晶粒內部[3-5]。一般來說,當焊縫金屬中含有65%以上且平均尺寸約為1 μm的針狀鐵素體時,焊縫金屬具有良好的綜合力學性能[6]。有研究表明,焊縫中有Ni元素相比無Ni元素的情況,能夠得到更多的針狀鐵素體組織,從而有利于抑制冷裂紋[7]。因此,研究10Ni5CrMoV鋼焊縫金屬中針狀鐵素體形成的相變熱力學機理,具有重要的理論和實際應用價值。
試驗用10Ni5CrMoV鋼的化學成分和力學性能分別如表1、表2所示,其供貨為調質態(tài),顯微組織為索氏體,焊接性分析見前期研究[8],比較難焊接,但是選擇合適的焊接方法與工藝措施可以防止接頭韌性下降。優(yōu)化焊接材料及焊接工藝可以提高接頭韌性儲備。試驗用焊絲牌號為JS80,其力學性能和化學成分分別如表2、表3所示。一般來說,針狀鐵素體為大角度晶界,雜亂無章,且具有優(yōu)良的韌性和抗裂性,基于相變熱力學模型,通過對焊縫金屬相變驅動力的計算以期揭示奧氏體變成針狀鐵素體的機制,提高針狀鐵素體含量從而提高焊縫質量。
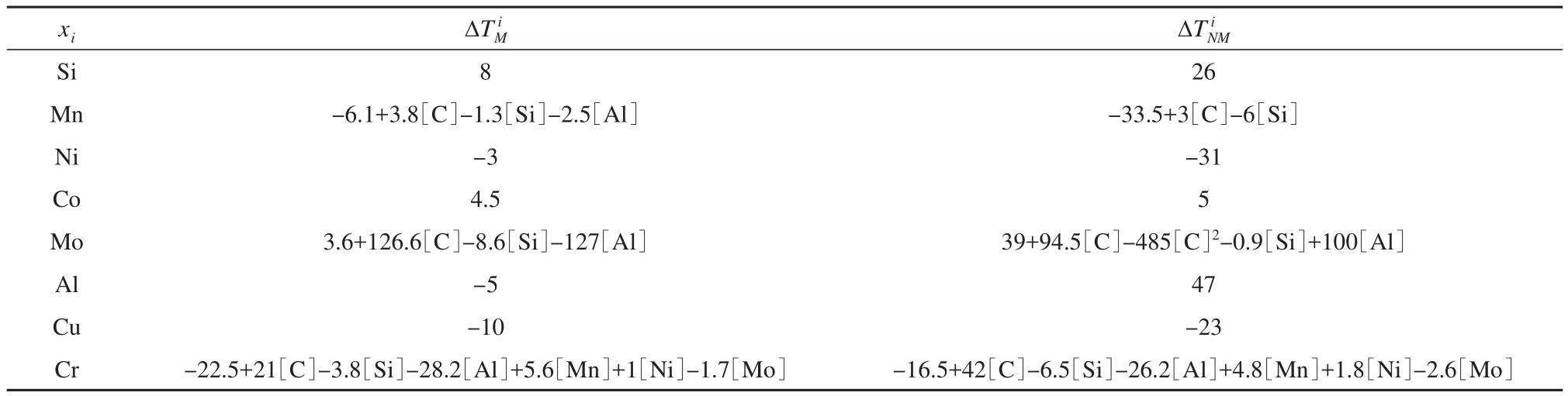
表1 修正的各元素的溫度位移取值[13]Table 1 Modified value for temperature displacement of different elements[13]

表1 10Ni5CrMoV鋼化學成分(質量分數,%)Table 1 Chemical compositions of 10Ni5CrMoV steel(wt.%)
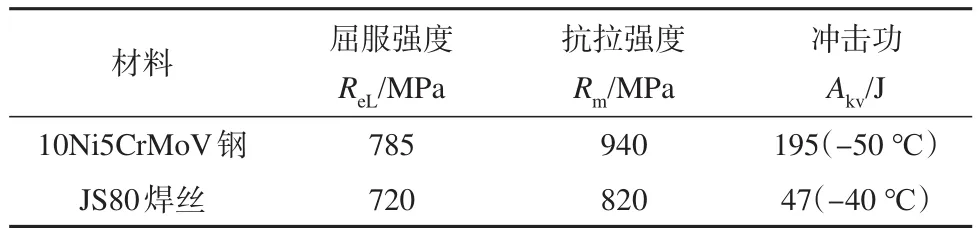
表2 10Ni5CrMoV鋼和JS80焊絲力學性能Table 2 Mechanical properties of 10Ni5CrMoV steel and JS80 welding wire

表3 JS80焊絲化學成分(質量分數,%)Table 3 Chemical compositions of JS80 welding wire(wt.%)
1 焊縫區(qū)針狀鐵素體相變驅動力熱力學模型的建立
1.1 Fe-C合金相中C元素和Fe元素的活度計算
基于文獻[8]及實驗,本文采用熔化極旋轉窄間隙焊焊接方法,U形坡口,熱輸入25 kJ/cm,多層單道焊,層間溫度150~200℃,以期焊層之間相成分均勻。相變驅動力與元素的成分、活度是有關聯的,計算焊縫針狀鐵素體的相變驅動力需要明確Fe元素和C元素在奧氏體和針狀鐵素體中的活度。
計算活度的模型主要有KRC模型、LFG模型、MD模型。KRC模型是Kaufman等人于1962年建立,隨后許多研究者基于KRC模型進行了改進。本文基于 Shiflet等人[6,9-12]提出的改進性模型計算10Ni5CrMoV鋼焊縫金屬中Fe和C的活度。
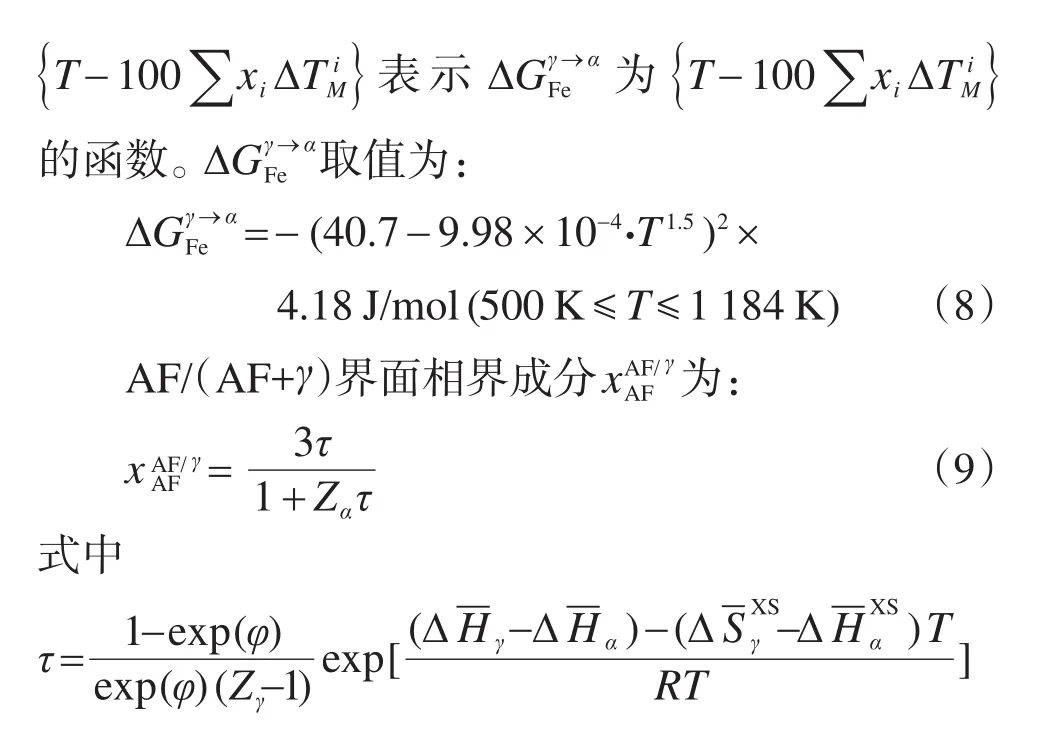
C元素在Fe-C合金中形成固溶體時其原子位置不會改變,因此C元素在奧氏體中活度αγC可表示為:

從而C元素在針狀鐵素體中的活度可表示為:

針狀鐵素體相變過程中,C原子和Fe原子分別在奧氏體、鐵素體中的活度隨溫度變化計算結果如圖1所示。隨著溫度降低,C原子在奧氏體和鐵素體中的活度增大,且增大幅度隨溫度下降而降低;Fe原子在奧氏體中的活度減小,在鐵素體中的活度增大。
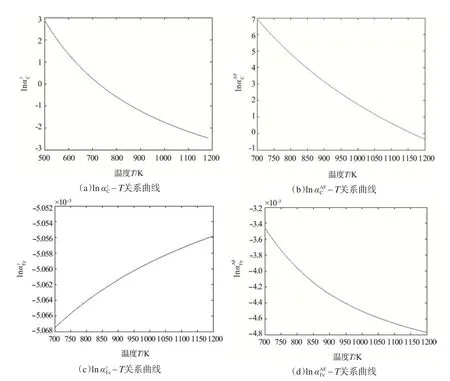
圖1 針狀鐵素體相變過程中C原子和Fe原子分別在奧氏體、鐵素體中的活度隨溫度變化的曲線Fig.1 Curve of C and Fe atoms changing with temperature during phase transformation of acicular ferrite
C含量對C原子和Fe原子在針狀鐵素體相變中活度的變化影響如圖2所示,隨著C含量增加,奧氏體和鐵素體中C原子的活度增大,Fe原子在鐵素體中的活度增大,在奧氏體中的活度減小。
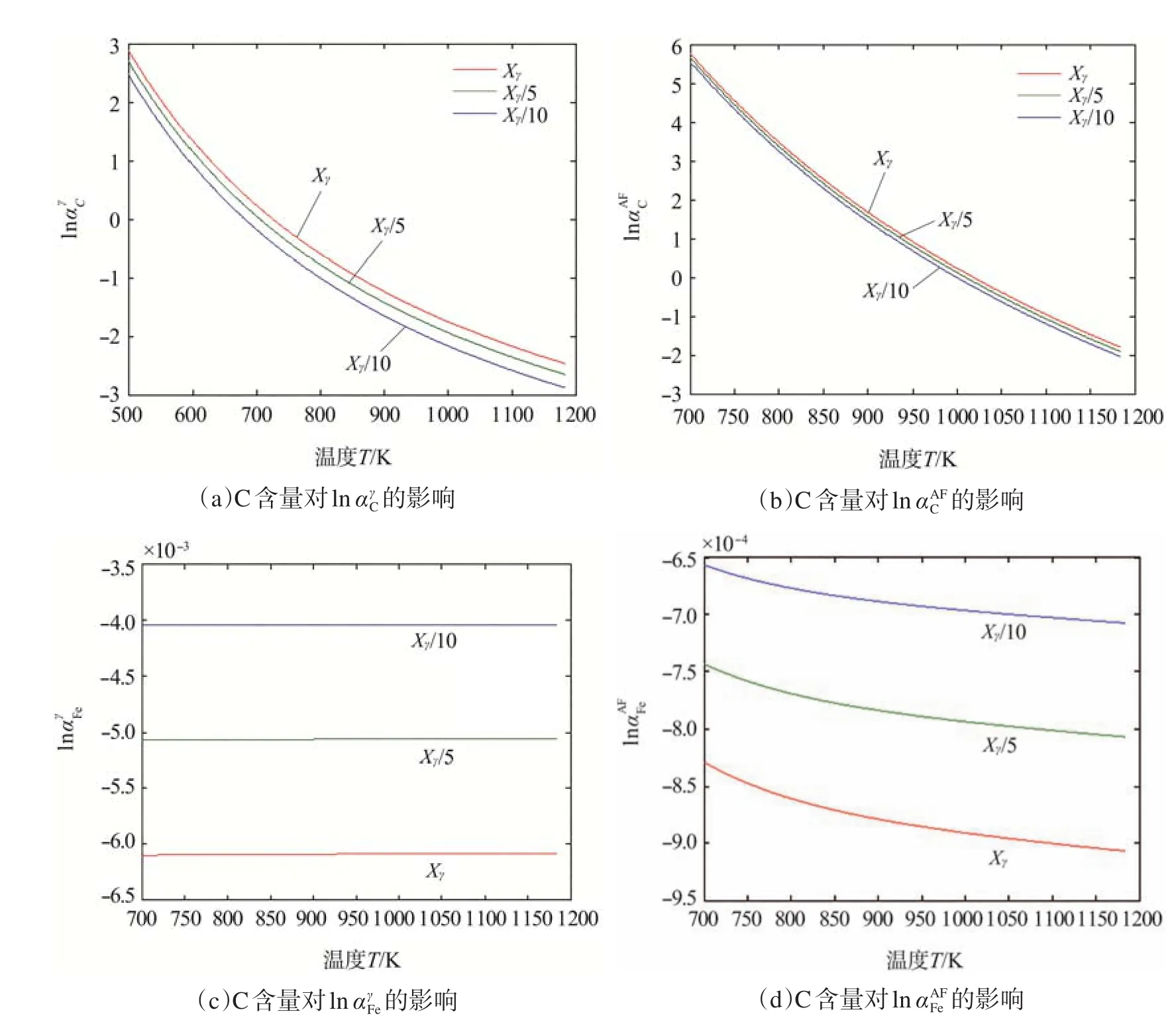
圖2 碳元素含量對C原子和Fe原子在針狀鐵素體相變中活度的變化影響Fig.2 Effect of carbon content on activity on C and Fe atoms during phase transformation of acicular ferrite
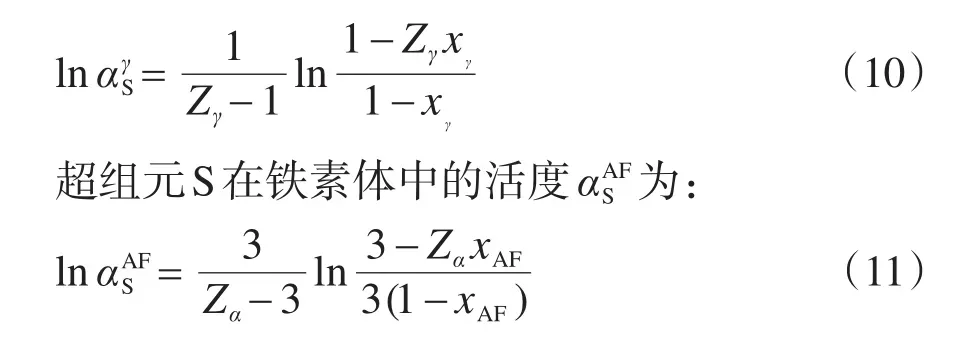
10Ni5CrMoV鋼焊縫金屬實際是一種多元素合金,使用超組元模型計算活度具有更高的可靠性和準確度。本研究將∑Xi視為一個超組元S,與Fe-C合金類比,進行Fe-∑Xi的活度計算,則超組元S在奧氏體中的活度為:
1.2 焊縫針狀鐵素體相變驅動力模型
針狀鐵素體是中溫轉變產物[1,3-4],本文計算焊縫針狀鐵素體相變驅動力來揭示奧氏體變成針狀鐵素體機制。驅動力計算模型主要有傳統擴散模型、類珠光體轉變模型和貧碳區(qū)切變模型,用于探討不同轉變機制之間的熱力學關系。
1.2.1 傳統擴散模型

1.2.2 類珠光體轉變模型
類珠光體轉變時,由奧氏體轉變?yōu)殍F素體和滲碳體,轉變模型中鐵素體的自由能可以近似于純鐵的自由能,從而相變驅動力為:
1.2.3 貧碳區(qū)擴散轉變熱力學模型
針狀鐵素體在奧氏體貧碳區(qū)的轉變機制為:

奧氏體貧碳區(qū)形成有兩個階段,第一階段為形成貧碳區(qū)(γ')及富碳區(qū)(γ'');第二階段為針狀鐵素體在奧氏體貧碳區(qū)形核及長大,且剩余一部分奧氏體,最后逐漸轉變完全。

1.2.4 馬氏體切變模型
針狀鐵素體以馬氏體轉變的相變機制為γ→α,其相變驅動力ΔGγ→α為:
1.2.5 貧碳區(qū)切變模型
奧氏體在貧碳區(qū)切變形成針狀鐵素體時,其相變驅動力為針狀鐵素體切變?yōu)轳R氏體驅動力與貧碳區(qū)形成驅動力之和。從而:
1.3 焊縫針狀鐵素體相變驅動力計算結果與分析
圖3為基于各種熱力學模型的焊縫針狀鐵素體相變驅動力計算結果。各種模型計算都表明隨著溫度的降低其相變驅動力不斷增大。
由圖3a可知,在中溫相變溫度區(qū)間,針狀鐵素體相變驅動力隨著溫度的降低而增大,700 K時的相變驅動力約為950 K時的6.1倍,最高為1 761.4 J/mol。而圖3b中類珠光體轉變計算的相變驅動力最高為1 432.3 J/mol,小于先共析轉變的相變驅動力,因此針狀鐵素體以類珠光體模式轉變的幾率比較小。
圖3c貧碳區(qū)擴散轉變的相變驅動力大于圖3b計算的相變驅動力,但與圖3a同溫度且含量相同時計算值相差不大,而圖3d貧碳區(qū)的切變驅動力大于圖3a計算的結果。從而表明貧碳區(qū)有利于針狀鐵素體的轉變,且C含量越低,轉變驅動力越大。
圖3e表明針狀鐵素體以貧碳區(qū)切變形式轉變的驅動力要大于以貧碳區(qū)擴散形式轉變的驅動力。在貧碳區(qū),針狀鐵素體快速長大,與在晶界處形成的側板條鐵素體和貝氏體相交互。
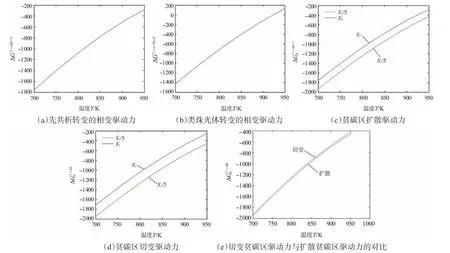
圖3 基于各種熱力學模型的焊縫針狀鐵素體相變驅動力計算結果Fig.3 Calculation results of driving force of weld acicular ferrite transformation based on various thermodynamic models
實際焊接時,焊縫熔池金屬成分起伏較大,隨著轉變溫度的降低,貧碳區(qū)C原子活度減小,針狀鐵素體的長大驅動力增大。焊接冷卻速度影響C元素的分布,C元素富集于晶界,冷卻速度越慢C擴散地越充分,越有利于針狀鐵素體在晶內形成,而晶界處形成側板條鐵素體和貝氏體,可以調控針狀鐵素體的含量,基于熱力學計算來看針狀鐵素體主要以貧碳區(qū)切變形式形成。與文獻[14]的相變驅動力計算結果相比較,本文計算的相變驅動力要小于文獻中的結果,主要原因是C和Ni含量的不同,本文計算的Ni含量為2.5遠大于文獻中的1.88,從而可推測Ni含量的變化也可以極大調控針狀鐵素體的含量,文獻[1]和文獻[7]中的實驗結果也可得到類似推論。從實用性和經濟性出發(fā),適當延長焊接時中溫相變停留時間,是提高針狀鐵素體含量的較好選擇,但元素貧化容易影響接頭可靠性,具體元素的含量與針狀鐵素體的含量定量關系有待于進一步實驗研究。
2 結論
針對10Ni5CrMoV鋼材料進行焊接試驗,通過熱力學計算分析焊縫金屬中C原子和Fe原子在奧氏體和鐵素體中的活度,以及針狀鐵素體相變模型,得到以下結論:
(1)建立并計算對比了10Ni5CrMoV鋼焊縫針狀鐵素體相變熱力學模型。
(2)原奧氏體中C含量越低,其針狀鐵素體相變驅動力越大。
(3)溫度下降可以增大貧碳區(qū)C原子的活度,從而增大了針狀鐵素體的相變驅動力,更有利于針狀鐵素體的形成。基于熱力學計算的結果,10Ni5Cr MoV鋼焊縫主要以貧碳區(qū)切變形式形成針狀鐵素體。在中溫相變溫度區(qū)間,700 K時的針狀鐵素體相變驅動力約為950 K時的6.1倍。適當延長焊接時中溫相變停留時間,是提高針狀鐵素體含量的較好工藝選擇。
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
建材發(fā)展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
數學物理學報(2020年2期)2020-06-02 11:29:24
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
光學精密工程(2016年6期)2016-11-07 09:07:19
核科學與工程(2015年4期)2015-09-26 11:59:03