鋁合金大型薄壁平板件反重力鑄造技術研究
2022-09-08 14:25:46孟凡奇
世界有色金屬 2022年12期
在對高冶金品質復雜的薄壁輕合金構件進行制造時,反重力鑄造技術有著非常廣泛的應用,在具體的應用過程中主要是以低壓以及差壓為核心,目前已經受到我國制造業的高度重視。反重力鑄造技術在使用時可以體現出明顯的逆重力方向充型特點,通過液面加壓控制系統作用的發揮,合金液能夠實現可控充型,在比較高的壓力環境下,能夠達到一定的凝固狀態,在整個形成過程中可以滿足一定的平穩性,并且最終所形成的鑄件,其結構非常緊密,可以發揮出非常好的使用性能,對于提升復雜薄壁輕合金構件質量有著非常重要的作用。如今,隨著我國科學技術水平的不斷提升,鑄造計算也實現了對計算機技術的充分利用,從而可以滿足一定的高效、節能等優勢,在整個工礦企業生產中實現了非常廣泛的應用。本文主要應用到了模擬仿真技術,對鋁合金大型薄壁平板件反重力鑄造進行了深入分析。
1 現有反重力鑄造工藝技術與特點
1.1 低壓鑄造
針對于低壓鑄造工藝而言,在實際的應用過程中,主要是將壓縮空氣填充到具有封閉性的下室中,在壓力的影響作用下,坩堝當中的金屬液會通過升液管進入到鑄型中,當壓力處于20KPa~60KPa之間時,可以達到一定的凝固狀態。目前在輕合金制備工作中,低壓鑄造作為一種非常普遍的反重力精密成形技術,已經實現了非常廣泛的應用。低壓鑄造技術可以對壓力進行有效調節,從而使金屬液流動性實現明顯提升,可以為復雜薄壁鑄件生產提供非常大的便利。另外,在壓力環境下,也能保證鑄件達到一定的凝固狀態,所以實現非常好的力學性能。
1.2 差壓鑄造
差壓鑄造主要指的是金屬液在壓差作用下,充填到預先有一定壓力的鑄型當中,在達到充型凝固狀態之后,可以得到非常好的鑄件工藝技術。通常情況下,可以將差壓鑄造工藝劃分為兩種形式,分別為增壓法與減壓法,增壓法主要是可以提升坩堝內的壓力,在產生一定的壓差之后,可以很好的進行充型。而減壓法在應用過程中主要是可以降低密封罩當中的壓力,在形成壓差之后進行充型。差壓鑄造工藝在應用過程中,其特點主要體現在了以下幾個方面:第一,可以對充型壓力以及型腔當中的反壓力進行有效調節,可以有效防止低壓鑄造型腔當中的反壓力出現變動現象,可以實現最好的金屬液平穩充型速度,從而可以防止金屬液出現噴射以及飛濺等現象;第二,對壓差大小進行有效調節,可以對熔體充型能力進行有效調節,最終保證鑄件尺寸可以達到非常好的精準性;第三,通過調節壓力差,在一定的壓力下,可以保證金屬液達到結晶凝固狀態,最終所獲取到的鑄件組織具有較好的密度,同時實現非常好的力學性能。與低壓鑄造技術相比,差壓鑄造工藝技術所制備的合金鑄件,可以實現非常好的抗拉強度,同時伸長率也能實現明顯提升。因此,在對不同合金種類的薄壁復雜鑄件進行制備的過程中,使用差壓制造工藝可以發揮出非常明顯的優勢。
近年來,我國學習韓語的人數逐漸上升,而相應的學習教材卻相對缺乏,致使學生的韓語學習受到影響。由于人們對韓語教材的需求不斷加大,涉及韓國語言以及韓國文化方面的教材不斷出現在市面以及網絡中,使人們對韓語教材的需求得到了滿足。然而,這些韓語教材的質量卻是良莠不齊,雖然大多數教材的質量能夠得到保證,但其中一些韓語教材卻在內容以及質量上出現問題,這些教材由于存在內容錯誤以及印刷不正規等問題致使韓語教師的教學過程受到影響。
1.3 調壓鑄造
調壓鑄造方法主要是在差壓鑄造研發基礎上形成的,屬于一種新型薄壁鑄件形成技術。在對調壓鑄造方法進行使用的過程中,可以對薄壁鑄件充型能力以及鑄件性能起到非常好的調節作用。
采取澆注工藝技術,壓力值會對澆鑄件質量產生非常大的影響,在對平板鑄件所需壓力進行計算時,其中鋁合金的密度為2.7g/cm
,嚴格參照重量密度比之間的關系,760mm恭柱相當于鋁合金液柱高度,其高度計算為760X13.6÷2.7=3828mm,也就是100KPa大約為1個標準大氣壓等于3828mm鋁合金業柱。所以,1KPa大約等于38mm鋁合金液柱。
在具體的應用過程中,其工藝原理主要體現在了以下兩個方面:第一,在同一時間內,對上下室進行抽真空,當型腔處于真空狀態下時,對下室與上室之間的壓力差進行有效調節,使液態金屬沿反重力方向進入到型腔。在充型工作結束之后,對充型壓力差進行改善,使鑄件凝固環境從真空狀態向高壓狀態發生轉變,從而在可調壓力下,使鑄件能夠達到一定的凝固狀態。
基因位于Y染色體的非同源區段上,其遺傳特點為僅雄性個體會表現出相應的性狀,而雌性個體不會表現出相應的性狀。上述情況很容易判斷出,各類型考試中鮮有考查。
2 研究方法
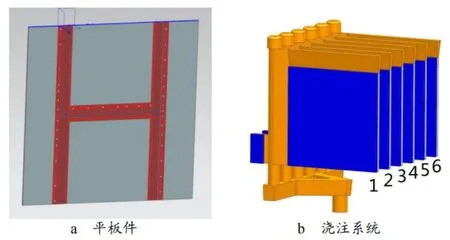
本文在具體的研究過程中,主要是應用到了平板結構件,在對澆注系統進行選擇時,采用了縫隙式澆注系統,實現低壓澆注。平板試驗件與澆注系統設計如下圖1a所以。在圖2b中,分別排列的是6塊平板,分別澆注冒口系統與通用冷鐵。
針對以上問題的產生,對整個過程進行嚴格控制,保證冷鐵之間的間隙在5mm以下,然后再進行澆注工作。最后,平板之間產生的缺陷,仍然是縮松缺陷。雖然缺陷在類型上具有一定的相似性,但是,缺陷出現的位置與冷鐵之間間隙較大時具有明顯的差異。在平板當中,縮松缺陷分布具有明顯的分散性,主要是分布在了平板上部、下部、立筒側附近以及立筒側較遠位置等,同時,在冷鐵的中心處也可能會分散縮松缺陷。
第一種浪形劃分是針對2449點上升的正常回調。2703點運行的是ABC三浪下跌調整結構,C3已經結束于2489點或者是已經結束于2462點了,目前處于C4小微浪的反彈過程當中;最關鍵的問題是這里的C5小微浪并不能確認最后會運行到哪里。因為C5小微浪可以是失敗的不創新低的,甚至C3-5小浪和C5小浪有時候都很難進行有效的區分清楚。
3 結果與討論
3.1 冷鐵分布產生的影響
在研究過程中采取低壓澆注方法,將保壓壓值設計為35KPa。在對平板件進行澆注的過程中,平板出現了一些問題,主要體現為縮松缺陷,位置主要發生在冷鐵比較大的間隙中。針對缺陷出現的位置,對缺陷問題產生的原因進行深入分析。最大冷鐵間隙超出30mm,這些位置要低于四周的凝固時間,在凝固階段中無法實現金屬液補充,最終引發縮松缺陷問題的產生。
在對平板鑄件進行設計的過程中,將初始厚度設計為20mm,尺寸為576mm×573mm,因為平板鑄件的面積比較大,所以在每一塊平板當中設置了一條縫隙澆道,其中澆道的直徑在67mm左右,澆道的長度為800mm。在對通用冷鐵初始厚度進行設計時,將其設置為了15mm。因為典型壁的厚度比較薄,所以在對冒口進行放置時存在一定的難度,所以,可以對縫隙澆道的長度進行延長,從而可以對鑄件起到非常好的補縮作用。
結合最終的模擬仿真研究結果進行分析,當鑄件厚度平均為20mm,冷鐵厚度為15mm時,壓差由原本的15KPa上升到20KPa,這時缺陷形成不會出現太大的變化。當壓差上升到35KPa時,缺陷形成比較明顯。在具體的檢驗過程中,應用到了壓差為20KPa的澆注工藝,從而完成對平板的澆注工作,結合最終的缺陷產生數量來看,明顯超出了壓差為35KPa時所形成的缺陷數量。由此可以看出,壓差對鑄件缺陷產生有著很大影響。
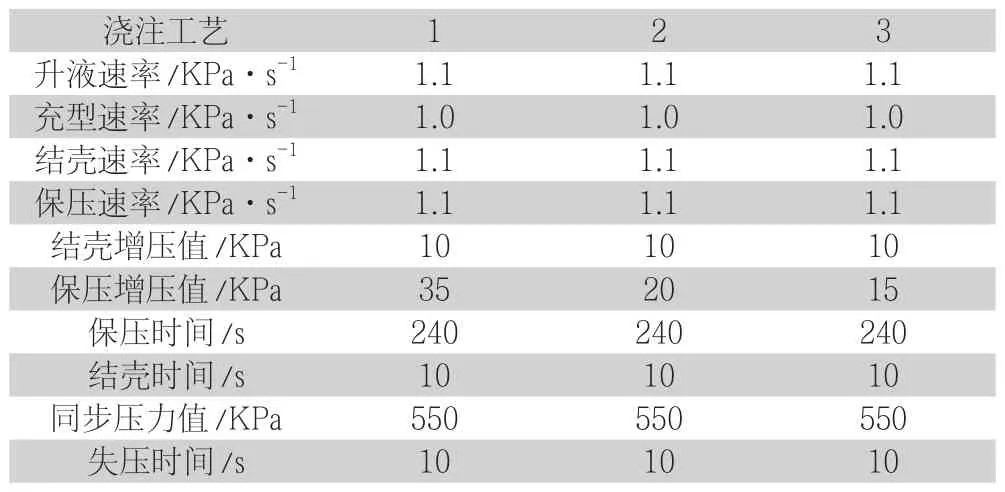
為了更好的檢驗保壓壓力對鑄件缺陷所產生的影響,所以進行了模擬仿真研究工作。結合下表1中的相關內容進行分析,分別體現出了澆注過程中所產生的低壓工藝參數,保壓增壓值為35KPa、20KPa以及15KPa。
3.2 保壓增壓值的影響
除此之外,在一些建設規模比較大的高速公路工程當中,通過設立中心試驗室,能夠幫助工程管理人員更加全面的掌握各項原材料的使用情況,通過有效分析中心試驗室提供的各項數據,優化高速公路工程施工工藝,進一步提升工程的整體施工管理水平。為了保證高速公路工程中的中心試驗室得到更好的構建,相關試驗人員要明確各項試驗流程,針對工程試驗室設立過程中存在的問題,制定科學的解決對策,不斷提升高速公路工程中心試驗室建設水平。
在對平板進行澆注的過程中,合金液面與鑄件型腔頂部的高度差在2344mm以上,要想確保鑄件最終能夠完全澆注成型,最終所需要的壓力在62KPa以上。同時,為了降低鑄件內部缺陷問題發生概率,結殼壓力需要使用10KPa,保壓壓力需要35KPa。所以,在對鑄件進行澆注的過程中,一共所需要的壓力為107KPa,壓差的上限最少要達到107KPa。
屈哨兵提出了發展好教育的廣州路徑,分階段啟動卓越校長培養工程、高素質人才培養工程、新一輪基礎教育“百千萬人才培養工程”等,使得廣州好教育的五重內涵都有了抓手與方向,具有很強的操作性,“廣州好教育”這盤棋也因此下得更精彩、更久遠。
兵團各級工會要把習近平總書記的關懷厚愛和殷切希望轉化為推動工會工作創新發展的強大動力,認真貫徹落實黨中央治疆方略和對兵團的定位要求,在事關根本、基礎、長遠的問題上發力,在反對“三股勢力”、增進民族團結、促進宗教和諧、維護社會穩定等大是大非問題上旗幟鮮明、主動發聲、敢于亮劍、勇于作為,深入開展“中國夢·勞動美·新疆好”主題教育活動。教育和引導廣大工會干部特別是各級工會領導干部聚焦總目標,弘揚求真務實的工作作風,一門心思干工作、撲下身子抓落實,引導廣大職工把思想行動統一到黨中央的決策部署上來,不斷鞏固黨執政的階級基礎和群眾基礎。
調壓鑄造是以上兩種反重力鑄造方法的改進技術,不僅能將以上兩點工藝的優勢作用充分發揮出來,同時還具備自身特點,具體主要體現在了以下幾個方面:第一,上室與下室同時抽真空,在負壓條件狀態下,可以將鑄型表面吸附的氣體和水分進行有效去除,可以對金屬液純凈化起到非常好的效果;第二,在負壓狀態下進行充型,可以保證整個充型過程中滿足一定的平穩性;第三,在壓力狀態下進行凝固,通過這種方式不但可以保證金屬液出現回流現象,同時還能為金屬液補縮提供非常重要的驅動作用,從而使鑄件的緊密程度實現明顯提升,最終降低縮松或者是縮孔問題發生概率。通過對調節鑄造工藝技術的使用,可以對鑄件凝固順序起到非常重要的強化效果,使最終的補縮效果能夠很大的改善,在更大程度上提升鑄件的強度與塑性,對拉普拉斯作用進行有效克服,這時鑄件微觀組織以及性能等能得到非常大的改善,所以,可以促進1mm~5mm厚度的復雜薄壁鑄件更好的形成。
3.3 鑄件壁厚與冷鐵厚度之間的關系
在壓差達到35KPa的情況下,對冷鐵厚度與鑄件厚度對缺陷產生的影響關系進行了深入分析,并在此基礎上進行了模擬仿真研究工作,具體如下圖2所示。
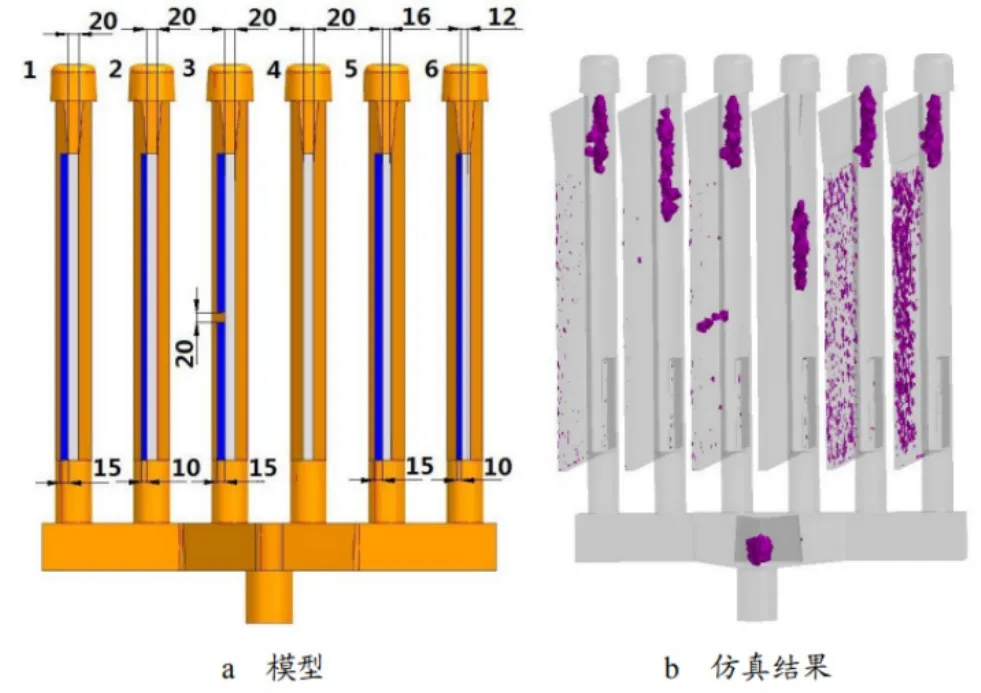
結合最終的仿真結果來看,在保壓壓力條件為35KPa的情況下,當鑄件厚度或者是冷鐵厚度達到一定值時,通過調整冷鐵厚度,缺陷形成趨勢會非常明顯,兩者之間存在互相匹配的關系。另外,在冷鐵之間間隙比較大的情況下,鑄件相應位置會產生非常明顯的缺陷傾向,與實際澆注結果相適應。在實際的澆注過程中,結合最終的拍片結果來看,未放置冷鐵厚度20mm平板拍片合格,剩余都不合格。
當鑄件的厚度為20mm時,冷鐵厚度由原本的15mm下降到10mm,然后在取消冷鐵,通過這種方式可以降低鑄件出現縮松問題發生概率。當冷鐵厚度達到10mm時,鑄件厚度由原本的12mm上升到20mm,或者是當冷鐵的厚度為15mm時,鑄件的厚度由16mm上升到20mm,通過這種方式可以降低鑄件縮松問題發生概率,以上結果與最終模擬仿真結果相同。
3.4 缺陷形成分析
針對鑄件所產生的縮松缺陷問題,將缺陷所產生的位置進行打開,可以看出縮松缺陷在厚度方向都分布在了遠離冷鐵的一邊,深度大概為11mm。
因為受到冷鐵激冷作用的影響,當合金液發生凝固時,與冷鐵比較靠近的一邊會先出現凝固狀態,與冷鐵比較遠的一邊會凝固時間比較晚。在整個凝固階段中,補縮通道會逐漸變窄,因此,只有補充壓力在較高的狀態下,才能實現補縮效果。如果是在補縮壓力不夠的情況下,經常會出現縮松缺陷問題。當保壓增壓值比較充足時,可以很好的實現補縮效果。在補縮壓力一定的情況下,通過增加冷鐵的厚度或者是降低鑄件厚度,可以使補縮通道變窄,這時缺陷形成的概率就會增加。由此可以看出,鑄件厚度、冷鐵厚度以及保壓壓力會對鑄件缺陷形成原因鑄件有著很大的影響,所以,需要站在整體角度上進行充分考慮。另外,在對平板件進行研制的過程中,如果沒有放置冷鐵時,會與鋁合金艙體以及支架等結構鑄件合理研制有著明顯的差異,需要進一步加強相應的研究工作。
4 結語
綜上所述,針對于平板鑄件缺陷形成的原因,冷鐵分布有著較大的影響,在冷鐵之間縫隙比較大的情況下,間隙位置很容易出現縮松缺陷問題。其次,增壓保壓值會對鑄件缺陷產生很大影響,在增壓保壓值比較低的情況下,很難實現縮松缺陷問題的補縮,增大保壓值可以降低缺陷形成概率,在面對典型鑄件時,增壓保壓值需要超出一定的數值。在增壓保壓值一定的情況下,鑄件厚度與冷鐵厚度會對鑄件缺陷形成產生非常大的影響。當鑄件厚度或者是冷鐵厚度一定的情況下,可以降低冷鐵的厚度,或者是增加鑄件的厚度,通過這種方式可以有效降低鑄件縮松缺陷問題形成概率。目前,在鋁合金大型薄壁平板件鑄件過程中,反重力鑄件技術已經實現了非常廣泛的應用,與傳統的鑄造技術相比,整個充型過程可以滿足一定的平穩性,同時可以達到非常好的可控效果,對于最終所產生的成品,可以發揮出非常好的使用性能,同時鑄件的結構更加緊密,力學性能能夠因此有明顯的提升。未來,應該進一步加強對高溫合金大型薄壁復雜鑄造技術的研究工作,從而使該技術可以迎來新的發展前景。
[1]劉建煒,王祥楨,鄧錦杰.薄壁零件加工工藝研究[J].機械工程與自動化,2021(05):146+149.
[2]王先飛,潘龍,崔恩強,李成鑫,房宇,李寶輝,肖山楚.鋁合金大型薄壁平板件反重力鑄造技術研究[J].航天制造技術,2020(05):9-12.
[3]鄒建鋒,余海東,來新民.基于改進粒子群算法的大型薄壁加筋結構多點協調校形優化方法研究[J].機械設計與研究,2020,36(03):122-128.
[4]郭春和.防止大型薄壁端封板鑄件變形的措施[J].機械工人,2002(01):47.