300kA電解槽長時間停運二次啟動生產(chǎn)實踐
2022-09-08 14:25:22薛峰平
世界有色金屬 2022年12期
1 引言
前期因鋁市場行情低迷、電價持續(xù)上漲,某公司結(jié)合生產(chǎn)實際,停運4個工區(qū)共計172臺電解槽、14萬噸產(chǎn)能。后根據(jù)市場變化決定對該14萬噸產(chǎn)能進行復(fù)產(chǎn)。從電解槽小修、裝爐、啟動,整個過程歷時1個多月,安全穩(wěn)定地完成了復(fù)產(chǎn)工作,運行至今運行良好,成功探索了300kA電解槽長時間停運后二次啟動的經(jīng)驗。
綜上所述,通過對比分析狂歡節(jié)的幾個主要特征——怪誕的人物形象、全民性、等級秩序的消解,來探討莫言的小說與巴赫金的狂歡理論,發(fā)現(xiàn)這兩者是具有可比性的。而且,從嚴格意義上來說,按照巴赫金的論述,只有淵源于“狂歡節(jié)本身”的文藝作品,才能被描述為狂歡化的。筆者認為莫言的作品與本土化的狂歡活動是密不可分的,因此具備了巴赫金所提出的狂歡化色彩,是一種“狂歡化”的寫作。
2 電解槽清爐過程管理
2.1 停槽狀態(tài)
電解槽停槽時,將電解槽內(nèi)鋁液和電解質(zhì)已經(jīng)盡可能抽取干凈,停槽后,陽極和覆蓋料并未立刻清理,槽蓋板仍然蓋放好以便做好保溫,自然冷卻至室溫。溫度冷卻至室溫后,才逐步拔除陽極,但保溫料和爐底剩余的部分鋁、電解質(zhì),還有爐幫沒有清理,主要是保護爐底陰極和側(cè)部炭塊,至復(fù)產(chǎn)前已停槽2年以上。因電解槽停運時間過長,為保證二次啟動安全,需將電解槽清理干凈,以檢查槽內(nèi)襯情況,確定修理標準。
1.1缺乏了解與認同臨床科室的大部分人都不了解消毒供應(yīng)中心的工作,認為供應(yīng)室就是簡單的回收和發(fā)放,沒有技術(shù)含量,也不直接面向患者,地位和重要性自然不如臨床科室,這勢必影響著他們與供應(yīng)室人員溝通時的態(tài)度、語氣、方式。
2.2 粗清
粗清主要是將槽內(nèi)保溫爐、電解質(zhì)、爐幫清理出去。清理時,把槽內(nèi)松動的物料全部清理出去,送至組裝車間進行破碎,待啟動時作為覆蓋料利用。清理過程中需注意,只能清理松動的碎料,以免對側(cè)部炭塊和爐底陰極、伸腿造成破壞。物料清理完后,剩余爐底部分鋁由于抽不干凈和電解質(zhì)整體凝固在一起,由專業(yè)隊伍清理。
2.3 精清
其中ρ為鋼帶電阻率=0.143×(1+0.00423T)。

3 電解槽修理過程
3.1 高齡槽情況
部分電解槽停槽時槽齡已高達3500天以上,爐底沖蝕坑非常明顯,陰極破損也比較嚴重,只能進行大修。但通過精細清理,可以了解清楚槽齡達到3500天時陰極炭塊的情況,為今后高齡槽的精細化管理和進一步延長槽壽命提供了難得的基礎(chǔ)數(shù)據(jù)。
3.2 正常槽爐底情況
分流片電阻R=0.355×3/(160×2)=0.003325(Ω)

3.3 伸腿情況
剛清理出來的伸腿一般比較完好,但是因停槽時間長,暴露在空氣中后很快就氧化酥松,不具備二次啟動條件。
3.4 修理情況
針對以上清理出來的電解槽內(nèi)襯情況,經(jīng)技術(shù)組鑒定,確定總體修理方案:部分3500天以上的高齡槽進行大修,準備二次啟動的槽子伸腿重新砸固,陰極炭間縫有裂紋的刨開修補,陰極部分破損的根據(jù)情況進行修補。
主要小修過程:
為保證焙燒期間陽極電流的均勻分布,并使陽極有一定的活動自由度,必須采用軟連接。軟連接主要的作用是連通橫梁母線與陽極導桿的電流,因此,電流過載條件是設(shè)計的主要依據(jù)。根據(jù)槽型的特點及經(jīng)驗,選擇軟連接材料為橫截面積90mm
(120×0.75)的鋁軟帶。為安全起見,經(jīng)查有色行業(yè)的有關(guān)標準,80mm
的鋁導線可通過的最大電流為200A。則:通過315kA電流所需的鋁帶截面積為:

修整炭塊表面沖蝕坑。按沖蝕坑的外型進行修整,深度不低于100mm,使其周圍剖面近似垂直,或呈內(nèi)“八”字型,或呈臺階狀V型(如圖5)。陰極炭塊相鄰的炭間縫清理200mm深,與陰極炭塊端部相接的周邊糊清理深度比陰極面沖蝕坑下表面低100mm(接近與陰極鋼棒上表面),并將炭糊扎固連接表面清理干凈。

根據(jù)計算,陽極電流密度在0.7~0.75A/cm
,焦粒厚度為20mm的電解槽,當全電流時沖擊電壓將達到8伏左右。SY300kA電解槽陽極電流密度按目前實際電流強度315kA,陽極截面尺寸1570mm×660mm計算,實際陽極電流密度為0.76A/cm
,在同樣條件下,電解槽的分流率可設(shè)計在40%~45%(參考計算數(shù)據(jù)1-4.5/8=43.75%),由此設(shè)計分流量為:315×43.75%=137.81(kA)。
在確定牛羊患口蹄疫癥后,應(yīng)該在對其進行隔離的同時進行積極的治療,最大程度提升牛羊恢復(fù)健康的可能。在進行治療的過程中,要針對牛羊?qū)嶋H發(fā)病情況來進行處理,例如牛羊出現(xiàn)口腔潰瘍的時候,可以通過在潰瘍面上涂抹冰硼散或者碘甘油來進行處理。在如果在治療的過程中出現(xiàn)牛羊病死的情況,應(yīng)及時對尸體進行焚燒或者深埋,并進行消毒處理,降低其他牛羊感染的可能。
炭間縫清理修補。炭間縫清理深度180mm~200mm,要求沒有夾鋁,見炭塊本色,每層扎后厚度為50mm,加熱溫度為37±5℃,壓縮比為1.6:1,搗固風壓不小于0.6MPa,面層高出陰極面2mm~3mm。扎固前用壓縮空氣把縫隙吹掃干凈。扎固后均勻噴灑一層保護油,厚度為0.5mm~1mm,防止氧化。
對于袁宏道的《袁中郎集》,館臣認為“其詩文變板重為輕巧,變粉飾為本色,致天下耳目於一新,又復(fù)靡然而從之。然七子猶根於學問,三袁則惟恃聰明;學七子者不過贗古,學三袁者,乃至矜其小慧,破律而壞度,名為救七子之弊,而弊又甚焉。”[2]806在四庫館臣看來,復(fù)古派雖不得要領(lǐng),也以漢唐為宗,根基正統(tǒng)。而公安派卻走向了另一個極端,工于輕巧,將文以明道的傳統(tǒng)棄之不顧了。“輕巧”,或“清巧”,[2]826本意為風格清新奇巧,鍾嶸《詩品》評價鮑令暉其詩:“令暉歌詩,往往嶄絕清巧。”[11]444在四庫館臣筆下,“清巧”則用來指摘公安一派厚重不足,輕佻有余的詩風文風,立場傾向可見一斑。
4 焙燒及啟動過程管理
4.1 焙燒方法的確定
因二次啟動槽小修部位較多,為確保焙燒過程中修補部位與原陰極炭塊更好燒結(jié)為整體,不發(fā)生修補部位揭皮、掉塊等早期破損現(xiàn)象,經(jīng)反復(fù)對比焦粒焙燒與高溫煙氣焙燒優(yōu)缺點,最終確定使用焦粒焙燒方式。
4.2 軟連接、分流器分流量計算
4.2.1 軟連接分流量計算
清理人造伸腿。根據(jù)陰極夾鋁的情況,清理周圍糊或陰極炭塊的夾鋁部位,直至尋找到滲鋁通道終點。周圍扎固糊夾鋁,清刨深度需刨至陰極面以下100mm,如還有夾鋁存在,則需要刨至陰極鋼棒上表面進行觀察,如果仍可見到連續(xù)鋁,則刨至陰極鋼棒之下約1磚厚度(65mm),并斬斷陰極炭塊底部與鋼棒窗口相連通的冷凝鋁。

按每根導桿為一套,所需90mm
的鋁帶片數(shù)為:

為了便于分組安裝及進一步提高安全系數(shù),本方案設(shè)計每套軟連接90mm
鋁帶80片,分兩組,每組40片。其長度按照橫母線下降到掛極位置后與陽極導桿連接點的距離1100mm,一臺槽共40組。
4.2.2 分流器分流量計算
電解槽通電時,整個槽體處于冷態(tài),若在短時間內(nèi)通全電流,會造成沖擊電壓過高,對電解槽內(nèi)襯產(chǎn)生很大的熱沖擊,很容易造成早期破損,因此合理設(shè)置分流器,提高焙燒質(zhì)量至關(guān)重要。分流器的具體尺寸受很多因素的影響,如分流率、槽沖擊電壓、焦粒鋪設(shè)厚度、分流器材質(zhì)、系列電流等。
啟動方法:采用濕法無效應(yīng)啟動。每臺槽灌12噸電解質(zhì),灌電解質(zhì)過程中,安排專人對鋼窗鋼棒溫度持續(xù)監(jiān)控測量,鋼棒溫度超過300℃要及時降溫,防止鋼棒滲電解質(zhì)。啟動過程中,電壓控制在10V以內(nèi),啟動過程中隨著槽內(nèi)物料的融化,要及時補充電解質(zhì),并把極上的冰晶石持續(xù)推入中縫融化。啟動完成后,要確保四周物料全部熔化,并及時組織打撈炭渣,防止電解質(zhì)含炭,槽溫過高,造成病槽。
為了降低沖擊電壓的影響,將其設(shè)定在4.5伏以下。
修復(fù)破損陰極炭塊和沖蝕坑。破損的陰極炭塊和沖蝕坑采用冷搗周圍糊進行修補,每層扎后厚度為50mm,加熱溫度為37±5℃,壓縮比為1.6:1,搗固風壓不小于0.6MPa,最后一層交界處要求蓋住舊陰極炭塊5mm~10mm,高度為2mm~3mm。
鋼帶分流片電阻R=ρ×L/S,
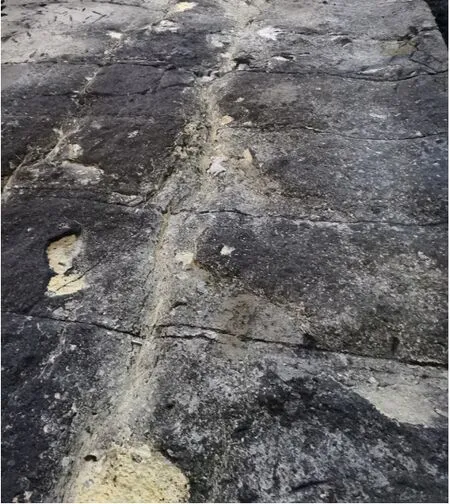
主要是清理緊靠陰極炭塊的凝固鋁和混合部分電解質(zhì),此部分由專業(yè)隊伍進行清理。先用風鎬將爐底凝固的電解質(zhì)塊清理出來,再用風鎬加特殊風鎬頭將鋁進行分割清理。部分陰極有破損部位鋁液會滲入陰極,清理過程會造成陰極部分揭層,見圖1;部分炭間縫滲入的鋁也需要清理干凈,并在后期進行修補,以防在啟動過程中形成漏爐通道。
肝硬化患者的飲食十分重要,護士應(yīng)指導患者注意合理飲食,以易于消化、高熱量、高維生素、高蛋白、易消化的食物為主[3] ,減少脂肪、鹽的攝入,適當補充微量元素、礦物質(zhì)等,注意控制每日的飲水量,避免過多。告知患者形成良好的飲食習慣,如少食多餐、不暴飲暴食等,注意忌食辛辣、生冷、油膩性食物,忌煙忌酒等。
按照生產(chǎn)經(jīng)驗數(shù)據(jù),全電流時鋼帶溫度將達到300~400度,我們?nèi)?50度計算,ρ=0.355(Ωmm
/m),則:
2014年發(fā)布的186號文件推動了相關(guān)省市I/M制度實施的試點工作,但由于在用車檢測與維護獨立存在并分屬不同部門管理,涉及較多部門,而實際工作中缺少部門協(xié)作和相關(guān)配套制度政策支撐。經(jīng)梳理發(fā)現(xiàn),I/M制度實施過程中主要存在缺少法律法規(guī)支撐、部門協(xié)作不暢、行業(yè)市場不成熟、數(shù)據(jù)共享不暢通、相關(guān)技術(shù)不規(guī)范等問題。
電解槽在停槽后,雖然進行了保溫,但由于沒有了熱收入,槽體溫度仍然會急劇下降。根據(jù)熱脹冷縮原理,陰極鋼捧的線膨脹系數(shù)遠遠大于炭塊的線膨脹系數(shù),造成個別陰極炭塊出現(xiàn)縱向裂縫,或是使槽殼向外鼓出,或是陰極炭塊向上隆起,見圖3。另外部分陰極炭間縫出現(xiàn)明顯裂縫,
式中,C0(mg·L-1)和Ce(mg·L-1)分別為亞甲基藍溶液的初始濃度和平衡濃度;m(mg)為吸附劑投加量;Qe(mg·g-1)為平衡吸附容量。
分流片分流I=V/R=4.5/0.003325=1353.38(A)
分流器所需片數(shù)M=137810/1353.38=101(片),
在生產(chǎn)實踐中,分流器的分流率隨時間的推移下降的很快,根據(jù)在正常生產(chǎn)槽開槽的經(jīng)驗,取分流器鋼帶片數(shù)為100片,同時亦便于5根立柱母線分配(每根立柱母線分配20片)。
考慮到拆除分流器時應(yīng)盡量分批拆除,以減小電流的波動,在生產(chǎn)過程中,又要便于分流器的制作、安裝、拆除。本方案將每根立柱母線的20片鋼帶分為兩組,每組10片,拆除時一組一組拆,以便降低電流的波動對焙燒的影響。
根據(jù)爐底的狀況,部分爐底狀況差、有局部修補的電解槽在陽極鋼爪與陰極鋼棒間增加焊接分流片,提高分流的效果,提高電流分布的均勻性。

4.3 裝爐
裝爐時在伸腿上均勻鋪撒冰晶石2t,陽極中縫均勻鋪灑冰晶石1t,防止陰極氧化(厚度10cm~20cm),在四周伸腿冰晶石上加入5t電解質(zhì)塊(塊直徑<10cm),高度與陽極持平,再在電解質(zhì)塊上添加純堿,最后使用冰晶石將陽極全覆蓋,防止焙燒過程中陽極氧化。焙燒時間為72小時。
基于中醫(yī)傳承輔助平臺軟件分析治療失眠膏方的組方規(guī)律…………………………………………………… 綦向軍等(23):3236
4.4 焙燒過程管理
焙燒過程中,要重點關(guān)注陽極鋼爪發(fā)紅、電流分布偏大、局部燒空、鋼窗鋼棒溫度偏高等現(xiàn)象,異常情況要及時處理。有燒空的部位及時用錐子砸下去,補充冰晶石或電解質(zhì)塊碎料,防止局部溫度過高造成電流偏流或局部過燒、陰極鋼棒滲電解質(zhì)等現(xiàn)象。
《閆肅老人講唐詩》一書,披露這樣一則軼事:當年,毛澤東主席曾先后三次接見閆肅,而最后一次接見時,年事已高,說有個愿望,希望京劇《紅燈記》里的李玉和要活下來,請閆肅能否把戲改一下。為此,閆肅閉關(guān)數(shù)十天,最后向毛主席匯報說:李玉和還是得犧牲,您要是讓他不走,就讓我走吧。
4.5 啟動過程管理
由于影響因素較多,而且相互關(guān)聯(lián),因此分流器的設(shè)計亦多種多樣。按照正常槽的經(jīng)驗,結(jié)合二次啟動特點,采用陽極母線與下一臺槽的立柱母線分流,用鋼帶制作。選定鋼帶尺寸為:3000×160×2mm(其中3000mm為橫母線到下游槽立柱的距離)。
以上仿真實驗給出了與多種現(xiàn)有方法在精度方面的比較,接下來,通過統(tǒng)計以上這些算法運行中的乘法次數(shù),來比較算法的運算量.外輻射源和接收站位置等實驗參數(shù)與仿真1相同.算法運算量比較的結(jié)果如表2所示.
4.6 啟動后期管理
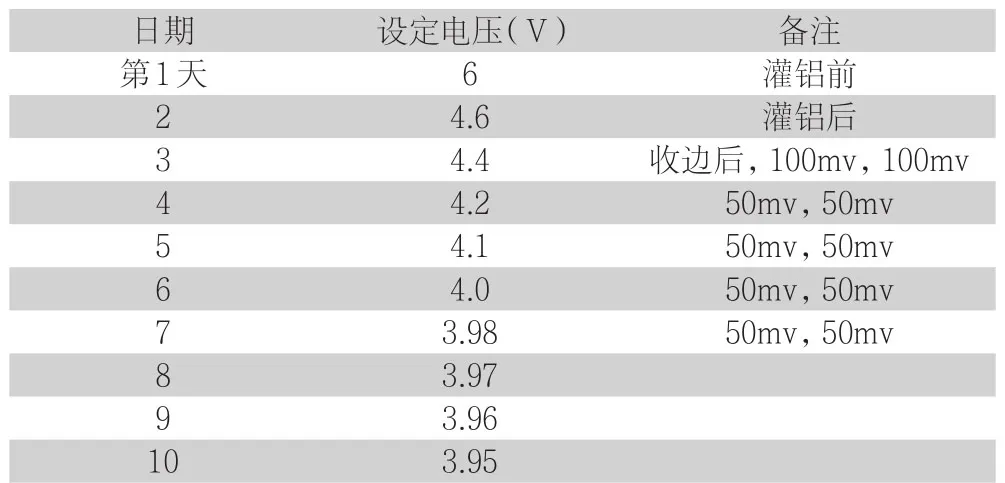
平均電壓:啟動后10天實現(xiàn)初步目標平均電壓3.95V以下,之后由電解工區(qū)長根據(jù)電解槽實際運行情況具體控制。
溫度控制(℃),正常生產(chǎn)時期935±5℃。

鋁水平控制(出鋁前)及對應(yīng)出鋁效率:正常生產(chǎn)期間:24cm~26cm。

電解質(zhì)水平控制:第一個月不低于20cm,正常生產(chǎn)時期17cm~19cm。

分子比控制:前期2.95-3.0,正常期:2.65左右。第一個樣出來后若分子比值低于2.95,需要當天補加足量純堿,次日再取樣,直至確認分子比達到控制范圍。如果第一個樣高于3.0值,不允許再添加堿,對明顯過高的分子比(大于3.1)的情況,也不允許添加氟化鋁對分子比進行調(diào)整。
2.1.2 藥劑防治該病除按照上述防治原則外,在發(fā)病初期,25%粉銹寧可濕性粉劑2000倍液,或用25%萎繡靈1500倍液,隔7d~10d防治1次,連防2次~3次,即可有效地防治油葵銹病的危害。
啟動后的前30天不得添加氟化鋁,何時添加根據(jù)電解槽生產(chǎn)運行實際確定。

效應(yīng)控制:啟動后,發(fā)生的第一個效應(yīng)5~8分鐘后熄滅,碳渣打撈干凈。啟動后一周內(nèi)效應(yīng)系數(shù)控制在0.5次/槽·日,第二周效應(yīng)系數(shù)控制在0.3次/槽·日,第三、四周達到0.1次/槽·日左右,第二個月按正常槽管理。
5 啟動效果
從第一臺電解槽通電,歷時一個多月完成了80余臺電解槽的二次啟動,整個過程未出現(xiàn)一臺病槽,未出現(xiàn)一臺滲漏電解質(zhì),高質(zhì)量完成了300kA電解槽在長時間停運后的二次啟動工作,在電解鋁生產(chǎn)史上較為罕見。啟動后的電解槽目前生產(chǎn)平穩(wěn),取得了較好的經(jīng)濟指標,其中電流效率達到92%,平均電壓3.92V,工藝交流電耗達到13000kwh/t-Al,為電解槽大面積二次啟動積累了較好的經(jīng)驗。
電解槽分流采用陽極母線與下臺槽跨接分流器+陽極鋼爪與陰極鋼棒焊接分流片的方式,使沖擊電壓控制在3.0V~3.5V,72h中縫溫度達到900℃以上,有利于小修槽二次啟動的精準管理。
6 結(jié)語
(1)電解槽停運后,如計劃二次啟動,停槽后的保護至關(guān)重要,保護好的爐底陰極破損少,有利于后期清理及重新啟動。
本次檢測過程中,雙油路千斤頂、位移傳感器、FD-P240掌上動感儀以及ICQ503A靜力載荷測試儀等都是主要的測試設(shè)備。
(2)電解槽的清理必須由專業(yè)隊伍進行,既要確保清理干凈,又不能破壞陰極炭塊。
(3)電解槽小修時要一槽一策,針對不同的破損部位制定詳細的修補方案。
(4)根據(jù)電解槽的爐底狀況,為了降低通電時電流對電解槽內(nèi)襯結(jié)構(gòu)的沖擊,防止電流分布不均勻的現(xiàn)象,可以采取陽極母線分流+局部陽極鋼爪與陰極鋼棒焊接分流片的分流方式。
從未聽說過這個地方,在地圖上也很難找到。4月26日,我們從埃里斯塔車行阿斯特拉罕途中第一站就在查干阿姆稍做停留。巴茲爾先生說,這里有阿玉奇汗紀念碑和加班沙拉勃紀念碑,值得一看。
(5)后期管理過程中,要勤打撈炭渣,在電解槽平穩(wěn)運行的前提下快速降電壓,盡快形成爐幫。
[1]邱竹賢.《預(yù)焙槽煉鋁》.冶金工業(yè)出版社,1988.
[2]劉業(yè)翔,李劼.《現(xiàn)代鋁電解》.冶金工業(yè)出版社,2008.8.
[3]公司二次焙燒啟動實施方案.