鑄鐵類殼體焊接修復工藝方法的探討
2022-09-06 02:52:14顧秀花米海雁
今日自動化 2022年8期
顧秀花,米海雁,曹 霞
(國能神東煤炭集團設備維修中心,陜西榆林 719315)
電機、水泵等外殼多為鑄鐵材質,隨著設備的使用,在安裝不正確、受到振動后材料疲勞、以及搬運撞擊等情況下,會導致殼體地腳的邊角部位開裂掉落,螺栓孔(通孔)損壞。出現損壞后,如果還需要繼續使用,則要對地腳和孔進行修復。目前常用的方法是使用匹配的鑄鐵焊材,對損壞母材兩側打坡口對接后進行焊接,然后再對通孔進行加工處理。但這種較為簡單的工藝和方法實際并不能確保地腳修復后的強度和壽命,經常會在短時間內出現二次損壞,反復修復多次后造成設備殼體報廢,資產白白浪費。針對這種情況,采取在現有修復工藝下進行改進的方法,就是在不顯著增加成本的前提下,提高修復后的強度和剛度,恢復設備使用性能。
1 鑄鐵材料的焊接性分析
1.1 鑄鐵材料的焊接性
鑄鐵俗稱生鐵,如做飯用的鍋,鉗工用的臺虎鉗,壓力機機身,電機及水泵殼體都是鑄鐵材料,因含碳量高,焊接性能差。鑄鐵的含碳量大于2.11%,并且鑄鐵中的碳是以石墨形式存在。鑄鐵的耐磨性、減震性、鑄造性都與碳的石墨狀態有關。按照碳存在的狀態和形式不同鑄鐵可分為灰口鑄鐵、可鍛鑄鐵、球墨鑄鐵、蠕墨鑄鐵和白口鑄鐵。其中白口鑄鐵和可鍛鑄鐵應用較少,并且很少進行焊接,常使用的是灰口鑄鐵和球墨鑄鐵。
1.2 球墨鑄鐵的焊接性
球墨鑄鐵的焊接性較差,因為球墨鑄鐵是將灰口鑄鐵原材料溶化后加入鎂、鈰、釔等球化劑,這些球化劑都是阻礙石墨化的元素,所以白口現象比較嚴重。并且在冷卻過程中熱影響區也會形成淬硬組織,硬度可高達620~720 HBW,使焊后機械加工比較困難。由于球墨鑄鐵的強度、韌性和塑性較好,所以焊接時不易產生裂紋。廣泛應用于制造受磨損、高應力和受沖擊作用的重要零件。
1.3 水泵殼體材料的確定及焊接性
本文中的水泵殼體材料通過從技術材料中查找,及與相關廠家溝通得知材料為灰口鑄鐵材料,焊接性較好,但在進行焊接修復時需采用灰口鑄鐵與碳鋼的異種鋼焊接工藝,才能保證斷裂的部位完好的修復。
2 焊接方法的選擇
針對本文中的水泵底座開裂處的材料焊接修復所選用的焊接方法有如下幾種。
2.1 焊條電弧焊熱焊法
熱焊法,就是焊前將焊件的母材焊接部位采用割槍或者專用的加熱設備進行預熱,預熱到600~700 ℃(暗紅色),然后進行焊接,焊后再進行保溫緩冷的焊接方法。焊接前清除掉鑄鐵焊接部位的氧化皮、油脂、銹蝕。焊條可選用Z208、Z408或結構鋼焊條J422、J507。
焊條電弧焊熱焊的焊接要點如下:
(1)由于預熱溫度較高,使焊縫與母材的溫差變小,大大降低了接頭的熱應力,通過控制層間溫度,使焊接接頭的冷卻速度緩慢,可避免產生白口和淬硬組織,保證接頭的焊接質量及有良好的切削加工性。
(2)采用鑄鐵芯焊條進行焊接時,是通過焊芯和藥皮向焊縫過渡碳、硅等石墨化元素。也可選用非鑄鐵芯焊條,使用石墨化藥皮焊條(Z208),是通過藥皮向焊縫過渡石墨化元素。
(3)熱焊適用于冷速慢的薄壁鑄件,結構復雜,剛性較大易產生裂紋的部件,以及承受動載荷等要求較高的零、部件。
(4)焊接電流的選擇可參考單獨焊接灰口鑄鐵的工藝參數。焊接電流過大,兩種母材金屬熔化量過深,對焊縫石墨化不利。
(5)電弧燃燒到坡口根部和邊緣時,要做停留,不可用電弧直接加熱,通過熔池金屬將熱量傳至坡口使之熔化,這樣既可保證焊縫的熔合比,又能避免咬邊或熔合不均勻等缺陷。
(6)焊后冷卻:一般應隨爐緩慢冷卻至室溫(一般需48 h 以上),或者將冷卻至100~200 ℃的部件焊縫周圍處加熱到600~620 ℃,然后緩冷至室溫,以防止產生裂紋,降低硬度。
2.2 焊條電弧焊的冷焊法
灰口鑄鐵與Q355材料焊接電弧冷焊法是一種很有發展前途的焊接工藝方法。此種方法是焊前對鑄鐵被焊部位不預熱,或對工件進行預熱,或預熱溫度不超過300 ℃,再進行焊接的方法。電弧冷焊與電弧熱焊相比,焊前母材金屬不預熱,減少了焊接變形,節省焊接時間,具有一定的推廣價值。焊接生產中應用較多,焊件形狀和大小不受限制,易于大批量生產。冷焊的焊接要點如下。
(1)清除焊修表面的油污及雜質,使其露出基體的金屬光澤:如果存在裂紋,應在裂紋兩端各鉆一個止裂孔,以免施焊時裂紋延伸;沿裂紋開出坡口,其型式和大小由焊修部位的厚度和工藝要求而定。
(2)灰口鑄鐵與碳鋼焊接時,為了提高焊接接頭的強度,采用合理的焊接方向和順序,以減少應力。如果是大型鑄件,還可以在焊縫處擰上一定數量的螺釘,使接頭得到加強。螺釘直徑一般不超過16 mm(如果壁厚小于15 mm,則螺釘直徑應小于或等于6 mm),螺釘的數量可按斷面面積計算,即螺釘的總斷面面積不大于鑄件裂紋斷面面積的25%,且這些螺釘應均勻分布在裂紋兩邊。
(3)電弧冷焊法對灰口鑄鐵與碳鋼進行焊接時,宜選用高鎳、鎳鐵等焊條并且焊條使用前必須進行150~200 ℃烘干,保溫時間為1~2 h。
(4)灰鑄鐵與Q355材料電弧冷焊時,通常先采用Z308焊條進行打底焊,然后用CO2氣體保護焊及焊絲進行蓋面。
(5)焊接過程中應采用小電流、短弧、斷續、小線能、窄道焊、錘擊焊道釋放應力等工藝措施。
(6)電弧冷焊后的焊縫及部件必須緩慢冷卻,如出現裂紋等缺陷時,必須重新焊接修復,采用氣割缺陷,打磨,適當預熱,焊接,錘擊焊縫,緩冷等一系列工序,重新焊接。
2.3 CO2氣體保護焊焊接灰面鑄鐵的特點
由于灰面鑄鐵的強度、硬度適中,焊接性較好,加上CO2氣體保護焊的氧化性對鑄鐵的焊接不構成危害,特點之一是CO2氣體保護焊與電弧焊相比,不僅熔覆速度高,焊接速度快,還在于CO2氣體保護焊比焊條電弧焊的熱輸入小,熔合比小,保證焊縫質量。CO2氣體保護焊焊接灰面鑄鐵的焊接特點如下。
(1)焊接清理焊件焊接部位100 mm 處油、銹、水及雜質。
(2)采用小電流、低電壓正接法的短路過渡形式。由于氣流的作用,熱影響區窄,效果好。
(3)CO2氣體有一定的氧化性,可燒損焊縫中的碳。
(4)CO2氣體保護焊有利于減少裂紋和半熔化區白口組織,多層焊時效果較好。
2.4 選擇焊接方法時應注意的原則
(1)針對不同的切削加工性、顏色、強度等選擇不同的焊接方法。焊條電弧焊熱焊法對于要求質量高、切削加工性好的鑄件最適合,焊條電弧焊冷焊法則適宜機加工的表面及不便于預熱的大型鑄件。
(2)針對不同的焊件體積、形狀、厚度及使用條件等選擇不同的焊接方法。對于中小型薄壁零件(如氣缸)采用氣焊、冷焊、熱焊均可,對于較大的零件應采用氣焊熱焊法。
除此之外,還有氣焊、釬焊、氬弧焊等焊接方法。通過上述分析,本文選擇鑄鐵冷焊法及CO2氣體保護焊相結合的方法。
3 焊接材料的選擇
灰面鑄鐵與Q355材料的焊接焊接材料選擇的原則是:通過調整焊縫化學成分的方法來改善接頭的組織和性能。電弧冷焊時采用Z308焊條,在進行CO2氣體保護焊時選用THQ-50C 焊絲。
3.1 CO2氣體保護焊焊絲THQ-50C
CO2氣體保護焊焊絲的化學成分和力學性能見表1、表2所示。

表1 THQ-50C焊絲焊絲化學成分(質量分數) 單位:%
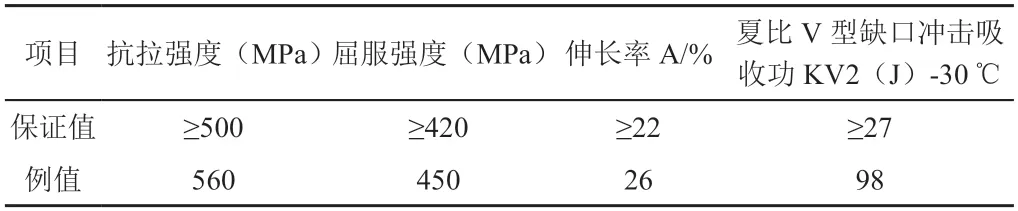
表2 THQ-50C焊絲熔敷金屬力學性能
用途:用于相應強度級別碳鋼、低合金鋼結構的焊接,可應用于工程機械、船舶、車輛制造、石油化工等行業。
特性:THQ-50C 焊絲為500 MPa 級碳鋼焊絲,采用CO2氣體保護焊,焊絲焊接飛濺小,成形美觀,熔敷效率高,焊縫金屬氣孔敏感性小,全位置施工工藝性好。
注意事項:①焊前必須清除焊件上的鐵銹、油污、水份等雜質。②焊接線能量的大小將直接影響到焊縫的力學性能。③焊接參數的選擇,盡量采用小的焊接參數。
3.2 電弧冷焊焊條
純鎳焊縫的加工性能最好。我國目前所使用的三種鎳基焊條,因合金含量不同,性能也有一定的差異。
(1)純鎳鑄鐵焊條EZNi(Z308)的特點。有利于進行機械加工。純鎳焊縫的強度與灰面鑄鐵接近,而且塑性很好,因此具有良好的抗冷裂性能。但鎳屬于貴金屬,故在焊接中不宜大量使用。
(2)鎳鐵焊條EZNiFe(Z408)的特點。適合于焊接強度要求高的鑄鐵。鎳鐵焊縫的線脹系數小,接頭抗裂性能較好。鎳鐵焊條的性能優于純鎳焊條,且價格在鎳基焊條中最便宜,故在生產中應用較多。
(3)鎳銅焊條EZNiCu(Z508)的特點。Z508是鎳銅合金焊芯(Ni 的質量分數為70%,Cu30%)、強石墨化藥皮的鑄鐵焊條。由于收縮率較大,焊縫金屬的抗拉強度較低,不宜用于剛度大的鑄件補焊。可用在常溫或低溫預熱(預熱至300°左右)焊接,用于強度要求不高,塑性要求好的灰面鑄鐵的焊接。
三種鎳基焊條的力學性能如表3所示。
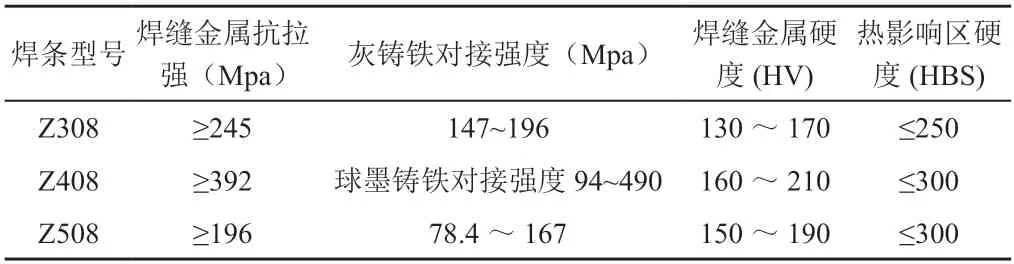
表3 三種鎳基焊條的力學性能
本文中灰面鑄鐵與Q355材料焊接焊接材料選擇Z308鎳基焊條打底焊接,蓋面采用THQ-50C 焊絲進行焊接即可。
4 焊接修復工藝
(1)將斷裂的地腳和水泵部分殼體上的斷裂面進行簡單的打磨處理,使用高度規進行劃線,確定定位銷孔的位置,兩件銷孔位置必須能完全對正,螺栓孔能恢復原始尺寸狀態;
(2)使用臥式鉆床、鏜床等機加工設備,或者手電鉆(適用于母材較薄、修復現場設備缺乏的情況)對殼體和斷裂板的斷面進行銷孔鉆孔加工,然后用標準尺寸鉸刀進行鉸孔,推薦25 mm 厚度的母材使用直徑10 mm/H7公差等級的定位彈性開口銷和銷孔,孔深根據斷腳尺寸選用不同長度的標準件。
(3)兩件工件斷口部位兩側加工出坡口(根據板厚確定坡口尺寸),通孔位置的坡口不需要加工,以免焊接時損壞內孔表面,造成二次機械加工,利用開口定位銷將工件組對至一起,使用匹配的鑄鐵焊條進行定位點焊。
(4)對坡口位置進行多層多道焊接(如果坡口較大則需要多層多道焊接),打磨焊縫,清理螺栓孔,時效處理(如果工期允許),著色探傷檢查焊縫質量;
(5)使用割好塞焊孔的較高強度鋼板(優選Q345鋼)鋪設至地腳位置,外形尺寸、螺栓孔尺寸和位置、板材厚度等均根據需要修復的實物尺寸和部位確定和加工好,使用對應的焊材進行塞焊加強(注意使用異種母材焊材,盡量優選現有或常用焊材),處理焊縫表面和螺栓孔,時效處理(如果工期允許),著色探傷檢查焊縫質量。焊接時底層采用Z308鑄鐵焊條進行焊接,采用半熱焊法,適當地進行預熱,加強部位的焊接采用CO2氣體保護焊方法,焊接時采用多層多道的焊接工藝。
(6)焊后進行加熱,然后蓋好保溫毯自然冷卻即可。經過探傷檢測完好,則修復完成,效果良好。
5 結束語
通過上述工藝方法,恢復地腳的固定性能,還能適當提高部件的強度和剛度,同時如果發生二次斷裂,中間層的定位銷還能起到延緩斷裂的作用,有一定安全保護作用。總體修復用材料、定位銷等均為現有標準件,綜合成本增加不明顯,但設備修復后壽命能顯著提高,有較好的經濟效益,可對類似的材料和結構修復提供經驗借鑒。
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
成都信息工程大學學報(2021年4期)2021-11-22 07:44:46
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
制造技術與機床(2018年12期)2018-12-23 02:40:58
四川輕化工大學學報(自然科學版)(2017年3期)2017-06-29 12:00:57
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24