30CrMnSiA合金前端吊耳斷裂原因分析
2022-09-05 08:23:02林文欽楊元熙徐心潔吳佳欣蔣洪俊
金屬熱處理 2022年8期
鄭 洪, 林文欽, 楊元熙, 徐心潔, 鄧 楓, 吳佳欣, 蔣洪俊
(航空工業成都飛機工業(集團)有限責任公司, 四川 成都 610091)
某產品試驗過程中發生異常,檢查發現前端吊耳斷裂。前端吊耳(后文簡稱吊耳)材料為30CrMnSiA合金,主要制造流程:車工→線切割→鉗工→線切割→檢驗→銑工、鉗工→檢驗→熱處理(表面吹細砂)→磁粉檢驗(100%檢)→鉗工、車工、銑工、鉗工→清洗→檢驗→熱處理(去應力)→表面處理(鍍鋅)→成品檢驗;其中熱處理工藝卡片顯示,吊耳的熱處理參數:(890±10) ℃保溫90~120 min,油(20~70 ℃)冷;(520±20) ℃保溫70~90 min,水(≥60 ℃)冷,硬度要求為35~40 HRC。吊耳表面處理采用氰化鍍鋅,彩虹色鈍化,鍍層厚度要求為8~12 μm,該工序外包。本文對斷裂吊耳斷口宏微觀形貌、化學成分、顯微組織和硬度進行了檢查,確定了斷裂性質,并基于制造工藝對斷裂原因進行了分析,最后提出了產品處置與后續預防措施。
1 試驗過程與結果
1.1 宏觀檢查
失效前端吊耳宏觀形貌如圖1所示,可見吊耳斷成兩部分,斷裂位置在吊耳吊環與螺栓桿部過渡臺階處,斷口附近無明顯塑性變形。對斷口進行目視檢查,可見從表面萌生并向心部發散的斷裂棱線,桿部上斷面呈凸出錐面形狀,斷面中間存在一處與零件表面鍍層顏色相同的平面,吊環上斷口則為凹陷狀,中間有一孔洞;經兩個斷面匹配,斷面中間形貌為裂紋裂穿至吊環底面產生的;斷面色澤為較均勻的暗灰色,干凈、整體較粗糙,除斷裂棱線外,還可見不同位置裂紋萌生后,在擴展過程交匯形成的臺階和結晶顆粒狀形貌,如圖2 所示。
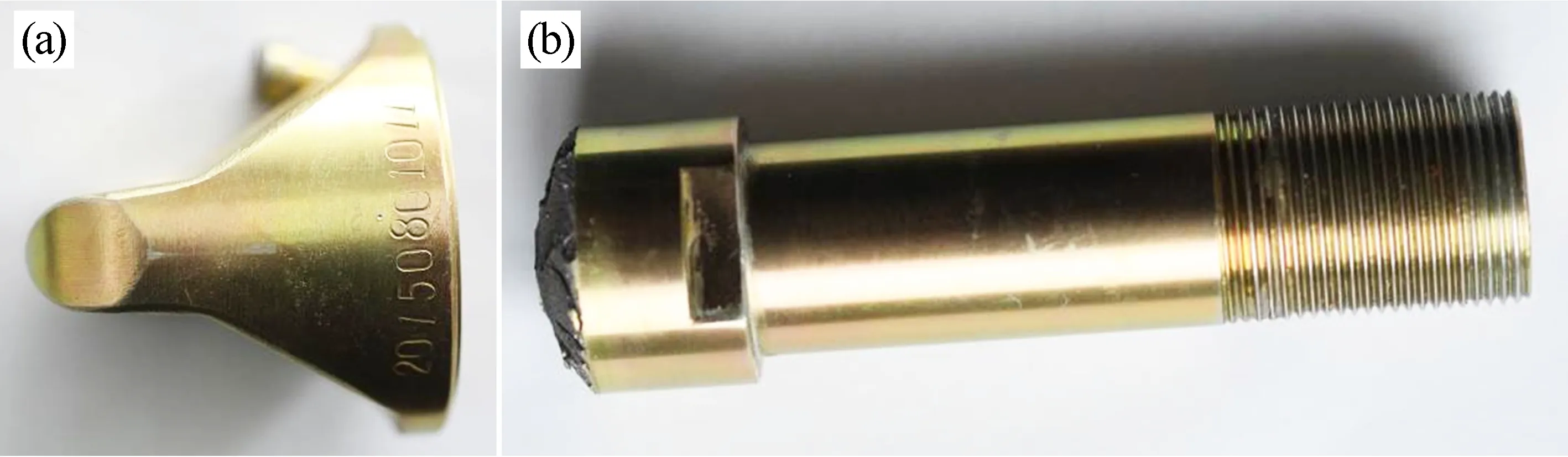
圖1 前端吊耳斷裂圖片
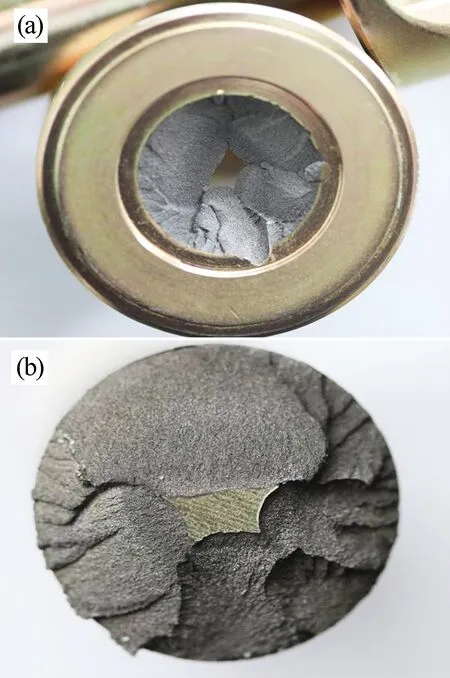
圖2 吊環(a)和螺栓桿部(b)斷口宏觀照片
1.2 微觀檢查
將失效件斷口切下,用掃描電鏡進行微觀檢查,斷裂從表面起源,源區斷口形貌與其它區域基本相同。放大觀察,斷口形貌均為沿晶+準解理,以沿晶為主,高倍下晶面可見“雞爪痕”狀的斷裂棱線;源區晶面較干凈,未見表面鍍層的滲入,也未見機械加工的損傷痕跡和氣孔、夾雜等冶金缺陷,如圖3所示。對斷口源區進行能譜分析,分析結果主要為零件材料元素,且元素含量與零件材料30CrMnSiA合金基本一致,進一步驗證了源區無表面鍍層的滲入,能譜分析結果如圖4所示。
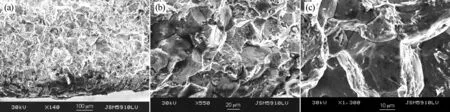
圖3 斷裂前端吊耳斷口源區形貌
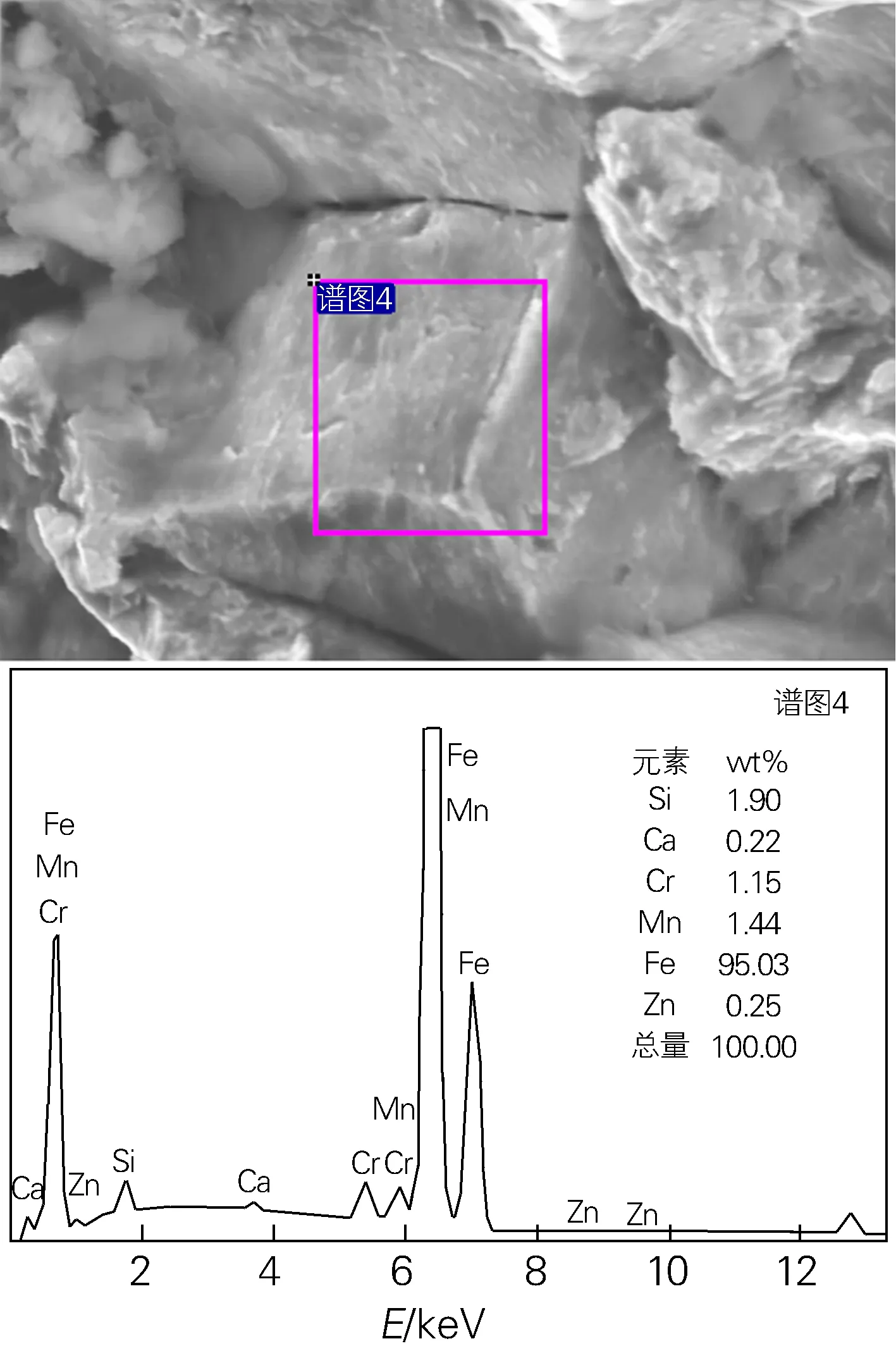
圖4 斷裂前端吊耳斷口源區能譜分析
1.3 金相檢查
在吊耳斷裂附近螺栓桿部沿橫向取樣制備金相試樣,拋光狀態下用光學顯微鏡對表面鍍鋅層厚度進行測量,鍍層比較均勻,測得厚度為8.52~9.48 μm,滿足委托方告知的鍍層厚度8~12 μm的要求,如圖5所示。用體積分數4%硝酸酒精腐蝕后對顯微組織進行檢查,可見失效件組織為正常索氏體,表面未見脫碳現象,如圖6所示。此外,對吊耳吊環部位進行顯微組織檢查,可見其表面存在晶間氧化和脫碳現象,氧化深度最大可達248.80 μm,如圖7所示。
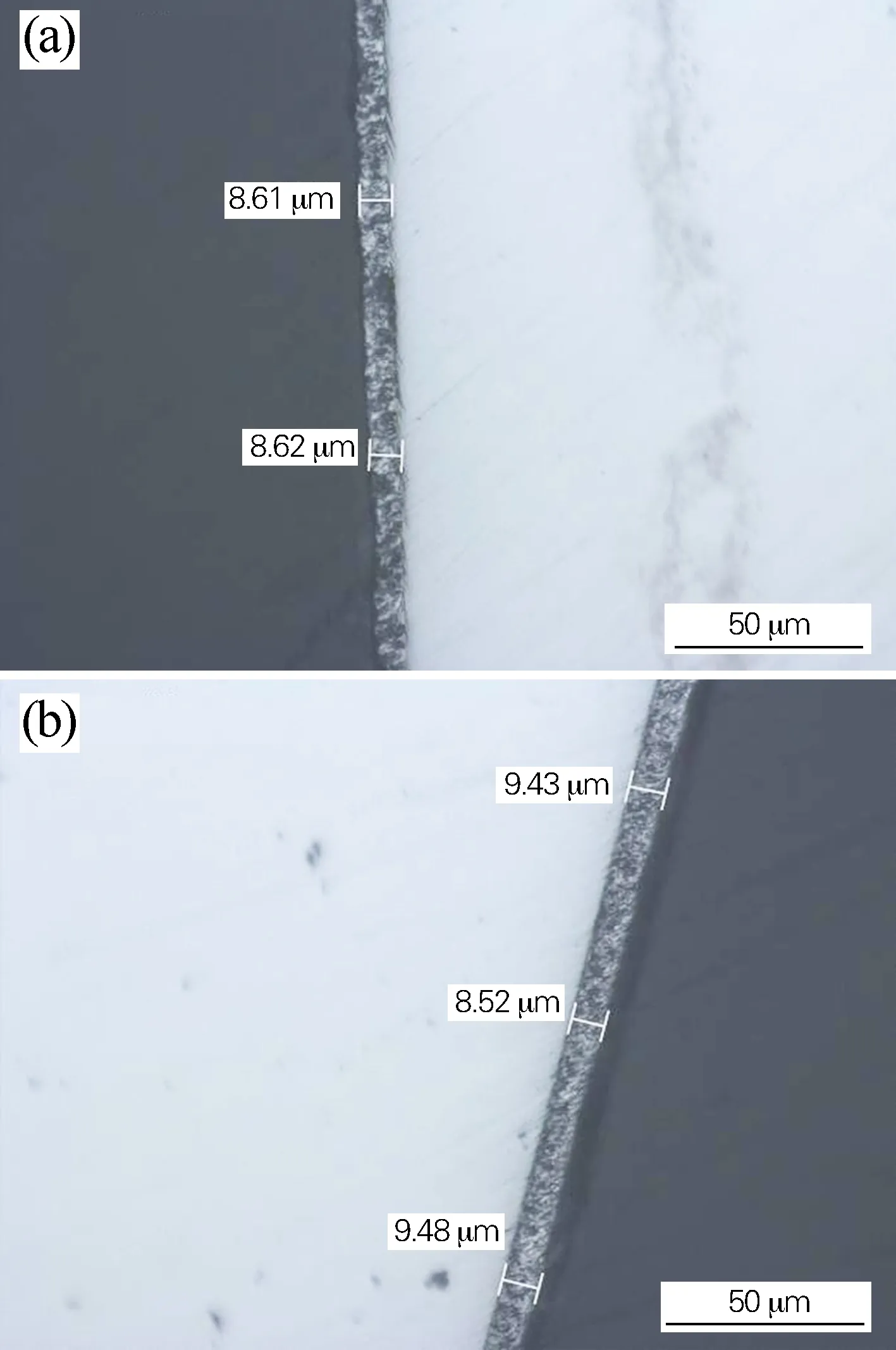
圖5 斷裂前端吊耳表面鍍鋅層厚度
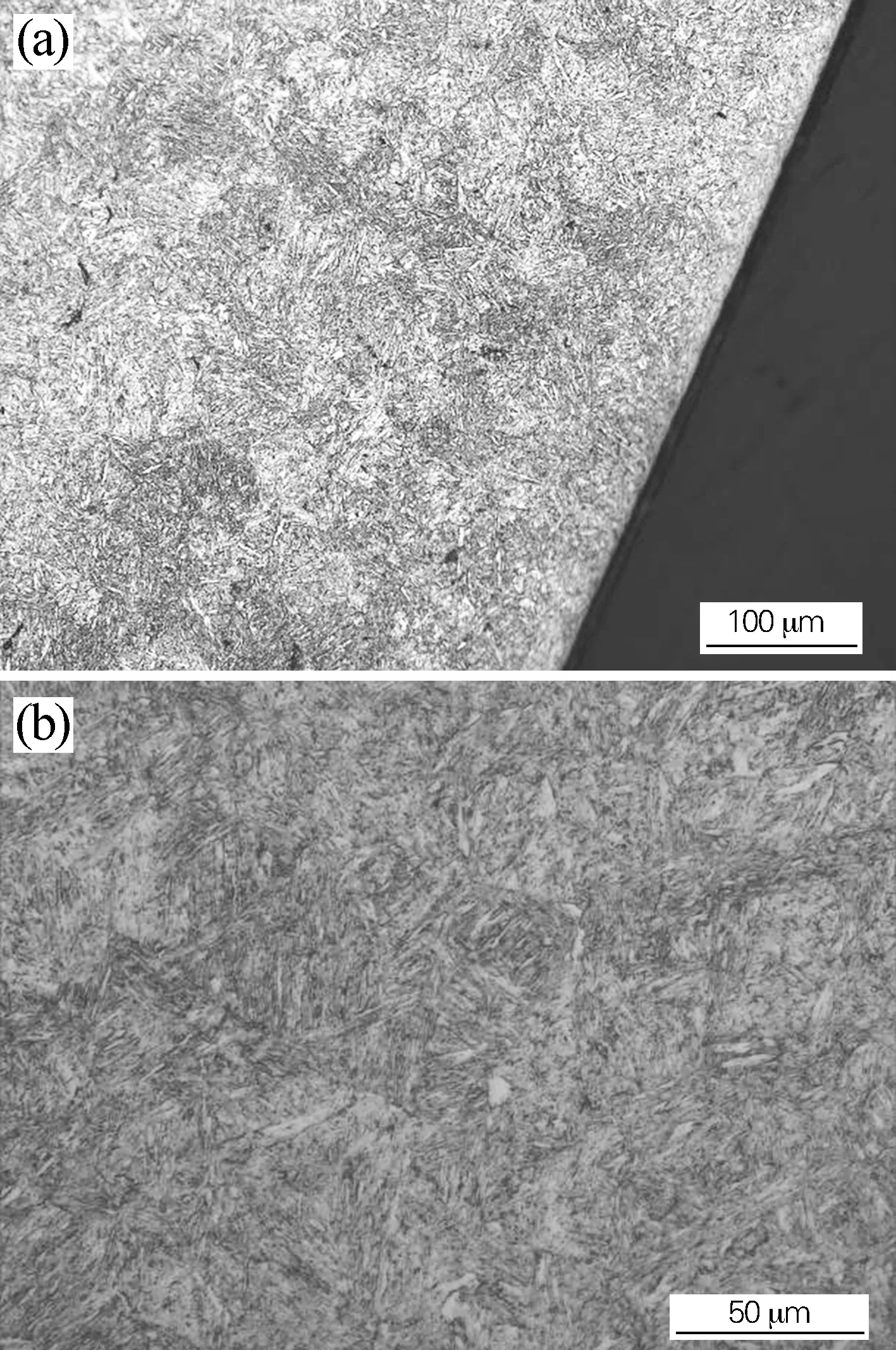
圖6 斷裂前端吊耳螺栓桿部表面(a)和心部(b)顯微組織
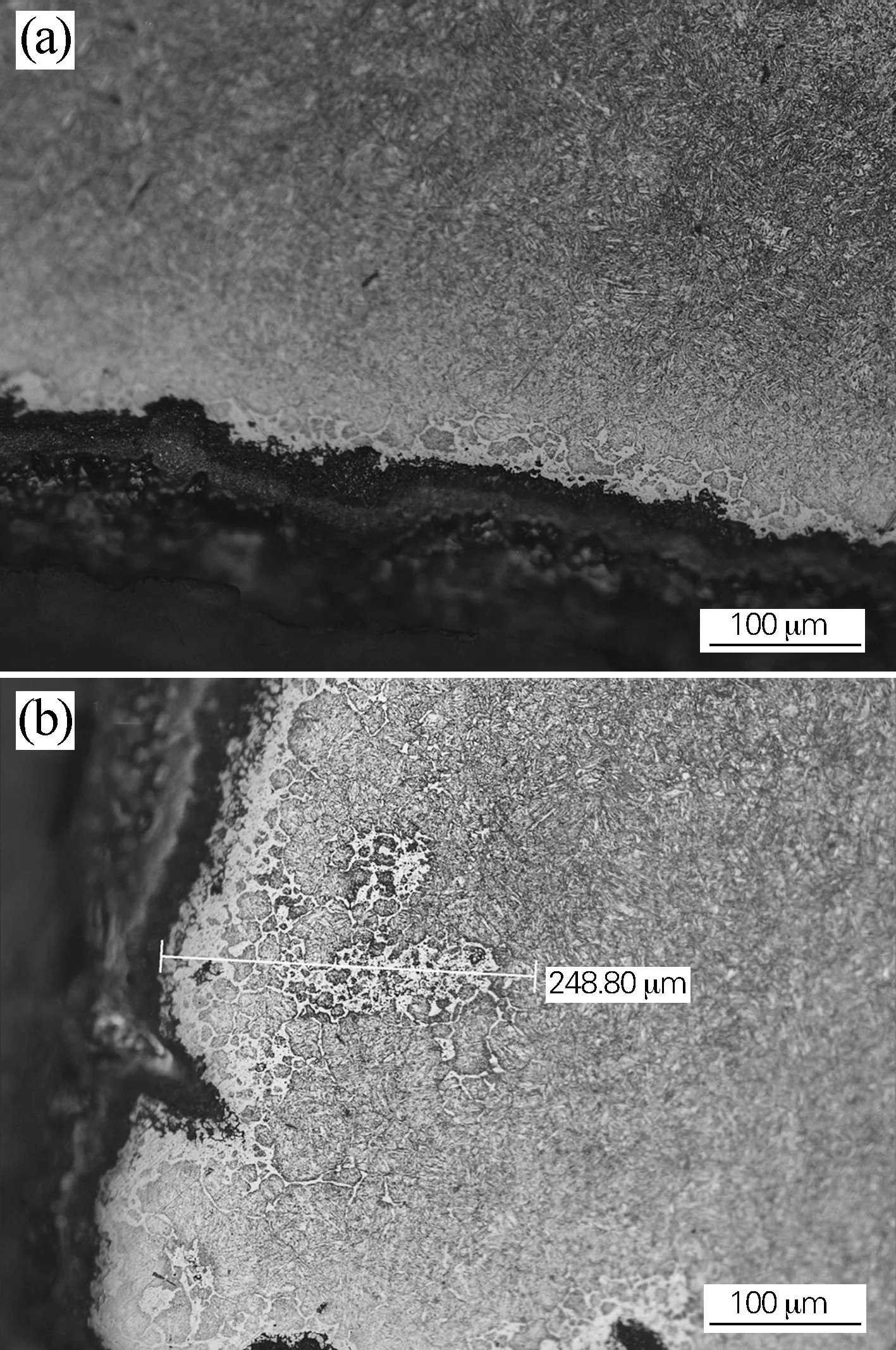
圖7 斷裂前端吊耳吊環表面晶間氧化形貌
1.4 硬度測試
在失效件、與失效件同批、同一產品上未斷和新制批桿部、吊環部位取樣進行硬度測試,其中桿部測試位置為截面心部,吊環部位為垂直于外表面,測試結果如表1所示,可知4件試樣硬度結果均超過硬度范圍上限,不符合零件熱處理技術要求,其中以失效件硬度值最高,與失效件同一產品上但未斷的后段吊耳硬度值最低。同時,可見4件試樣吊環部位硬度均比桿部低,特別是失效件,兩次加工后硬度存在差異,第2次加工(磨)后的硬度明顯比第1次加工高,這與表面存在氧化層有關。
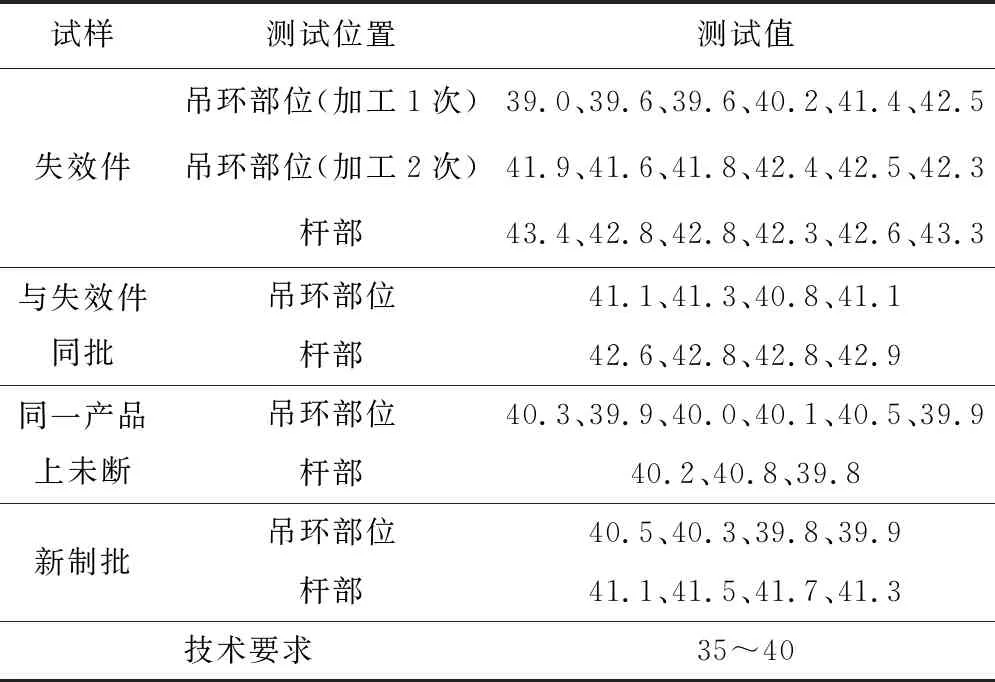
表1 前端吊耳硬度測試結果(HRC)
2 分析與討論
2.1 斷裂性質
前端吊耳斷口微觀特征主要為沿晶脆性斷裂,且晶面可見“雞爪痕”狀的撕裂棱線形貌,屬典型的氫脆斷口特征[1],故吊耳斷裂性質為氫脆斷裂。斷裂源區未見表面鍍層滲入,且斷口為一次性起源斷裂,說明斷裂前無原始缺陷存在。
2.2 斷裂條件
零件發生氫脆斷裂,必須具備3個條件:①氫的滲入。由吊耳表面鍍層能譜分析可知屬鍍鋅,存在氫滲入的工序。②吊耳材料為30CrMnSiA合金,熱處理后硬度為35~40 HRC,根據GB/T 1172—1999《黑色金屬硬度及強度換算值》將硬度值換算成抗拉強度,為1336~1378 MPa,強度較高,具有氫脆敏感性。③存在拉應力作用。吊耳所安裝的產品進行地面試驗過程中,前端和后端兩個吊耳一同承受了產品自身質量和所加介質質量形成的載荷,該載荷表現為沿吊耳軸向的拉應力,且主要為線性增加的靜載荷。綜上分析,吊耳存在發生氫脆斷裂的條件。
決定其氫脆斷裂的主要因素為內部H濃度和受力情況[2]。吊耳斷裂位置為吊環與桿部的臺階處,該位置具有應力集中效應,屬吊耳薄弱部位,在地面試驗加載過程中吊耳持久受力,使得氫原子在斷裂位置聚集,當氫濃度達到一定值后,氫致附加應力和外加應力共同作用,導致吊耳氫脆斷裂。
2.3 原因分析
導致零件發生氫脆斷裂的內部H濃度,主要與零件表面處理后除氫不徹底有關,零件強度(硬度)過高,會促進氫脆的發生[3]。據HB/Z 318—1998《鍍覆前消除應力和鍍覆后除氫處理規范》[4]的規定,“凡抗拉強度大于或等于1050 MPa的鋼制零件,鍍覆后都應進行除氫處理,且零件在鍍覆后應盡快進行除氫處理,鍍覆至除氫處理之間的間隔時間,對抗拉強度>1300 MPa的鋼制零件,不得超過4 h,除氫時間不小于23 h,≤1300 MPa 的鋼制零件,除氫間隔時間不得超過10 h,除氫時間不小于4 h。”對于用30CrMnSiA材料制造的零件,其熱處理后強度要求一般為(1175±100) MPa,按HB/Z 318—1998的規定,鍍鋅后至除氫處理之間間隔不得超過10 h、除氫時間不小于4 h即可,然而失效件吊耳零件本體實測的強度轉換值最高達1378 MPa,需在鍍鋅后間隔4 h內除氫處理,且除氫時間不小于23 h,因此吊耳硬度過高不僅增加其氫脆敏感性,也可能導致表面處理鍍鋅后除氫處理工藝不當。后經查,該批零件鍍鋅后顯示除氫時間為4.5 h,未見鍍后至除氫的間隔時間,根據HB/Z 318—1998的規定,該除氫時間對失效零件是不當的。除了除氫時間外,鍍后至除氫的間隔時間,鍍鋅槽液是否進行氫脆工藝控制試驗,電鍍前零件是否酸洗等環節的控制同樣會影響氫脆發生。
上述分析表明,吊耳發生氫脆斷裂與除氫不徹底有關,硬度偏高不僅增加零件氫脆敏感性,還誤導了除氫工藝,硬度偏高可能有以下原因:①熱處理工藝不當。參照HB/Z 136—2000《航空結構鋼熱處理工藝》[5],可適當提高回火溫度,以降低硬度;②檢驗缺失。吊耳熱處理采用箱式空氣電爐,且零件表面并未涂保護涂料,故零件熱處理后表面會產生氧化和脫碳現象,該現象造成零件表面硬度降低[6];顯微組織檢查也證明氧化的存在,硬度測試要求零件桿部打磨深度≤0.2 mm,但該要求有誤,打磨深度應大于某深度值,該要求導致打磨深度未能有效去除氧化層,造成硬度測試結果不真實,未能代表零件實際硬度值,同時零件硬度檢驗記錄顯示失效零件批次的硬度值分散性大,從技術要求下限值至上限值均有,進一步說明測試時不同打磨深度的影響。
綜上分析,前端吊耳發生氫脆斷裂主要與表面鍍鋅處理后除氫不徹底有關,吊耳硬度超標增加氫脆敏感性,也造成了除氫不當。因失效件表面工序外包,該失效件也折射出在供應商質量控制上的不足,吊耳由供應商提供,該供應商不僅在自身零件熱處理環節硬度檢驗方法不當,表面處理外包也未對次級供應商處理過程進行有效監督,如未能提供鍍鋅后除氫間隔時間記錄、也無槽液氫脆工藝控制試驗,因上述熱處理及表面處理均屬特種工藝,采用過程控制,中間某環節的控制不當會產生批次性、嚴重的后果,因此應加強對供應商特殊過程的確認和質量審核,包含次級供應商。
3 結論及措施
1) 前端吊耳斷裂性質為氫脆斷裂;吊耳氫脆斷裂與表面處理后除氫不徹底有關,零件強度過高促進了氫脆的發生。
2) 因硬度超標對氫脆的發生有潛在促進作用,應對存在硬度超標的吊耳進行更換。
3) 吊耳制造過程中存在硬度檢驗方法不當、表面處理外包質量控制缺失現象,應對供應商熱處理和表面處理工藝過程控制進行嚴格質量審核。
