一種擠壓鋁型材自動牽引中斷設備的設計及應用
2022-09-05 01:14:02張勇威鄭雅如唐鴻洋王洪卓孫曉麗
有色金屬材料與工程 2022年4期
張勇威,鄭雅如,唐鴻洋,王洪卓,孫曉麗
(遼寧忠旺集團有限公司,遼寧 遼陽 111003)
鋁型材牽引中斷設備是對從模具擠出的鋁材進行長時間的牽引中斷,與擠壓機速度匹配,保證固定長度的型材順利擠出的擠壓機后部牽引中斷設備,避免從模具出來的型材出現自動彎曲、偏離軌道等現象,保證型材可以順利輸送至拉直機部位。現代學者針對擠壓工藝等相關內容展開了研究。首先,從對普通鋁型材牽引設備的研究來看,賓永鐘發明了一種普通鋁型材牽引設備,操作簡單,降低了勞動力成本,體現了鋁型材牽引設備應用的必要性;其次,從對鋁型材雙牽引技術研究方面來看,陳遠企認為社會生產對優質鋁型材的需求不斷增加,優質鋁型材生產中需使用雙牽引裝置對其進行擠壓操作,以提高大型鋁型材的成品率,鑒于此,作者探討了鋁型材擠壓雙牽引關鍵技術,為現代牽引設備開發提供了有利的理論依據,該研究也體現出了鋁型材牽引設備的升級和改進;第三,從對鋁型材雙牽引設備開發方面的研究來看,為了提高鋁型材牽引設備的工作效率,陳國在普通牽引設備研發的基礎上,發明了一種簡易雙牽引鋁型材牽引設備,滿足了鋁型材的連續擠出要求,牽引效率較高,是雙牽引鋁型材牽引設備開發的典型產品;第四,從對鋁型材雙牽引系統控制及測試方面的研究來看,唐躍躍主要介紹了鋁型材牽引機的結構特征以及工作流程,并且利用臺達Ethernet 控制牽引機的兩個小車進行無線控制;郭華等主要闡述了鋁型材牽引切割技術要求,并且通過模型以及牽引機控制系統的設計,實現了雙牽引機運動模型,并且已經進行運行測試;何海 崗等利用軟件模擬了一模多孔鋁型材擠壓技術,并且提出了雙頭單軌牽引技術的工藝路線,使設備實現有效的系統化控制;第五,從對鋁型材雙牽引設備存在的問題以及應用方面的研究來看,張君等研究了上夾式雙牽引裝置運行過程中重心高導致的不穩定問題,研發了新型的側夾式雙牽引裝置;韓泓重點研究了運行過程中對擠壓速度的控制問題,并且設計了控制方式及具體實施方法,解決了由于擠壓速度過快導致的產品質量缺陷;蘇振楊等和隋永豐詳細闡述了鋁型材雙牽引機在行業中的廣泛應用,及其為現代擠壓生產提供的便利條件。
綜上所述,研究者們以普通的鋁型材牽引設備研究為基礎,設計開發了鋁型材雙牽引設備,并對雙牽引技術、設備開發方案、系統控制及測試、設備運行存在的問題以及設備的廣泛應用等方面展開了研究,這些理論基礎為本文提供了參考依據,但是缺少設備結構的深入研究以及設備運行實際情況的說明,本文設計開發的一種新型鋁型材牽引中斷設備更為系統,并且具有一定的創新性。
1 鋁型材牽引中斷設備設計理念
為了進一步實現鋁型材生產的自動化,全面加強實際生產效率以及產品質量,促進鋁型材生產行業更加標準化和高效化發展,本文設計開發了一種擠壓鋁型材自動牽引中斷設備,分別通過主牽引和副牽引裝置在主動力交流電機的驅動下連續反復驅動,實現鋁型材的牽引,通過網絡傳輸技術實現鋁型材牽引的運行控制,有效地減少了鋁型材在牽引過程中存在的偏差等缺陷問題,提高了設備的精確度和實際效率。雙牽引裝置與普通牽引裝置相比,具有自動牽引和自動切割的功能,對不同噸位的擠壓機具有更好的匹配能力,能夠實現不同工藝型材的牽引,提高了產品的成品率,并且通過雙牽引結構設計解決了薄壁型材或者復雜斷面擠壓完成后存在的彎曲、波浪等問題,尤其在牽引機交接過程中使型材交接更為穩定,能夠更好地滿足對于高精度、快速響應的要求。本文設計開發的鋁型材牽引中斷設備:一方面解決了現有設備成品率低、與不同噸位擠壓機匹配能力差、產品質量低等問題;另一方面滿足了工廠的生產需要。產品已應用到實際擠壓生產中,是企業生產改進的重要舉措。
2 鋁型材牽引中斷設備的結構形式
2.1 結構組成
牽引中斷設備的動作復雜程度較高,并且是往復性運動,信號接收難度較大,這就體現出牽引中斷設備結構以及功能的技術研究十分關鍵。本文設計的鋁型材牽引中斷設備主要包括張緊裝置、副牽引、主牽引、防撞裝置、主動力裝置、路軌裝置等,如圖1 所示,各裝置相互聯動配合,使牽引中斷設備能夠實現牽引中斷的功能,保證型材順利擠出。
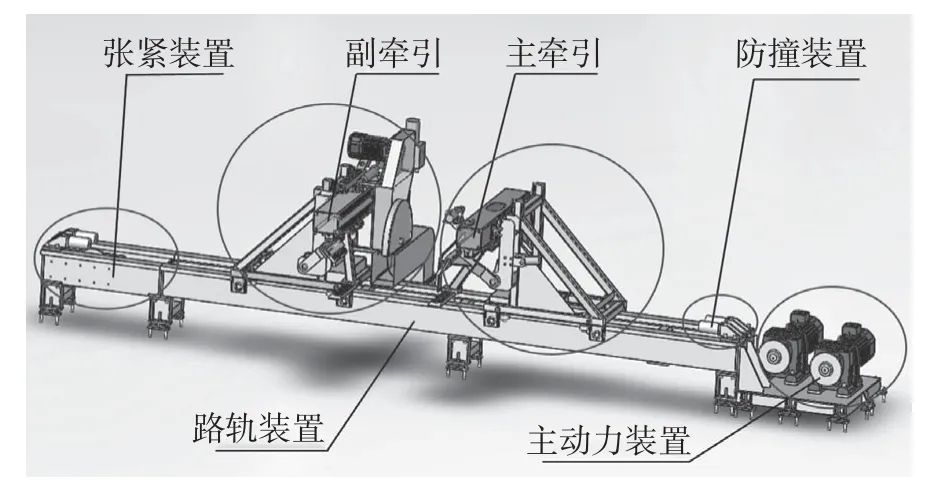
圖1 鋁型材牽引中斷設備結構Fig.1 Structure of Al profile traction interruption equipment
2.2 子結構介紹
張緊裝置
牽引中斷設備的傳動方式為鏈條傳動,由于鏈條傳遞過程中會出現彈性伸長,為了使輸送機達到準確的嚙合狀態,故使用張緊裝置提供預緊力,由兩個油缸分別控制兩個可移動鏈輪,力的大小由路軌長度和張緊位置而定,如圖2 所示。
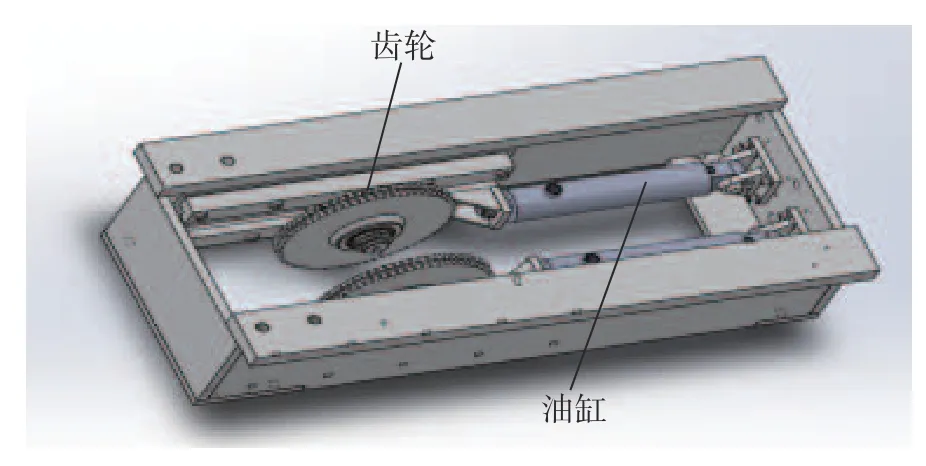
圖2 張緊裝置Fig.2 Tensioning device
副牽引組件
副牽引是將擠出的型材牽引到出料輥道上,通過編碼器計算出所需長度之后交接給主牽引,副牽引自動完成鋸切,所以,副牽引具有牽引和切割的功能,如圖3 所示。
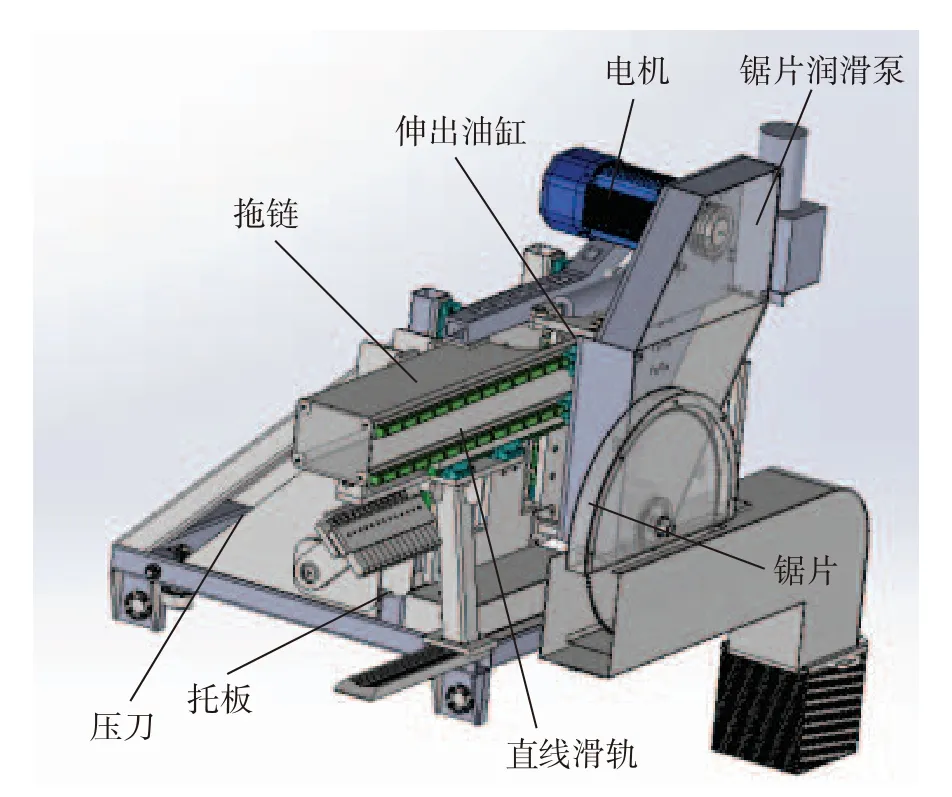
圖3 副牽引組件Fig.3 Auxiliary traction assembly
主牽引組件
主牽引是接過副牽引的型材之后,快速移動至出料輥道末端位置,然后通過油缸控制撥叉,將型材移動至冷床上,然后主牽引快速返回與副牽引交接,完成整個牽引工作,如圖4 所示。
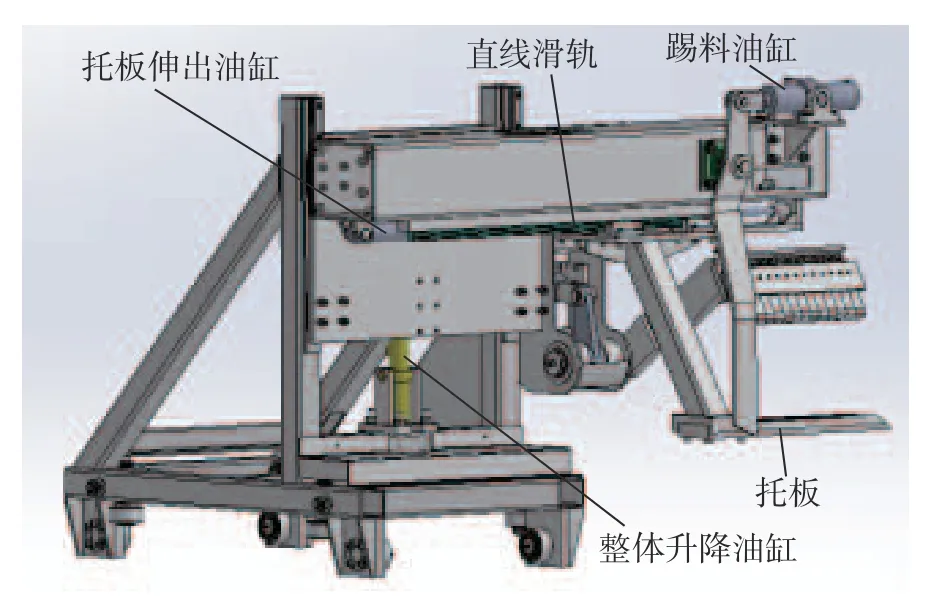
圖4 主牽引組件Fig.4 Main traction assembly
防撞裝置
防撞裝置中兩個圓柱聚氨酯固定在路軌前后端,如圖5 所示,當電氣出現失靈的問題時,在牽引機快速行走過程中起到緩沖防撞的作用。
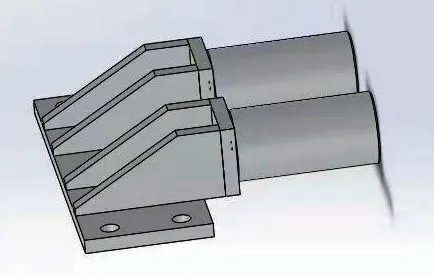
圖5 防撞裝置Fig.5 Anti-collision device
主動力裝置
牽引機借助電機進行驅動,電機一般分為交流變頻電機、直流電機以及直線電機等,而電機裝置就是牽引機中的主動力裝置。主動力裝置安裝在路軌一側,如圖6 所示,由行走減速機和主動鏈輪組成,為機器作業提供主要動力支持。
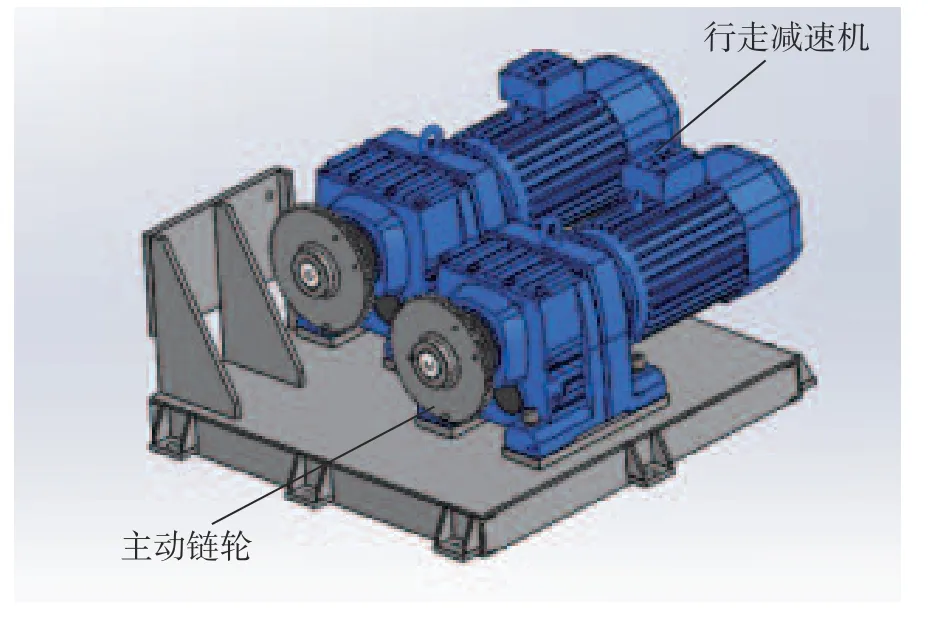
圖6 主動力裝置Fig.6 Main power device
路軌裝置的組成
在牽引中斷設備中,牽引機具有較高的中心,實際的牽引和快速回程過程中容易出現擺動與搖晃,這也會使型材出現平直度較差等問題,所以,為了提升牽引機的穩定性,在路軌設計方面需要重點研究。路軌是承接主牽引和副牽引小車行走的軌道,如圖7 所示,通過兩個變頻電機帶動鏈條,鏈條兩端固定在小車上,實現加速、減速、勻速運動。
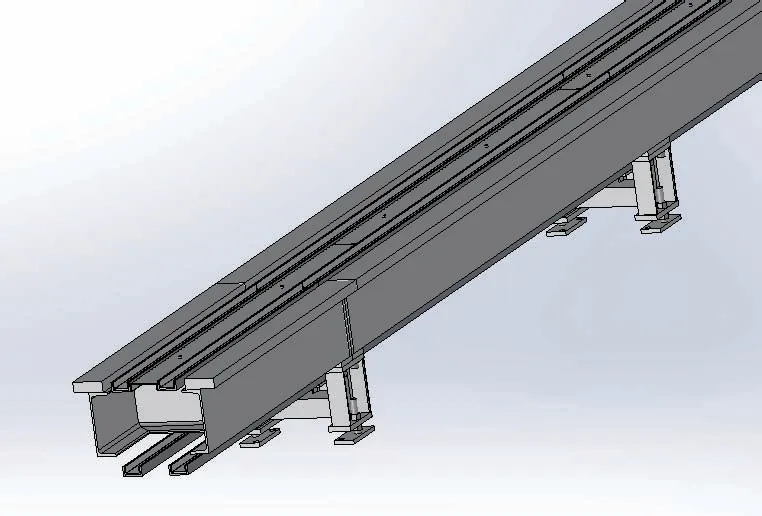
圖7 路軌裝置Fig.7 Track device
3 實際應用
3.1 工作流程
牽引中斷設備的工作流程如圖8 所示,主要包括鋸切行走階段、平移行走階段、返回行走階段以及交接過程等四個環節,分為1 號牽引機(主牽引)和2 號牽引機(副牽引)分別相應的作業,保證了型材的順利擠出。
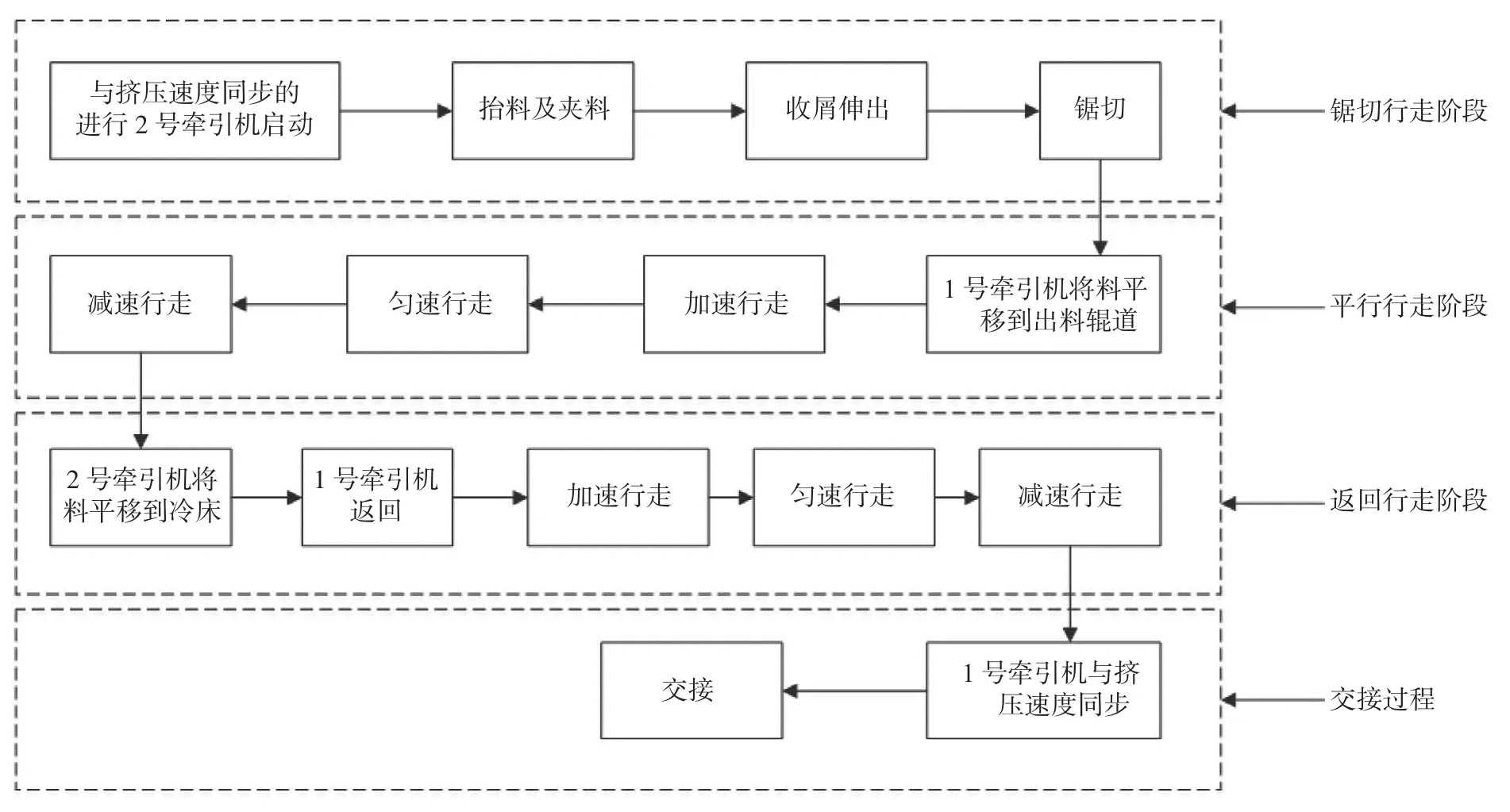
圖8 牽引中斷設備工作流程Fig.8 Workflow of traction interruption equipment
3.2 設備工作能力論證
本文設計的鋁型材牽引中斷設備與2 750 t 擠壓機配套使用,導出輥道長度為20 m,通過設備的實際工作數據測量,得出如表1 所示的參數信息,當擠出型材長度為34 m 時,該鋁型材牽引中斷設備的副牽引路程為16.04 m,小于且臨近導出輥道長度,因此,擠出型材長度為34 m,也是牽引機的最大工作能力。
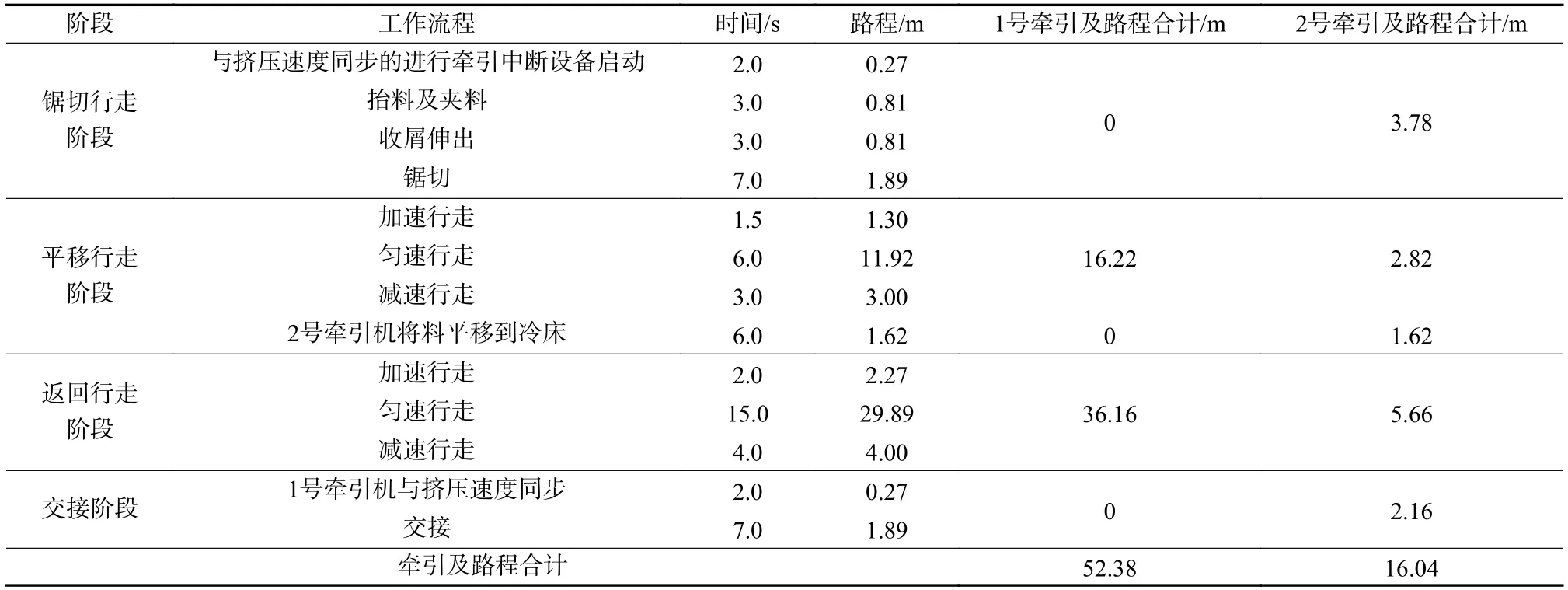
表1 參數測定Tab.1 Parameter determination
3.3 不同型材實際工作參數對比
公司已經試制完成了本文設計的鋁型材牽引中斷設備,并且在工廠投入使用。根據牽引中斷設備的工作流程和工作能力,分別選取不同擠壓工藝的型材進行實際參數的測量,測量結果如表2 所示。從表2 能夠看出,不同類型的型材通過2 750 t擠壓機擠出,經過牽引中斷后的料長均小于34 m,再次證明了該擠壓機在設計的工作參數下的切實可行性,滿足了不同客戶的要求。

表2 不同擠壓工藝型材的實際參數測量結果Tab.2 Measurement results of actual parameters of profiles with different extrusion processes
3.4 實際應用
在鋁材的生產中,自動牽引中斷設備具有重要的作用。一方面,能夠將型材從出口夾住,牽引至要求的長度,切斷之后移動至冷床上;另一方面,能夠使型材擠壓過程中的擠出速度得以保持,確保鋁材不會出現形變現象,同時,也能夠對型材進行鋸切分離,保證了型材的成材率。本次設計開發的鋁型材牽引中斷設備具有自動牽引和自動切割鋁型材的功能,保證了鋁型材順利擠出,是一種提高制品成品率和生產效率的鋁型材擠壓輔助設備,避免了薄壁型材和復雜斷面型材等出模后出現彎曲、扭擰以及波浪等缺陷。目前,該鋁型材牽引中斷設備已經試制完成及應用,體現出了該產品具有一定的實用價值。
4 結論
在實際應用中,所擠出的鋁型材的寬度、高度、直徑、生產節拍及合金系列等不盡相同,設計牽引中斷設備的結構時可根據具體要求進行設計即可得到相應數據。通過理論和實踐相結合的方式,使設備達到最優化的設計。本次設計開發的鋁型材牽引中斷設備經過了產品設計、模擬驗證、設計優化、產品試制等環節,已經在工廠投入使用,保證了型材的擠壓質量以及擠壓效率,降低了勞動工人的作業強度,證明了該產品具有一定的使用價值。通過本文的研究能夠認識到鋁型材擠壓生產過程中,自動牽引中斷技術十分關鍵,為了進一步加強生產效率和質量,需要全面提升自動牽引中斷技術的研究水平,從而為生產工作創造便利和有利條件。
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
經濟技術協作信息(2018年22期)2019-01-19 03:00:18
藝術啟蒙(2018年7期)2018-08-23 09:14:18
電子制作(2018年11期)2018-08-04 03:26:08
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
工業設計(2016年12期)2016-04-16 02:52:00
設備管理與維修(2015年12期)2015-04-09 06:57:00
