斜盤限位擋塊高頻感應(yīng)淬火開裂分析及工藝改進(jìn)
2022-09-01 13:17:40徒玉龍
金屬加工(熱加工)
2022年8期
徒玉龍
中國航空工業(yè)集團(tuán)公司金城南京機電液壓工程研究中心 江蘇南京 211106
1 序言
斜盤是航空某產(chǎn)品重要組成部件,材質(zhì)為40CrNiMoA鋼,經(jīng)整體淬火后對零件限位面進(jìn)行高頻感應(yīng)淬火,使其滿足使用要求。現(xiàn)設(shè)計端為減少零件重量,采用基體為鈦合金的斜盤對原材料進(jìn)行替代,限位擋塊位置因需承受一定的沖擊載荷,采用斜盤限位擋塊結(jié)構(gòu)連接與鈦合金基體的基準(zhǔn)孔位置,為保證零件端部承受沖擊載荷的能力需要高硬度,連接位置的硬度需要與鈦合金硬度相適配,保證使用過程不發(fā)生沖擊變形,因此必須對斜盤限位端面進(jìn)行高頻感應(yīng)淬火處理。
2 問題的提出
斜盤限位擋塊零件如圖1所示。
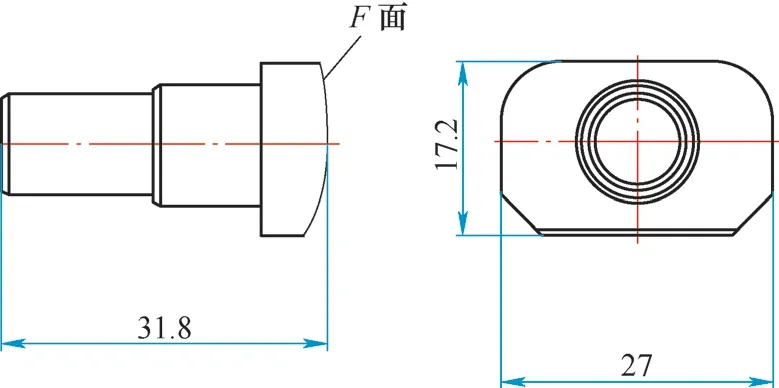
圖1 斜盤限位擋塊零件
零件真空淬火后將整體硬度調(diào)整至3 7 ~42HRC,然后對F面(見圖1)進(jìn)行高頻感應(yīng)淬火,要求淬硬層深度≥2.5mm,表面硬度≥53HRC,熱交換范圍深度≤4.5mm,允許桿部以上位置整體淬透。加工工藝流程為:粗車加工→精車加工→真空淬火→感應(yīng)淬火、回火→裝配→磨削→熒光檢測→入庫。零件真空油淬火和限位面高頻感應(yīng)淬火等熱處理工藝參數(shù)見表1。
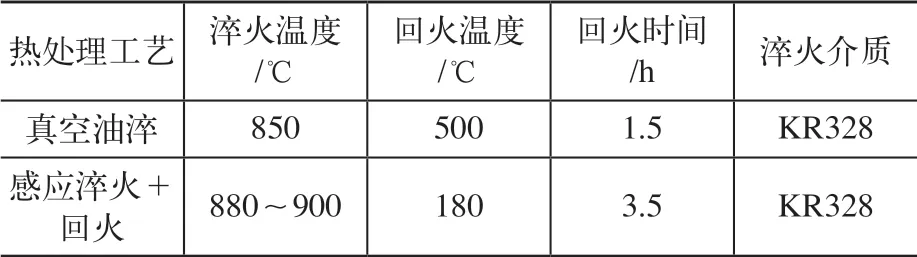
表1 熱處理工藝參數(shù)
實際生產(chǎn)加工后,斜盤限位擋塊裝配至鈦合金殼體中。經(jīng)磨削加工后,在熒光檢測時發(fā)現(xiàn)限位面存在裂紋。隨后,對入庫后未裝配的斜盤限位擋塊進(jìn)行熒光檢測,發(fā)現(xiàn)近一半的零件存在裂紋,如圖2所示。

圖2 熒光檢測裂紋形貌
3 理化檢驗
3.1 化學(xué)成分
在斜盤限位擋塊桿部位置取樣并進(jìn)行光譜化學(xué)成分分析,結(jié)果見表2。……
登錄APP查看全文
猜你喜歡
艦船科學(xué)技術(shù)(2022年13期)2022-08-11 09:29:16
成都信息工程大學(xué)學(xué)報(2021年4期)2021-11-22 07:44:46
山東冶金(2019年6期)2020-01-06 07:45:54
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
四川輕化工大學(xué)學(xué)報(自然科學(xué)版)(2017年3期)2017-06-29 12:00:57
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應(yīng)用(2014年8期)2014-03-11 17:40:03
建筑材料學(xué)報(2014年3期)2014-03-11 17:08:02
