高精度平面銼削技術創新
2022-09-01 15:48:30李曉波渠曉剛王蒲珉孫秀娟
金屬加工(冷加工) 2022年8期
李曉波,渠曉剛,王蒲珉,孫秀娟
1. 山西航天清華裝備有限責任公司 山西長治 046000 2. 太原科技大學 山西太原 030024
1 序言
許多高精度零件的平面需要由鉗工銼削加工而成,這些平面一般都有較高的精度要求,除了要達到較高的尺寸精度和形位精度外,還要求具有足夠低的表面粗糙度值,通常表面粗糙度值Ra要求達到0.8~1.6μm。在銼削加工過程中,很容易出現劃傷等缺陷,從而導致其表面粗糙度達不到設計要求。因此,一方面對操作人員的技能水平有較高要求,另一方面在銼刀的選用、銼削方法等工藝措施上也應加以重視。
2 銼削表面劃傷原因分析
銼削是由操作人員按照一定的方式握持銼刀,使銼刀的工作面與工件的被加工平面接觸,并進行平穩勻速的往復推拉運動。在銼刀向前推進的過程中,銼齒對加工面進行切削,去除加工面的余料;在回程過程中,銼齒并不起切削作用。
銼刀結構如圖1所示。在銼刀的工作面上,按一定的排列規律布滿銼齒[1](見圖2)。銼齒是銼刀能夠起到切削作用的主要結構,用于金屬加工的銼刀,其銼齒一般是用專門的剁齒機加工而成,銼刀上的每一個銼齒相當于一把單獨的切削刀具,具有各自的前角、后角等切削角度。銼齒結構如圖3所示,從宏觀來看,這些銼齒以一定的規律排布在銼刀的工作面上,在銼削時共同對材料進行切削。每兩排銼齒之間的空隙形成容屑槽,銼削過程中產生的切屑暫時堆積在這些容屑槽中,隨著銼刀的向前推進,當銼齒離開被加工表面時,切屑通常會自動從銼刀上脫落。當銼削過程中產生的切屑較多、較大時,有一部分切屑會卡在容屑槽內,甚至高于銼齒的高度,這時如果銼刀繼續往前推進,則切屑會在銼削表面上形成較深的劃痕。由于這種現象在銼削較軟的材料時比較容易發生,所以此時應選用容屑槽較大的粗齒銼刀。

圖1 銼刀結構

圖2 銼刀工作面布滿銼齒
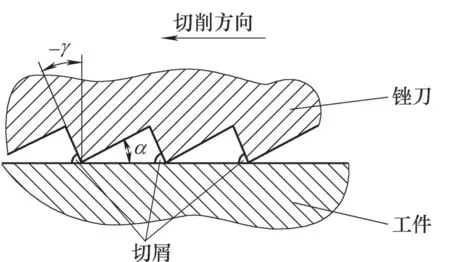
圖3 銼齒結構
而用于高精度平面銼削的細銼刀及油光銼,必須具有較小的銼齒,銼齒之間排列得更為緊密,導致其容屑槽較小,尤其是油光銼[2],其容屑槽更為細小,銼削過程中切屑更容易嵌入銼齒(見圖4)而堆積卡滯,劃傷被加工表面,嚴重破壞其表面質量,銼削加工表面劃痕如圖5所示。這些嵌入銼刀容屑槽的切屑不易清理,有時用鋼絲刷都難以清除,需用劃針等尖銳工具逐個剔除,影響加工效率。
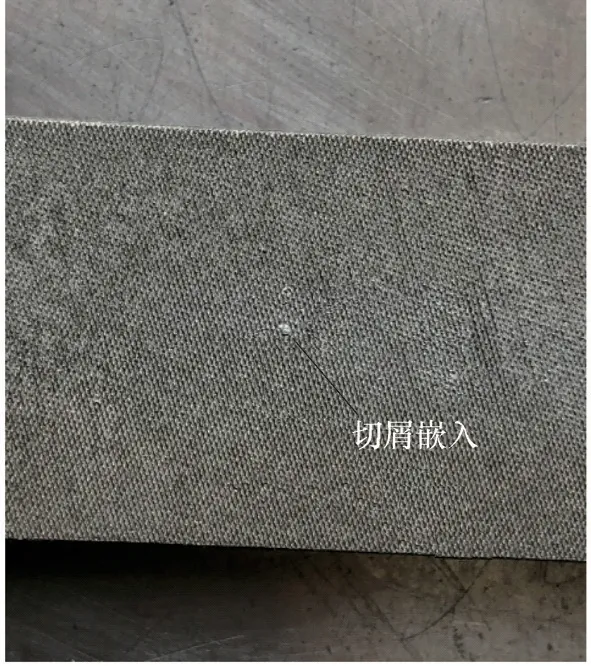
圖4 普通油光銼切屑嵌入銼齒
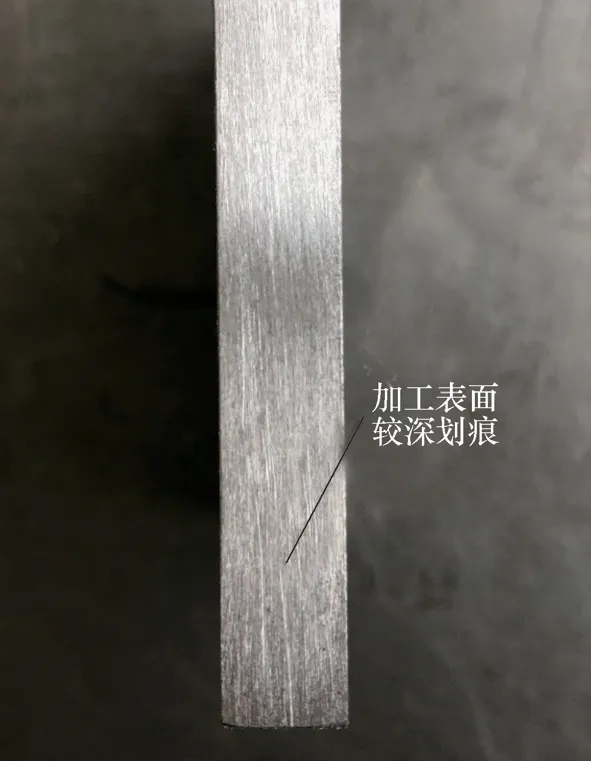
圖5 銼削加工表面劃痕
3 創新設計高精度油光銼
在高精度平面的銼削加工中,為了避免被加工表面劃傷,通常采取減小施加在銼刀上的作用力,或者在銼刀的工作面上涂粉筆灰等措施,但是都不能從根本上解決加工表面被劃傷的問題。尤其是在最后修整階段,操作稍有不慎就會出現表面劃痕,致使整個被加工平面的表面質量下降,而不得不重新進行修整。如果這樣的重復修整次數過多,則不僅降低加工效率,還會影響零件的尺寸精度。
在生產實踐中發現,經過線切割等電腐蝕加工過的零件表面,在與其他較軟材料零件表面接觸并發生相互摩擦時,具有一定的微量切削作用。利用這一發現,使用線切割加工將條狀高速鋼(HSS,俗稱白鋼條)切割開,制成高精度油光銼[3],利用其切割面作為銼削工作面,對零件被加工表面進行銼削修整,取得了較好的效果。
利用線切割加工出的高精度油光銼如圖6所示,其工作面上遍布著電腐蝕加工時電擊所形成的微小凹坑。高精度油光銼工作面微小凹坑局部放大如圖7所示,根據線切割切削參數的不同,這些微小凹坑的大小為0.5~2.5μm。凹坑之間連接的微小凸起,形成了具有切削作用的銼齒,而凹坑就充當了容屑槽。這些銼齒十分細小,并且在油光銼的工作面上是無規則地隨機排列,使用這種油光銼在零件表面進行修整時,其切屑為細微的粉末狀(見圖8),同時由于油光銼工作面上作為容屑槽的微小凹坑為開放式結構,因此在加工過程中,切屑不會嵌入油光銼的容屑槽內,從而避免將零件的加工表面劃傷。實際操作過程中,不論是零件被加工表面,還是油光銼工作面的切屑,用毛刷就可以輕松去除,即使是較軟的材料,使用這種高精度油光銼也能取得很好的修整效果。高精度油光銼加工表面如圖9所示。

圖6 高精度油光銼

圖7 油光銼工作面微小凹坑局部放大
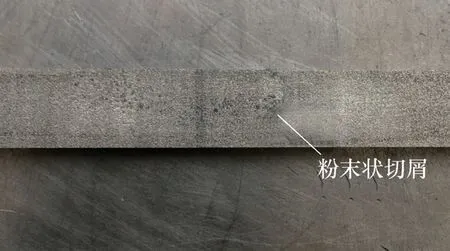
圖8 細微的粉末狀切屑

圖9 高精度油光銼加工表面
傳統的銼刀制造工藝是先加工出銼齒,為了提高銼齒硬度,需進行淬火等熱處理工序,最后不可避免地會造成銼刀發生凸凹或扭曲等現象,影響其使用性能。而創新設計的油光銼使用已經過熱處理的高速鋼加工,成形后無需再進行熱處理,不會產生變形。同時得益于線切割加工的高精度優勢,其工作面直線度及平面度能保證在0.02mm之內,這是高精度油光銼在高精度平面銼削修整加工中的另一個有利因素。
4 銼削加工案例
圖10所示閥套是液壓系統中的重要零件,其上有3組共12個方孔,用以與閥芯配合控制液壓油的流量,其尺寸精度和表面粗糙度要求較高,尺寸精度需控制在±0.01mm,表面粗糙度值Ra需控制在0.4μm,且同一組方孔的工作面必須嚴格統一,誤差不能超過0.01mm。該閥套流量控制孔的加工,通常采取精銼后研磨的加工方案。因為如果同一組的4個方孔中任1個的工作面尺寸超差,則必須重新修整另外3個,使其工作面保持一致,所以使用普通油光銼修銼過程中經常出現表面劃傷現象,導致隨后的修研工作量加大,嚴重影響加工效率。
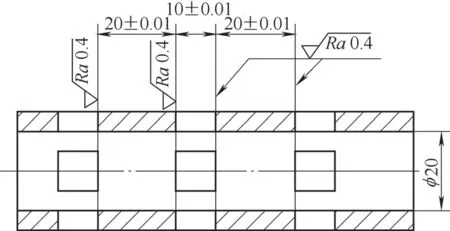
圖10 閥套
利用改進后的高精度油光銼,將閥套流量控制孔的加工方案進行優化,充分發揮高精度油光銼不易嵌入切屑的優勢,消除了被加工表面劃傷現象,加工后的表面只需微量研磨就可達到技術要求,加工效率成倍增加。
5 結束語
機械化的高度發展,使得銼削這種手工操作的加工手段只局限在較小的范圍內使用,但是需要銼削加工的零件,一般都是機床難以加工或者加工成本較高的零件,且大多數是比較重要且精度要求較高的零件。利用新型高精度油光銼,可以在保證零件加工精度的前提下,盡可能地提高加工效率。另外,在鉗工實操技能比賽中,可以利用高精度油光銼高效修整工件加工表面。