煉廠配套POX制氫裝置氫氣精制方案選擇
2022-09-01 04:02:16孫志剛
化工設計 2022年4期
孫志剛
中石化寧波工程有限公司 寧波 315103
隨著原油劣質化、油品質量升級、新型渣油加氫工藝的廣泛應用等因素影響,煉廠對氫氣的需求逐步提高,需達到煉廠加工總量質量分數的0.8%~2.7%[1]。煉廠氫氣來源主要有兩種:一是煉廠副產氫氣,包括重整氫、富氫氣體回收等,但煉廠副產氫氣并不能滿足全廠需求[2];二是新建獨立的制氫裝置,由于其技術成熟可靠、穩定性高、原料易得、操作靈活、經濟性好等優勢,已經成為眾多煉廠的選擇。新建制氫裝置的主要原料有:煉廠干氣、天然氣、煤、重質油等,在實際生產中,利用干氣為原料的制氫裝置需要綜合解決全廠燃料平衡之間的矛盾;而油制氫由于近十幾年來原油價格相對較高,造成氫氣成本高昂,相對業績較少,因此,天然氣制氫和煤制氫成為現階段煉廠制氫的主要方式。以煤為原料采用部分氧化(POX)制氫時,在后續凈化工藝中,通常都會包含一氧化碳變換、酸性氣體脫除和氫氣精制等單元。合成氣分離和精制提純技術主要有低溫甲烷化技術、深冷分離技術、變壓吸附技術(PSA)和溶液吸收技術等[3]。煉廠常用的氫氣有兩種規格:一種是99.9%的高純氫,一種是純度達到98%以上的氫氣。對于99.9%的氫氣純度要求,采用PSA流程是最常用工藝;對于制取98%以上純度氫氣,PSA和甲烷化流程都可以滿足要求,本文結合煉廠特點和氫氣需求,對這兩種技術進行比較和選擇。
1 煉廠需求
以某典型煉廠氫氣和燃料氣需求為例。新建一煤制氫裝置為全廠供應氫氣和燃料氣,主要包括水煤漿氣化、一氧化碳變換、酸性氣體脫除、氫氣精制等單元,其中氣化裝置產有效氣量約為30萬Nm3/h(以CO+H2計),供應氫氣18萬Nm3/h(以H2計),另外還生產一定量的燃料氣補充燃料氣管網。煤氣化生產的粗合成氣經過變換和酸性氣體脫除等單元后生產粗氫氣,采用不同的變換深度,H2濃度可達到98.5%(v)左右,其他組分主要為CO、N2、AR、CH4等物質(典型組成見表1)。CO作為催化劑的毒物,對后序工序有較大影響,因此,需要采取進一步的凈化技術脫除CO,提高氫氣純度。
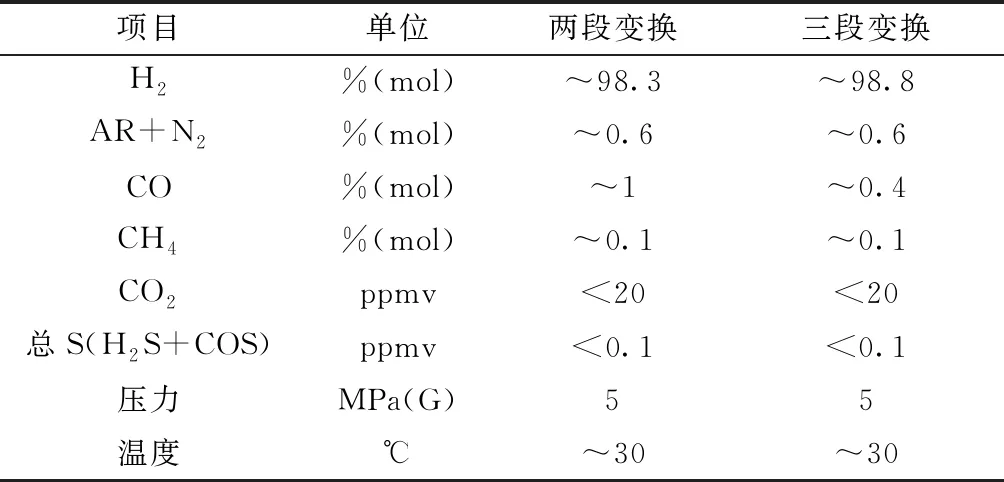
表1 典型粗氫氣規格
下文從工藝流程、產品方案、裝置消耗、成本、占地、工廠實際應用情況等方面對PSA方案與甲烷化方案進行對比。
2 流程對比
2.1 甲烷化方案
采用甲烷化方案時,工藝生產單元主要有氣化、耐硫變換、酸性氣體脫除、制冷系統、甲烷化、氫氣壓縮等單元,工藝流程示意圖見圖1。
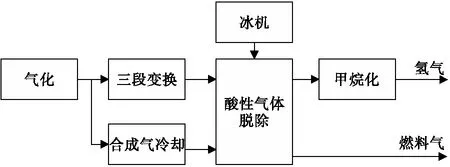
圖1 甲烷化方案工藝流程
原料與氧氣一起進入氣化單元的氣化爐,發生部分氧化反應,反應生成的粗合成氣主要組成為H2、CO和CO2。粗合成氣經急冷和洗滌后,部分粗合成氣進入變換爐發生變換反應,使得絕大部分CO變換為H2,,經過余熱回收及冷卻洗滌后進入酸性氣體脫除單元;經過變換的部分合成氣與經過余熱回收的部分非變換氣在酸性氣體脫除單元脫除含有的硫(主要以硫化氫形式存在)和CO2。經過脫硫脫碳的變換氣進入甲烷化單元進行精制,制得合格的工業H2,非變換氣經過脫硫脫碳后直接送出界區作為燃料氣。
甲烷化工藝采用化學反應方法除去合成氣中的CO、CO2等對加氫催化劑有毒性的物質,其主要反應如下所示:

(1)
(2)
可以看出CO、CO2反應后均生成CH4,為了保證甲烷化出口合成氣中H2濃度達到98%以上,需要盡可能的降低入口中CO的濃度,也就是要求降低變換單元出口的CO濃度,通常來說,需要設置三段變換反應,控制CO濃度≤0.6%。
2.2 PSA方案
采用PSA方案時,工藝生產單元主要有氣化、耐硫變換、酸性氣體脫除、制冷系統、PSA等單元,工藝流程示意圖見圖2。
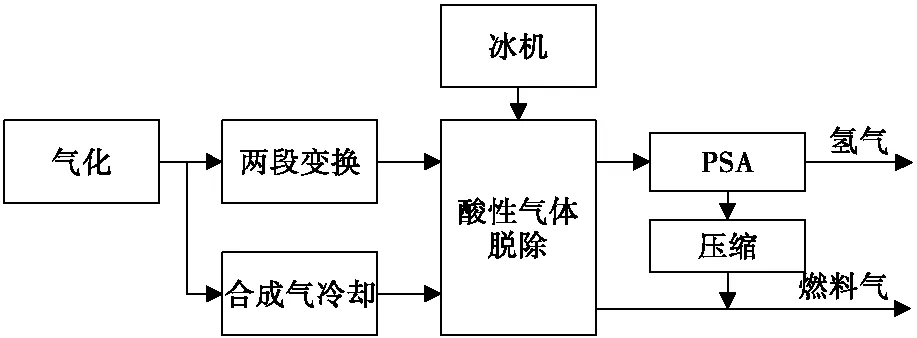
圖2 PSA方案工藝流程
酸性氣體脫除前流程與甲烷化流程一致,經過脫硫脫碳的變換氣進入PSA單元進行精制,制得合格的工業H2,非變換氣經過脫硫脫碳后和PSA單元的弛放氣一起送出界區作為燃料氣。
PSA技術是通過床層中吸附劑的物理吸附作用將粗氫氣中的雜質組分吸附,得到純度很高的產品H2,被吸附氣體解吸后經過壓縮送出界區作為燃料氣。PSA制氫中,H2純度受上游粗氫氣中氫氣濃度影響不大,可以允許較高的CO濃度,因此,一般配置兩段變換,對于水氣比低于1.0的原料氣,將得CO濃度控制在1.2%左右,可有效降低CO變換單元的超高壓蒸汽用量,提高裝置的經濟性。
3 產品氣對比
采用甲烷化方案氫氣精制時,無弛放氣排放,燃料氣為非變換部分的合成氣;而采用PSA方案氫氣精制時,有一部分弛放氣可以作為燃料氣,另外有非變換部分合成氣。兩種氫氣精制方案最終產品對比見表2、表3。
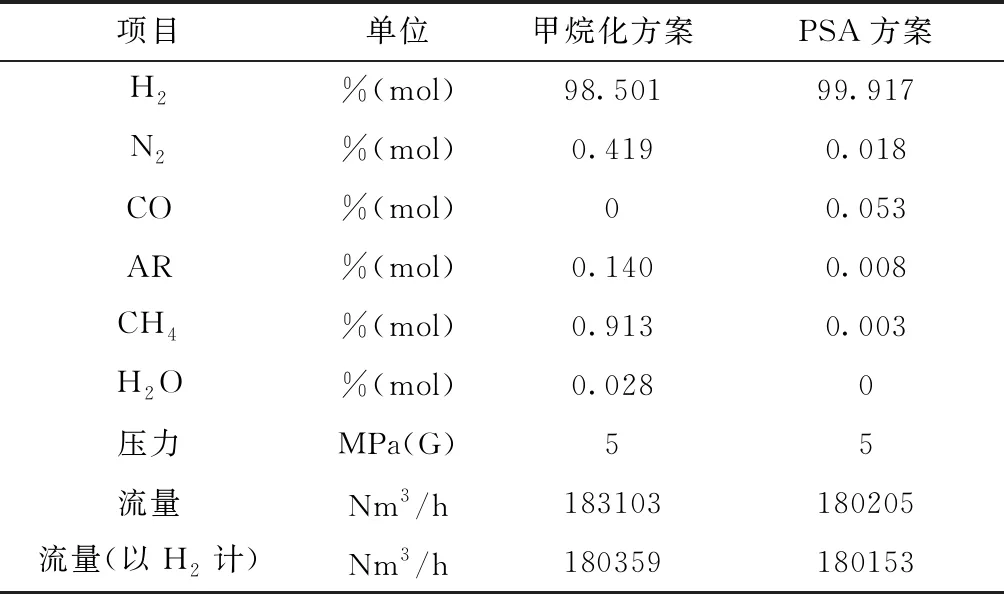
表2 POX裝置氫氣產品對比
從POX裝置產品情況看,甲烷化方案產品氫氣純度為98.5%左右,PSA方案產品氫氣純度為99.9%以上,二者生產的純氫氣量均達到18萬
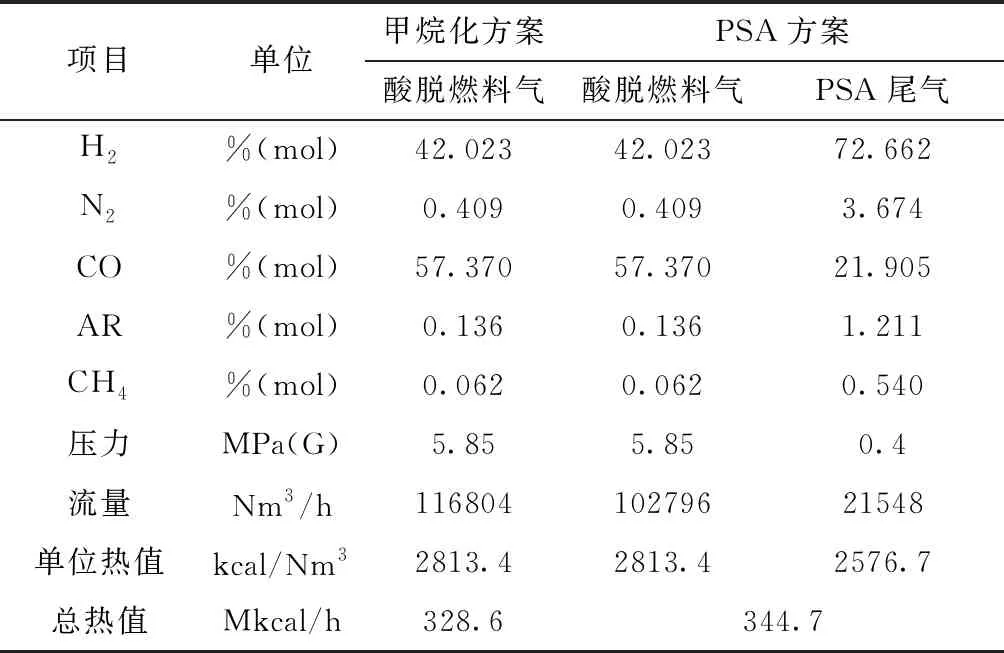
表3 POX裝置燃料氣對比
Nm3/h。
從副產的燃料氣來看,甲烷化流程中燃料氣有116804 Nm3/h,燃料氣總熱值為328.6 Mkcal/h(低熱值),PSA方案中副產兩股燃料氣,總量達到124344 Nm3/h,燃料氣總熱值為344.7 Mkcal/h(低熱值),PSA方案燃料氣熱值比甲烷化方案高5%左右。
4 POX裝置主要消耗及成本對比
甲烷化方案和PSA工藝方案的POX裝置總消耗對比見表4。

表4 總消耗對比
從表4可以看出,在催化劑反應初期,PSA方案和甲烷化方案消耗和產出的最大不同為蒸汽和電耗,其它基本相同。
甲烷化方案消耗中,有6.1 t/h的超高壓蒸汽消耗,主要是由于甲烷化原料氣對CO含量有要求,即為提高氫氣收率以及濃度同時防止反應超溫,一般要求CO含量不大于1 %(v),因此,合成氣的變換深度較PSA方案高,需要補充超高壓蒸汽。PSA方案中,產出的高壓蒸汽較甲烷化方案多,主要是由于氫氣收率較甲烷化低,因而變換部分的合成氣更多,產出的高壓蒸汽也更多。甲烷化方案中,工藝余熱較PSA多,是由于甲烷化變換深度高,變換產生的反應熱較PSA方案多。POX裝置甲烷化方案、PSA方案其他的消耗相差不大。
另外,POX裝置PSA方案用電量較甲烷化方案多1098 kw,循環水消耗量多94 t/h。主要是由于PSA弛放氣出來為微正壓,需要加壓至燃料氣管網壓力0.4 MPa(G)。
從POX的總消耗來看,PSA方案在超高壓蒸汽消耗和高壓蒸汽產出上有優勢,而甲烷化方案則產出了更多的低壓蒸汽和低位余熱。相比較而言,PSA方案更有優勢。
在上游原料固定,產生的有效氣量相同的情況下,兩種方案的成本差別主要表現在:固定資產折舊和公用工程消耗上。按照煉廠典型公用工程價格計算成本見表5。
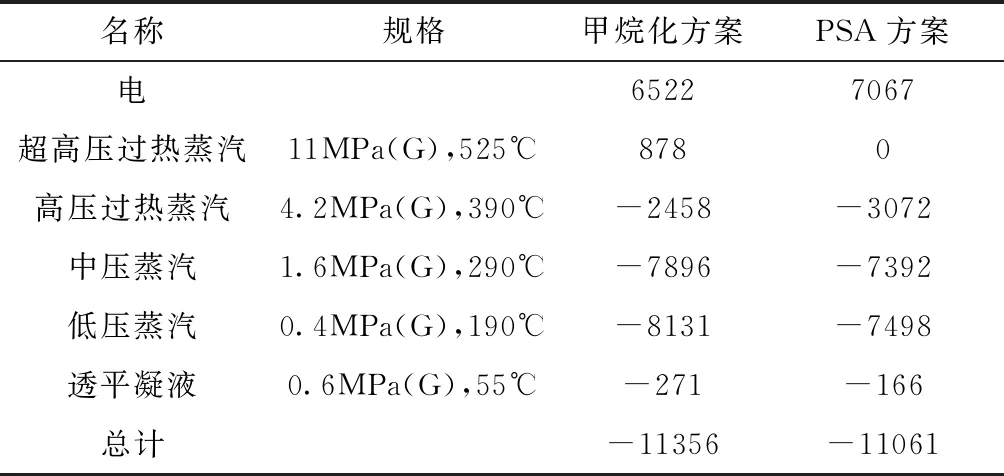
表5 公用工程物料成本 (萬元/年)
從表5可以看出,采用PSA方案公用工程消耗成本較甲烷化方案低約295萬元/年。按照估算,采用PSA方案比甲烷化方案投資高約6000萬左右,按照14年折舊,每年折合成本高約430萬元。綜合來看,估算兩種方案的成本差別僅有300萬左右,對于大型煉廠制氫裝置而言成本差別很小。但由于PSA方案中,生產的燃料氣量更大,經濟性更好。
5 占地
兩種方案中,氣化、變換、酸性氣體脫除、冰機單元的占地基本相同;甲烷化單元設備相對較少,可以與變換或酸性氣體脫除單元聯合布置,占地就較小;而PSA單元需要單獨布置,占地比甲烷化方案大1200m2左右。
6 運行業績情況
目前各煉廠采用PSA或甲烷化流程,都注重裝置的長周期運行情況,一般要求滿足4年一大修的周期。
PSA精制單元閥門數量大、動作次數多、閥門內漏、液壓油管路堵塞、閥門偏差、壓差產生振動等問題持續困擾單元操作的平穩[4],壓力越高,PSA裝置問題就越多;目前各專利商在5.0 MPa級壓力等級的業績要明顯少于3.0 MPa級及以下等級。筆者經過文獻查詢和現場調研發現,在實際應用過程中,多數工廠PSA單元日常維護工作主要為閥門的檢修,如盤根緊固、執行機構漏氣、電磁閥故障、液動漏油等[5],閥門內外漏的情況比較普遍,內漏影響氫氣收率,外漏存在CO中毒風險;高壓PSA的故障率更高,需要定期對閥門進行檢修和更換,維護工作量大,平均每月都要進行查漏,當PSA按單套設計時,由于程控閥無法保證4年的檢修周期,建議考慮和裝置檢修周期的適應性,增加在線隔離閥門(雙閥一隔斷),保證不因閥門故障而影響連續運行。
甲烷化裝置流程簡單,無經常操作的閥門,常規情況下無需檢修,操作維護工作量少,從目前實際運行情況看,可以滿足4年一大修的要求,但因為甲烷化單元內置催化劑,需要關注催化劑中毒、飛溫、起活溫度不夠等問題,在流程設置時需注意[6]。
7 結語
從上文的對比可以得出以下結論:
(1)從氫氣純度角度看,PSA方案氫氣純度可達到99.9%以上,而甲烷化方案一般可以保證在98%以上,二者生產的氫氣均可以滿足煉油裝置需求。
(2)從副產的燃料氣來看,PSA方案可以副產更多的燃料氣,經濟性更好。
(3)從POX裝置消耗看,PSA方案在超高壓消耗和高壓蒸汽產出上有優勢,能耗低;從生產成本上看,二者差別不大。
(4)從占地來看,PSA方案占地略大。
(5)從實際運行看,PSA裝置故障率高于甲烷化裝置,為滿足煉廠4年一大修要求,需要進行更可靠的設計。
綜上,兩種制氫方案各有優劣,PSA制氫技術相對更有優勢。
