橋殼焊接翻轉(zhuǎn)自定心夾具設(shè)計(jì)
2022-09-01 06:21:24劉艷萍林方軍劉均偉王震震
汽車工藝師 2022年8期
關(guān)鍵詞:結(jié)構(gòu)
劉艷萍,林方軍,劉均偉,王震震
1.煙臺科技學(xué)院智能工程學(xué)院 山東煙臺 265600
2.山東蓬翔汽車有限公司研發(fā)中心 山東煙臺 265600
驅(qū)動(dòng)橋?qū)儆谄噦鲃?dòng)系統(tǒng)的末端零件,其中橋殼是汽車主要的承載件和傳力件,是主減速、差速和半軸等的裝配基體[1]。驅(qū)動(dòng)輪傳來的力矩、制動(dòng)力和反作用力等[2],對橋殼質(zhì)量及一致性均提出較高的要求。同時(shí)為了降低制造成本,提高生產(chǎn)效率以及適應(yīng)自動(dòng)化生產(chǎn)線的布局,設(shè)計(jì)一款橋殼加工工序集約化、自動(dòng)定心及翻轉(zhuǎn)的夾具,適用于搬運(yùn)機(jī)器人自動(dòng)上下料和機(jī)器手自動(dòng)焊接。
橋殼加工夾具現(xiàn)狀
傳統(tǒng)的橋殼附件焊接,采用人工吊裝橋殼放置夾具上,夾具定位采用V形塊和定位銷孔插銷,手動(dòng)夾緊及氣動(dòng)夾緊配合。不同的焊接部分,采用多道工序多個(gè)夾具,重復(fù)裝夾、手動(dòng)夾緊,傳統(tǒng)的定位夾緊方式很難保證產(chǎn)品質(zhì)量的一致性,生產(chǎn)效率低,不同型號產(chǎn)品切換調(diào)整夾具時(shí)間較長,且工人勞動(dòng)強(qiáng)度大。現(xiàn)有夾具如圖1所示。
圖1 現(xiàn)有夾具
改進(jìn)的夾具方案設(shè)計(jì)
應(yīng)國內(nèi)某橋殼生產(chǎn)企業(yè)需求,為適應(yīng)驅(qū)動(dòng)橋殼柔性焊接生產(chǎn)線要求,設(shè)計(jì)橋殼附件焊接夾具,夾具方案結(jié)構(gòu)如圖2所示。搬運(yùn)機(jī)器人讀取橋殼信息并夾持,同時(shí)工控中心將橋殼信息發(fā)送給指定夾具,夾具根據(jù)產(chǎn)品型號進(jìn)行自適性調(diào)整。夾持橋殼放置在位置1處,利用彈簧緩沖支撐板接收橋殼;橋殼軸頭落至2處,利用V形塊實(shí)現(xiàn)前后對中;夾具1處根據(jù)橋殼內(nèi)止口實(shí)現(xiàn)自定心;夾具2處進(jìn)行氣動(dòng)夾緊。橋殼定位夾緊后,利用3處公轉(zhuǎn)翻轉(zhuǎn)機(jī)構(gòu)轉(zhuǎn)至二工位,橋殼在焊接機(jī)械手和自轉(zhuǎn)翻轉(zhuǎn)機(jī)構(gòu)的配合下,對附件進(jìn)行自動(dòng)變位焊接。二工位焊接的同時(shí),一工位進(jìn)行上下料,減少了上下料的時(shí)間,提高了生產(chǎn)效率。
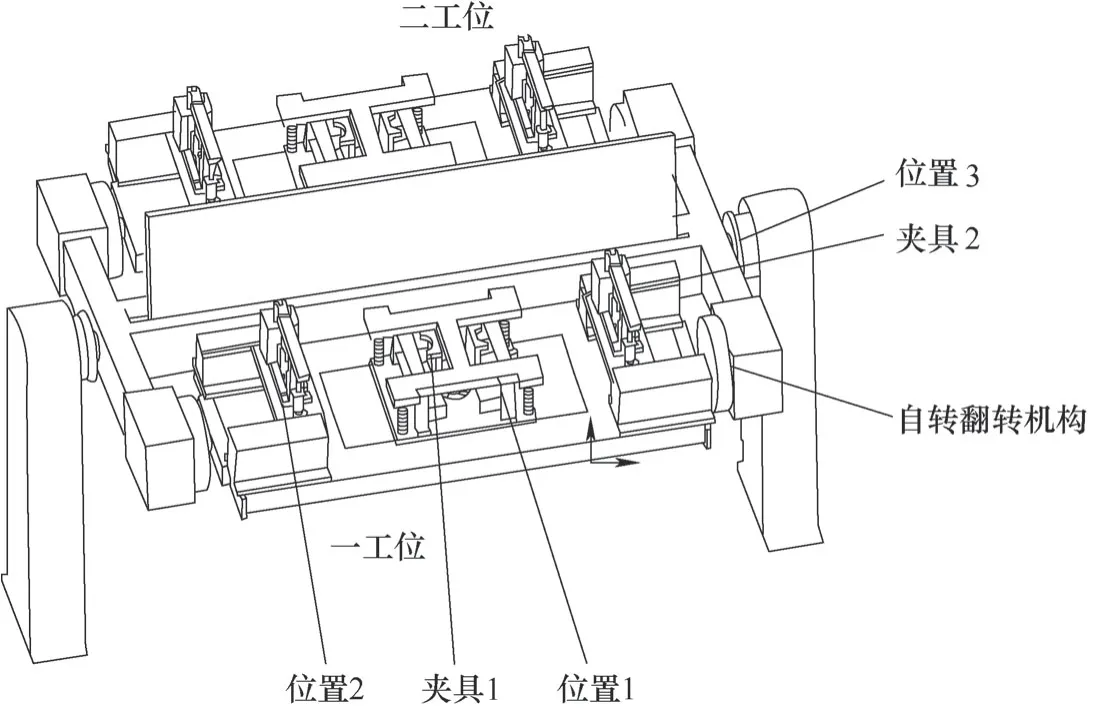
圖2 新設(shè)計(jì)的夾具方案結(jié)構(gòu)
翻轉(zhuǎn)自定心夾具結(jié)構(gòu)設(shè)計(jì)
1.緩沖支撐結(jié)構(gòu)
緩沖支撐結(jié)構(gòu)如圖3所示。翻轉(zhuǎn)支撐板上安裝4根導(dǎo)桿,導(dǎo)桿上套有受壓彈簧,導(dǎo)桿上端固定緩沖支撐板,搬運(yùn)機(jī)器人夾持橋殼首先放置在緩沖支撐板上,橋殼在自重的作用下,橋殼軸頭緩落至兩端的V形塊處,降低了對精加工軸頭的磕碰。
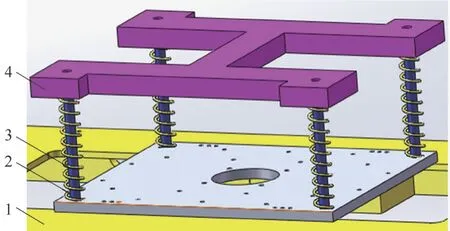
圖3 緩沖支撐結(jié)構(gòu)
2.Y、Z軸定位結(jié)構(gòu)
為保證橋殼附件焊接的正確位置,應(yīng)保證橋殼在焊接翻轉(zhuǎn)夾具上的精確定位。夾具兩端定位V形塊根據(jù)工控中心傳遞信息,適時(shí)調(diào)整軸向間距,適應(yīng)不同型號橋殼。在緩沖裝置的接送下,橋殼軸頭落至兩端V形塊處,限制了橋殼Y、Z軸的四個(gè)自由度。Y、Z軸定位部分坐標(biāo)系結(jié)構(gòu)如圖4所示。
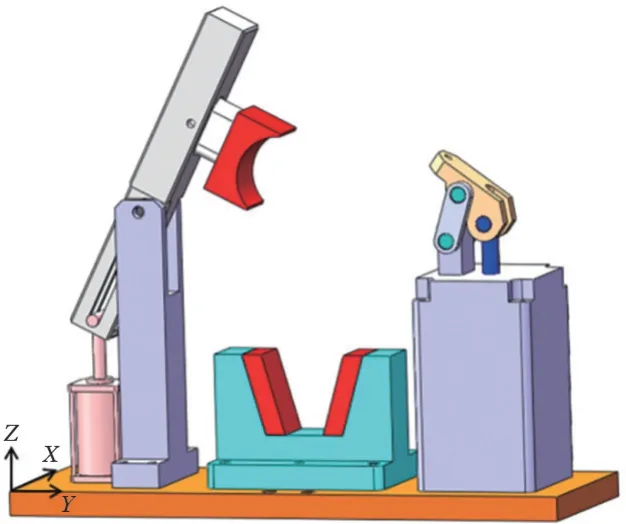
圖4 夾具Y、Z軸定位結(jié)構(gòu)
3.自定心結(jié)構(gòu)
夾具自定心部分結(jié)構(gòu)如圖5所示。橋殼軸頭落至兩端V形塊處,中控中心發(fā)出指令給前端PLC控制系統(tǒng),在PLC控制系統(tǒng)發(fā)出信號后,電動(dòng)機(jī)開始工作,撐漲夾具在運(yùn)行過程中電動(dòng)機(jī)的主軸與撐漲鉸鏈相連,進(jìn)而帶動(dòng)同步鉸鏈旋轉(zhuǎn),同步鉸鏈與滑塊連接,此時(shí)滑塊在同步鉸鏈的帶動(dòng)下,沿著直線導(dǎo)軌左右移動(dòng),實(shí)現(xiàn)撐漲卡爪對橋殼減速內(nèi)止口撐漲,限制橋殼X軸方向自由度。
4.夾緊結(jié)構(gòu)
橋殼在兩端V形塊和中間自定心裝置精確定位后,進(jìn)行夾緊,夾緊結(jié)構(gòu)部分如圖6所示。放置橋殼之前,杠桿氣缸回縮并拉動(dòng)壓板和上壓塊向外張開,橋殼Y、Z軸V形塊定位后,氣缸伸出,上壓塊接觸橋殼軸頭后,氣缸停止動(dòng)作,此為副夾緊。氣缸停止動(dòng)作后,杠桿氣缸開始伸出,帶動(dòng)杠桿壓塊壓緊壓板,此為主壓緊。通過主副壓緊,實(shí)現(xiàn)了對橋殼的夾緊固定,并限制了X軸的轉(zhuǎn)動(dòng)。
5.翻轉(zhuǎn)結(jié)構(gòu)
在橋殼附件焊接過程中,為實(shí)現(xiàn)一工位上下料、二工位焊接的同步過程,對夾具設(shè)置了公轉(zhuǎn)電動(dòng)機(jī)。搬運(yùn)機(jī)器人把橋殼放置一工位定位夾緊后,支架通過兩端軸和聯(lián)軸器與公轉(zhuǎn)電動(dòng)機(jī)連接,橋殼在公轉(zhuǎn)電動(dòng)機(jī)帶動(dòng)從一工位轉(zhuǎn)至二工位。橋殼在二工位通過支撐板兩端軸和聯(lián)軸器與自轉(zhuǎn)電動(dòng)機(jī)連接,自轉(zhuǎn)電動(dòng)機(jī)帶動(dòng)橋殼自轉(zhuǎn)配合焊接機(jī)器人,實(shí)現(xiàn)橋殼附件的多方位焊接。翻轉(zhuǎn)部分結(jié)構(gòu)如圖7所示。
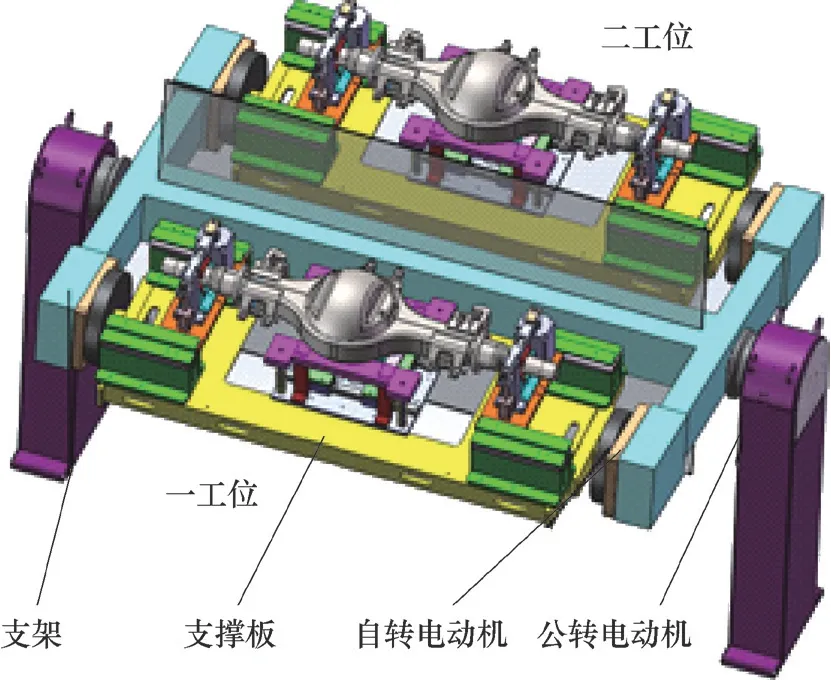
圖7 翻轉(zhuǎn)部分結(jié)構(gòu)
由于夾具公轉(zhuǎn)、自轉(zhuǎn)時(shí)轉(zhuǎn)速一般,轉(zhuǎn)矩較大,聯(lián)軸器選擇時(shí)要考慮到大距離的軸線偏移,所以該處選擇承受能力高、具備較大軸線偏移補(bǔ)償?shù)膭傂钥梢苿?dòng)聯(lián)軸器。
6.電動(dòng)機(jī)選擇
(1)公轉(zhuǎn)電動(dòng)機(jī)選擇 根據(jù)企業(yè)工作使用條件和生產(chǎn)節(jié)拍,電動(dòng)機(jī)轉(zhuǎn)數(shù)N初設(shè)為1500r/min。
負(fù)載力:電動(dòng)機(jī)承載橋殼、支架和支撐板的重量,負(fù)載力

轉(zhuǎn)矩:由于工作過程中不需要調(diào)速,起動(dòng)性能要求不高,但須有高起動(dòng)轉(zhuǎn)矩,所需轉(zhuǎn)矩

式中R——旋轉(zhuǎn)軸直徑,單位為mm;
K——安全系數(shù),K=3。
輸出功率:

電動(dòng)機(jī)選擇根據(jù)需求分析和所需轉(zhuǎn)速及功率,公轉(zhuǎn)電動(dòng)機(jī)選為三相異步電動(dòng)機(jī),型號為Y315L2-4。
(2)自轉(zhuǎn)電動(dòng)機(jī)選擇 根據(jù)生產(chǎn)節(jié)拍,電動(dòng)機(jī)轉(zhuǎn)數(shù)N初設(shè)為1000r/min。
負(fù)載力(電動(dòng)機(jī)承載橋殼及支撐板的重量):
根據(jù)轉(zhuǎn)速和功率,自轉(zhuǎn)電動(dòng)機(jī)選用三相異步電動(dòng)機(jī),型號Y280M-6。
夾具設(shè)計(jì)要點(diǎn)
1.上下料聯(lián)動(dòng)、柔性機(jī)制
焊接空位發(fā)出指令,搬運(yùn)機(jī)器人通過二維碼掃描,確認(rèn)橋殼型號,自動(dòng)調(diào)整夾具抓取工件,運(yùn)送到焊接空位。焊接空位通過搬運(yùn)機(jī)器人二維碼掃描裝置通信,焊接夾具及自定心夾具自適應(yīng)調(diào)整位置,適應(yīng)不同橋殼型號。
二工位橋殼焊接完畢,通過公轉(zhuǎn)電動(dòng)機(jī)翻轉(zhuǎn)至一工位。搬運(yùn)機(jī)器人收到焊接工位完畢的信號,將工件抓取到下料傳送帶。焊接空位再次發(fā)出信號,實(shí)現(xiàn)聯(lián)動(dòng)即柔性機(jī)制。
自定心翻轉(zhuǎn)夾具采用PLC控制,具有可靠性高、改變程序靈活等優(yōu)點(diǎn),無論是進(jìn)行時(shí)間控制還是行程控制或混合控制,都可通過設(shè)定PLC程序來實(shí)現(xiàn)。可以根據(jù)動(dòng)作順序修改程序,提升了產(chǎn)品質(zhì)量及一致性,降低了生產(chǎn)節(jié)拍。
2.緩沖裝置
上料過程中,防止對橋殼精加工部位造成破壞,采用彈簧支撐板結(jié)構(gòu)。
3.防撞及自定心裝置
搬運(yùn)機(jī)器人夾持工件到焊接空位時(shí),自定心夾具結(jié)構(gòu)根據(jù)總控臺指令調(diào)整撐漲卡爪位置,為防止與橋殼產(chǎn)生碰撞,在兩側(cè)撐漲卡爪上均設(shè)檢測開關(guān),防止橋殼偏置產(chǎn)生磕碰。自定心夾具結(jié)構(gòu)動(dòng)力部分采用氣壓傳動(dòng),動(dòng)作迅速,反應(yīng)靈敏,能實(shí)現(xiàn)過載保護(hù),便于自動(dòng)控制。
4.自動(dòng)變位焊接
焊接夾具采用雙工位,兩工位之間用隔光板隔開,可以實(shí)現(xiàn)兩工位同時(shí)工作,提高了生產(chǎn)效率。焊接工位支撐板和橋殼一起自轉(zhuǎn),配合懸掛焊接機(jī)器人實(shí)現(xiàn)自動(dòng)變位焊接,實(shí)現(xiàn)工序集約化。夾具三維整體效果如圖8所示。
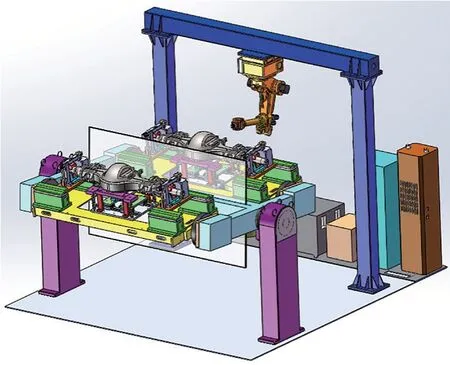
圖8 夾具三維整體效果
結(jié)語
針對國內(nèi)某企業(yè)橋殼焊接過程中多次裝夾、定位精度差及夾緊力不穩(wěn)定等問題,對夾具結(jié)構(gòu)進(jìn)行優(yōu)化設(shè)計(jì),通過工控中心發(fā)送命令,實(shí)現(xiàn)自動(dòng)上下料、自動(dòng)夾緊、自動(dòng)翻轉(zhuǎn)及自動(dòng)焊接,雙工位夾具設(shè)計(jì),提高了生產(chǎn)效率,確保了產(chǎn)品質(zhì)量的一致性,并適應(yīng)于自動(dòng)化柔性化的橋殼生產(chǎn)線。該夾具的設(shè)計(jì)思路,也為其他產(chǎn)品的加工提供了借鑒,具有一定的實(shí)際指導(dǎo)意義。
猜你喜歡
小獼猴智力畫刊(2023年4期)2023-04-23 08:49:58
哲學(xué)評論(2021年2期)2021-08-22 01:53:34
中華詩詞(2019年7期)2019-11-25 01:43:04
模具制造(2019年3期)2019-06-06 02:10:54
中學(xué)生數(shù)理化·高一版(2018年1期)2018-02-10 05:20:03
影視與戲劇評論(2016年0期)2016-11-23 05:26:01
七彩語文·寫字與書法(2016年7期)2016-07-28 21:40:22
七彩語文·寫字與書法(2016年6期)2016-07-15 19:36:34
人間(2015年21期)2015-03-11 15:23:21
現(xiàn)代企業(yè)(2015年9期)2015-02-28 18:56:50
