釹鐵硼產(chǎn)品研磨倒角工藝優(yōu)化
2022-08-26 01:37:38鄧志偉張友亮張守華
當(dāng)代化工研究 2022年15期
關(guān)鍵詞:產(chǎn)品
*鄧志偉 張友亮 張守華
(1.安泰科技股份有限公司 北京 100083 2.安泰愛科科技有限公司 山東 255022)
釹鐵硼稀土永磁材料是20世紀(jì)80年代發(fā)展起來的第三代[1]新功能材料,它具有能量轉(zhuǎn)換功能,是一種高效的能量轉(zhuǎn)換介質(zhì),在微波通訊、音像、儀器儀表、電機工程、計算機磁分離、磁療等領(lǐng)域得到廣泛應(yīng)用,成為新技術(shù)應(yīng)用的重要物質(zhì)基礎(chǔ)[1]。電鍍作為提高稀土永磁材料耐蝕性的一個有效解決途徑,已被廣泛應(yīng)用于釹鐵硼表面處理工藝[2]。釹鐵硼產(chǎn)品進行表面處理前,一般需進行研磨倒角處理,即在震動環(huán)境下,工件與磨料間產(chǎn)生相對位移、碰撞,在磨料與工件的相互接觸、摩擦過程中,磨料對工件表面做微切削加工,此切削的作用,可以使工件棱角鈍化成圓角、并降低工件的表面粗糙度[3-5]。
脆性大是燒結(jié)釹鐵硼產(chǎn)品的一大弊端,這給研磨倒角過程帶來了很多困難。因此,行業(yè)內(nèi)的研究者們對磨料的材質(zhì)、形狀和工藝配比等不斷的優(yōu)化更新。目前,釹鐵硼行業(yè)內(nèi)磨料用的較多的為碳化硅材質(zhì),因為它質(zhì)地軟,出角快,產(chǎn)品不易磕碰;磨料形狀及工藝配別各家有所不同。此種材質(zhì)磨料的不足之處是:磨耗量大、使用頻次低、出泥量大、成本高,廢磨料和倒角泥存放壓力大。本文擬從優(yōu)化倒角工藝管理,降低磨料的損耗等方面作簡要介紹。
釹鐵硼毛坯經(jīng)加工后邊緣表面有棱角、毛刺、小崩邊、表面印跡,甚至棱邊有小的裂縫或其他缺陷,邊緣的表面也比較粗糙。為了增加釹鐵硼邊緣表面的機械強度,減少顆粒污染需將其邊緣表面磨削成圓形或接近圓形,同時也可以避免和減少后面的工序在加工、運輸、檢驗和充磁等工序時產(chǎn)生崩邊。倒角后的釹鐵硼半成品由于有了一個比較圓滑的邊緣,不易再產(chǎn)生崩邊,使后面工序加工的合格率大幅度提高。在釹鐵硼產(chǎn)品表面處理工藝中,如果半成品不被倒角,其鋒利的邊緣將會被磕裂,嚴(yán)重影響釹鐵硼永磁體的使用壽命;再者,半成品在電鍍過程中,“狗骨效應(yīng)”明顯,鍍層會出現(xiàn)明顯脫落現(xiàn)象,防腐性能非常差;最后,若半成品不進行尖角處理,后序過程產(chǎn)生的磕邊會降低產(chǎn)品的磁性能,而使產(chǎn)品報廢或返工,進而造成巨大的經(jīng)濟損失。由此,為有效保證鍍層與基體良好結(jié)合力、優(yōu)越的磁性能、優(yōu)良的抗腐蝕能力以及較高的一次合格率,半成品必須進行倒角處理。
1.實驗方法
(1)現(xiàn)有研磨倒角工藝流程
選擇磨料材質(zhì)(SiC)/形狀斜圓柱/規(guī)格(22mm×22mm)→計算磨料與產(chǎn)品配比(3/1~4/1)→稱取磨料重量(估算)→設(shè)定倒角頻率→產(chǎn)品入倒角機→過程巡檢→測試產(chǎn)品角度→篩分磨料和產(chǎn)品→產(chǎn)品烘干→產(chǎn)品等級入庫。
(2)現(xiàn)有工藝缺陷
現(xiàn)有研磨倒角工藝的缺陷主要有以下幾個方面:
①磨料的材質(zhì)選擇質(zhì)地較軟的碳化硅(SiC),磨料損耗大,存在較大浪費;②磨料與產(chǎn)品配比設(shè)計為3/1~4/1,配比偏大,磨料磨損較嚴(yán)重,生產(chǎn)效率低;③磨料規(guī)格為斜圓柱22mm×22mm,耐磨程度較低;④磨料的形狀為斜圓柱,對產(chǎn)品磨削的阻力較小,生產(chǎn)效率偏低。
(3)研磨倒角優(yōu)化工藝流程
選擇磨料材質(zhì)棕剛玉(Al2O3)/形狀斜三角/規(guī)格(30mm×30mm)→計算磨料與產(chǎn)品配比(1/4~1/1)→稱取磨料重量(精確)→設(shè)定倒角頻率→產(chǎn)品入倒角機→過程巡檢→測試產(chǎn)品角度→篩分磨料和產(chǎn)品→產(chǎn)品烘干→產(chǎn)品等級入庫。
(4)倒角優(yōu)化工藝
研磨倒角優(yōu)化工藝是指使工藝更加合理、適用、趨于科學(xué),其目的在于保證產(chǎn)品質(zhì)量的穩(wěn)定性,減少不合格品的發(fā)生,降低生產(chǎn)成本的投入(主要減少磨料的損耗)。以單一規(guī)格(13mm×10mm×4.1mm)批量產(chǎn)品研磨倒角為例,具體考察內(nèi)容見下文介紹。
2.結(jié)果與討論
(1)采用棕剛玉(Al2O3)材質(zhì)代替碳化硅(SiC)材質(zhì)
棕剛玉磨料以高熔點、高硬度、高耐磨性等優(yōu)點被廣泛用來制造各種磨具[6-7]。其單價較碳化硅材質(zhì)的低約30%,可與同規(guī)格碳化硅磨料比較,其耐磨效果更好[8]。在保證生產(chǎn)效率和產(chǎn)品質(zhì)量的前提下,不同材質(zhì)、同一規(guī)格和形狀,同一磨料與產(chǎn)品配比,同一水平下進行7個周期(每周期研磨時間為達到標(biāo)準(zhǔn)角度為準(zhǔn))的研磨實驗,結(jié)果見圖1。

圖1 不同材質(zhì)磨料磨耗量趨勢圖
由圖1可知,兩種材質(zhì)的磨料各經(jīng)過7個周期的振動研磨操作,棕剛玉材質(zhì)的磨料磨損率為26.67%,碳化硅材質(zhì)的磨料磨損率為46.67%,棕剛玉材質(zhì)的磨料耐磨性明顯好于碳化硅材質(zhì)的磨料。
(2)磨料與產(chǎn)品配比由3/1優(yōu)化為1/3
倒角機運行過程中,磨料裝載量越多,產(chǎn)品與磨料混合滾動的阻力就越大,二者均勻混合的周期也就越長,最終導(dǎo)致產(chǎn)品圓角速度延緩,產(chǎn)品表面尺寸磨損。降低磨料與產(chǎn)品的配比,讓磨料把產(chǎn)品更均勻、更快速地分散開,從而更有利于縮短磨料與產(chǎn)品的混合周期,進而增大了磨料與產(chǎn)品接觸的機會。在保證生產(chǎn)效率和產(chǎn)品質(zhì)量的前提下,同一材質(zhì)、同一規(guī)格和形狀,不同磨料與產(chǎn)品配比,同一水平下進行7個周期(每周期研磨時間為達到標(biāo)準(zhǔn)角度為準(zhǔn))的研磨實驗,結(jié)果見圖2。

圖2 不同配比磨料磨耗量趨勢圖
由圖2可知,不同磨料與產(chǎn)品配比的兩種工藝各經(jīng)過7個周期的振動研磨操作,磨料與產(chǎn)品配比為3/1時,磨料的磨損率為40%,磨料與產(chǎn)品配比為1/3時,磨料的磨損率為35%,同時后者產(chǎn)品的產(chǎn)出效率為前者的3倍,磨料配比對產(chǎn)品的生產(chǎn)效率有明顯的影響。
(3)采用磨料規(guī)格30mm×30mm代替規(guī)格22mm×22mm
采用相同材質(zhì)、較大規(guī)格的磨料,可適用研磨更多規(guī)格的產(chǎn)品,磨料的規(guī)格和形狀會保持的更加長久,對產(chǎn)品的分離效果和磨消程度越強,產(chǎn)品越易圓角。在保證生產(chǎn)效率和產(chǎn)品質(zhì)量的前提下,同一材質(zhì)和形狀、同一磨料與產(chǎn)品配比、不同規(guī)格的磨料,同一水平下進行7個周期(每周期研磨時間為達到標(biāo)準(zhǔn)角度為準(zhǔn))的研磨實驗,結(jié)果見圖3。
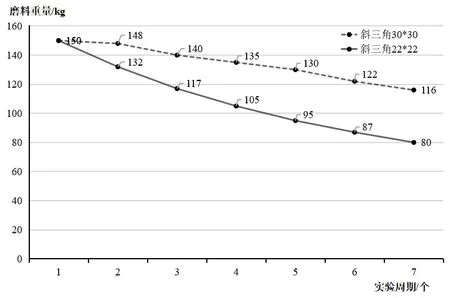
圖3 不同規(guī)格磨料磨耗量趨勢圖
由圖3可知,不同規(guī)格的兩種磨料各經(jīng)過7個周期的振動研磨操作,規(guī)格為正三角30mm×30mm磨料的磨損率為22.67%,規(guī)格為正三角22mm×22mm磨料的磨損率為46.67%,較大規(guī)格的(30mm×30mm)磨料耐磨性明顯好于小規(guī)格(22mm×22mm)的磨料。
(4)采用斜三角磨料代替斜圓柱
據(jù)資料記載[4],磨料的棱角越多,越尖銳,加工后工件的表面粗糙度值越大,對金屬的去除率就越大,即研磨過程中產(chǎn)品的棱邊越易出角,單個振動研磨周期會縮短,其表面尺寸均勻性也越好。對比磨料形狀為斜三角的棱邊為8條,斜圓柱磨料的棱邊為2條,顯然形狀為斜三角的棱邊遠(yuǎn)多于斜圓柱。在保證生產(chǎn)效率和產(chǎn)品質(zhì)量的前提下,同一材質(zhì)和規(guī)格、同一磨料與產(chǎn)品配比、不同形狀的磨料,同一水平下進行7個周期(每周期研磨時間為達到標(biāo)準(zhǔn)角度為準(zhǔn))的研磨實驗,結(jié)果見圖4。

圖4 不同形狀磨料磨耗量趨勢圖
由圖4可知,不同形狀的兩種磨料各經(jīng)過7個周期的振動研磨操作,形狀為斜三角磨料的磨損率為26.7%,形狀為斜圓柱磨料的磨損率為32%,由于斜三角磨料間本身受阻較大,磨損也較大,只是稍好于斜圓柱磨料。
(5)磨料形狀對產(chǎn)品表面尺寸的影響分析
由2.4的實驗內(nèi)容可以看出,多條棱邊的三角磨料對產(chǎn)品的棱邊研磨的機率較大,對產(chǎn)品表面研磨的機率較小;而較少棱邊的斜圓柱磨料對產(chǎn)品的棱邊研磨的機率較小,對產(chǎn)品表面研磨的機率反而較大。同一材質(zhì)和規(guī)格、同一磨料與產(chǎn)品配比、不同形狀的磨料,同一水平下進行研磨實驗(研磨時間為達到標(biāo)準(zhǔn)角度為準(zhǔn)),結(jié)果見圖5。
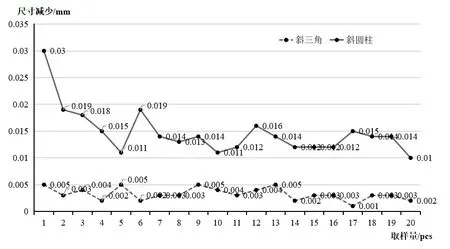
圖5 不同形狀的磨料對產(chǎn)品尺寸影響的趨勢圖
由圖5可知,使用不同形狀的磨料,同一水平條件下,達到同一角度水平,產(chǎn)品表面的磨損量有所不同。當(dāng)使用斜三角磨料振動倒角時,產(chǎn)品尺寸減少在0.01mm以內(nèi),且產(chǎn)品平面度在理想范圍內(nèi);當(dāng)使用斜圓柱磨料振動倒角時,產(chǎn)品尺寸減少在0.01~0.02mm之間波動,產(chǎn)品表面的平面度較差,波動大于0.015mm。
(6)磨料材質(zhì)對產(chǎn)品表面狀態(tài)的影響分析
近年來,隨著超精密磨削加工技術(shù)的快速發(fā)展,脆性材料的加工效率和加工精度得到提高,在脆性材料鏡面加工方面超精密磨削表現(xiàn)出手工研磨難以比擬的加工效率和面形精度[9~10]。由2.1的實驗內(nèi)容可以看出,同一水平條件下,棕剛玉材質(zhì)磨料較碳化硅材質(zhì)磨料磨耗量低,磨料的磨耗量越大,產(chǎn)生的磨料粉末越多,對產(chǎn)品表面的拋光效果有一定程度的負(fù)面影響。同一規(guī)格和形狀、同一磨料與產(chǎn)品配比、不同材質(zhì)的磨料,同一水平下進行研磨實驗(研磨時間為達到標(biāo)準(zhǔn)角度為準(zhǔn)),結(jié)果見圖6。

圖6 不同材質(zhì)的磨料對產(chǎn)品表面粗糙度影響的趨勢圖
由圖6可知,使用不同材質(zhì)磨料,同一水平條件下,達到同一角度水平,產(chǎn)品表面的粗糙度有所不同。當(dāng)使用棕剛玉材質(zhì)的磨料時,產(chǎn)品表面的粗糙度Ra在0.4mm以內(nèi),當(dāng)使用碳化硅材質(zhì)的磨料時,產(chǎn)品表面的粗糙度Ra在0.44~0.55之間波動。棕剛玉材質(zhì)的磨料對產(chǎn)品表面的拋光效果效果明顯好于碳化硅磨料。
3.結(jié)論
本文通過倒角工藝的研究,進行了磨料材質(zhì)、磨料規(guī)格、磨料與產(chǎn)品的配比以及磨料形狀的實驗,并進行了棕剛玉與碳化硅兩種磨料同一水平下的對比驗證,得出以下結(jié)論:改善磨料的材質(zhì)、規(guī)格及形狀,對降低磨料的損耗和成本,提高工作效率是行之有效的。同一水平條件下,棕剛玉磨料的耐磨性能明顯好于碳化硅磨料,碳化硅磨料的損耗率約是棕剛玉磨料的1.5~2.0倍。通過優(yōu)化磨料與產(chǎn)品的配比,讓磨料與產(chǎn)品更均勻地進行混合,縮短了磨料與產(chǎn)品的混合周期,在相同磨料使用量的基礎(chǔ)上,生產(chǎn)效率提高約2~3倍。使用斜三角磨料,縮短了倒角周期,降低了磨料與產(chǎn)品表面磨消的頻次,保證了產(chǎn)品表面平面度的質(zhì)量。同一水平條件下,棕剛玉材質(zhì)磨料的拋光效果好于碳化硅磨料。
猜你喜歡
現(xiàn)代裝飾(2022年4期)2022-08-31 01:39:32
現(xiàn)代裝飾(2022年3期)2022-07-05 05:55:06
物流技術(shù)與應(yīng)用(2022年5期)2022-06-17 06:01:38
快樂語文(2021年36期)2022-01-18 05:48:46
金橋(2021年4期)2021-05-21 08:19:22
中國化妝品(2018年6期)2018-07-09 03:12:40
中國化妝品(2018年6期)2018-07-09 03:12:32
Coco薇(2015年1期)2015-08-13 02:23:50
汽車維修與保養(yǎng)(2015年6期)2015-04-17 03:31:50
玩具(2009年10期)2009-11-04 02:33:14