降低鋼包全流程鋼水溫度損失的措施與實踐
2022-08-26 10:02:36溫巨文武曉陽路博勛單慶林張仕駿趙曉虎
天津冶金 2022年4期
關鍵詞:生產
溫巨文,武曉陽,路博勛,單慶林,張仕駿,趙曉虎,祖 剛,鄺 霜
(河鋼集團唐山鋼鐵集團有限責任公司,河北唐山 063600)
0 引言
隨著國內鋼鐵產能的不斷增加,在同質化鋼鐵企業競爭中,控制好生產效率與產品質量的同時,降低生產成本無疑是提高企業競爭力的重要手段。煉鋼流程中,鋼水溫度成為貫穿轉爐、精煉、連鑄三個工序的關鍵參數,因此,自轉爐出鋼至連鑄澆鋼全流程中,控制鋼包全流程的鋼水溫度損失,已成為降低煉鋼生產成本的一項有效工藝措施[1]。紅包出鋼是減少鋼包全流程鋼水溫度損失的重要措施[2],唐山鋼鐵集團有限責任公司某煉鋼廠鋼包烘烤器全面優化革新后,鋼包烘烤溫度已達到較好水平,但鋼包全流程的鋼水溫度在各工序之間控制得仍然不穩定。由于鋼包在運鋼過程中,鋼水溫度損失較大,需要提高出鋼溫度來彌補鋼水溫度損失。提高出鋼溫度,則會影響鋼水的潔凈度、降低鑄坯質量合格率;若不提高出鋼溫度,則會增加連鑄澆鋼中斷的風險[3,4]。
為降低鋼包全流程的鋼水溫度損失,該煉鋼廠從提高鋼包保溫性能與優化鋼包轉運等待時間兩個方面進行了研究,提出了優化改進措施,并對措施實施后鋼包全流程降低鋼水溫度損失的效果進行了總結。
1 現狀調查與分析
目前,該煉鋼廠使用的鋼包標稱容量為100t,其內襯砌筑結構由鋼水側至包殼側,分別為工作層、永久層和保溫層。其中包壁工作層厚度為200mm、包底工作層厚度為300~350mm,均使用剛玉預制塊;渣線區域工作層厚度為200mm,使用鎂碳質磚。永久層厚度為105mm,使用高鋁質澆注料。保溫層厚度為15mm,使用納米反射保溫絕熱板。煉鋼生產中鋼包全流程加蓋保溫。鋼包工作層平均使用壽命160爐次,永久層與保溫層使用8~10個包役。
盛有鋼水的鋼包熱量損失主要集中在三個方面,即鋼水渣面的熱輻射、鋼包殼熱輻射和鋼包耐材蓄熱。圖1為鋼包熱量損失模型,由圖1可以看出,其中鋼水渣面熱量損失約占總損失的30%、鋼包壁約占30%、包底約占40%。
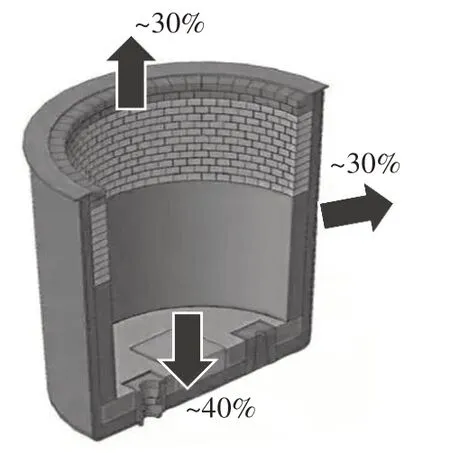
圖1 鋼包熱量損失模型
1.1 納米反射保溫絕熱板性能與應用
1.1.1 納米反射保溫絕熱板理化性能
鋼包采用高效保溫層:一方面是可以降低熱量向鋼殼的熱傳導效率,降低包殼溫度,從而減少鋼包殼對外熱輻射產生的熱量損失;另一方面可以增加鋼包耐材的蓄熱,減少鋼包耐材升溫造成的鋼水熱量損失,降低溫度波動對耐火材料的熱震影響,延長耐火材料的使用壽命。
目前在煉鋼生產中,該煉鋼廠轉爐、鋼包、中間包等高溫盛鋼容器砌筑保溫層使用的均是納米反射保溫絕熱板,貨源為耐材承包方自行采購。保溫板耐壓強度(壓縮10%)約為0.3MPa,導熱系數約為0.047W/(m·K),在高溫狀態下會變性粉化。在壽命中后期,保溫板會被鋼水靜壓力壓縮變薄,導熱系數增大,保溫板使用前后形貌如圖2所示。轉爐、鋼包、中間包保溫板理化性能如表1所示,RH真空槽保溫板理化性能如表2所示。

表1 轉爐、鋼包、中間包保溫絕熱板理化指標

表2 RH真空槽保溫絕熱板理化指標
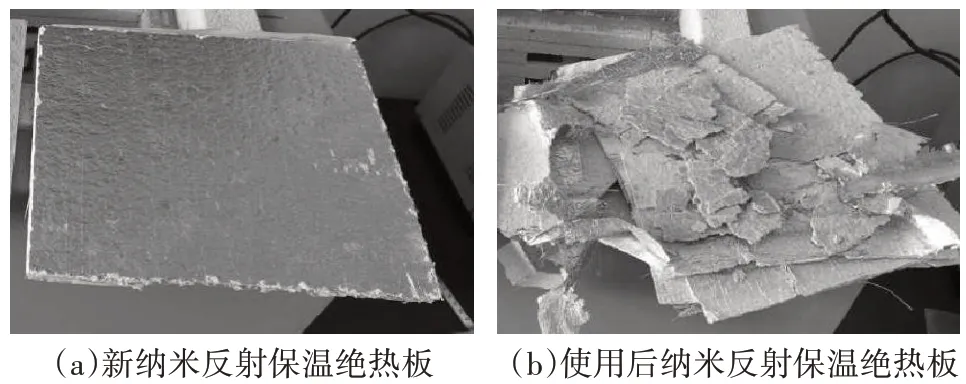
圖2 使用前后的納米反射保溫絕熱板實物
由于納米反射保溫絕熱板耐壓強度較低,目前主要應用于鋼包、中間包、轉爐等高溫容器的側壁,無法應用于容器底部,這就導致容器底部的保溫效果較差。另外該鋼廠采用保溫板單層貼合包壁,接縫處無保溫效果。
1.1.2 現場容器殼體溫度測量
在使用原保溫材料的前提下,現場采用手持測溫槍,分別對鋼包、轉爐、RH真空槽和中間包的外殼溫度進行測量。
對各個時期鋼包與連續生產的轉爐外殼溫度進行測溫統計,統計結果如表3所示。由表3可以看出:全修鋼包(新永久層)和中、小修包烘烤上線使用一次后包殼溫度在180~230℃之間;連續生產中,鋼包外殼溫度約為300℃~340℃之間,與連續生產的轉爐爐殼溫度接近,可見鋼包散熱量較大。

表3 各個時期鋼包與連續生產的轉爐外殼溫度 ℃
對RH下部槽北、南兩側外殼溫度進行測溫統計,RH真空下部槽外殼溫度分布如圖3所示。由圖3可以看出,RH真空下部槽的外殼溫度維持在210~250℃之間。
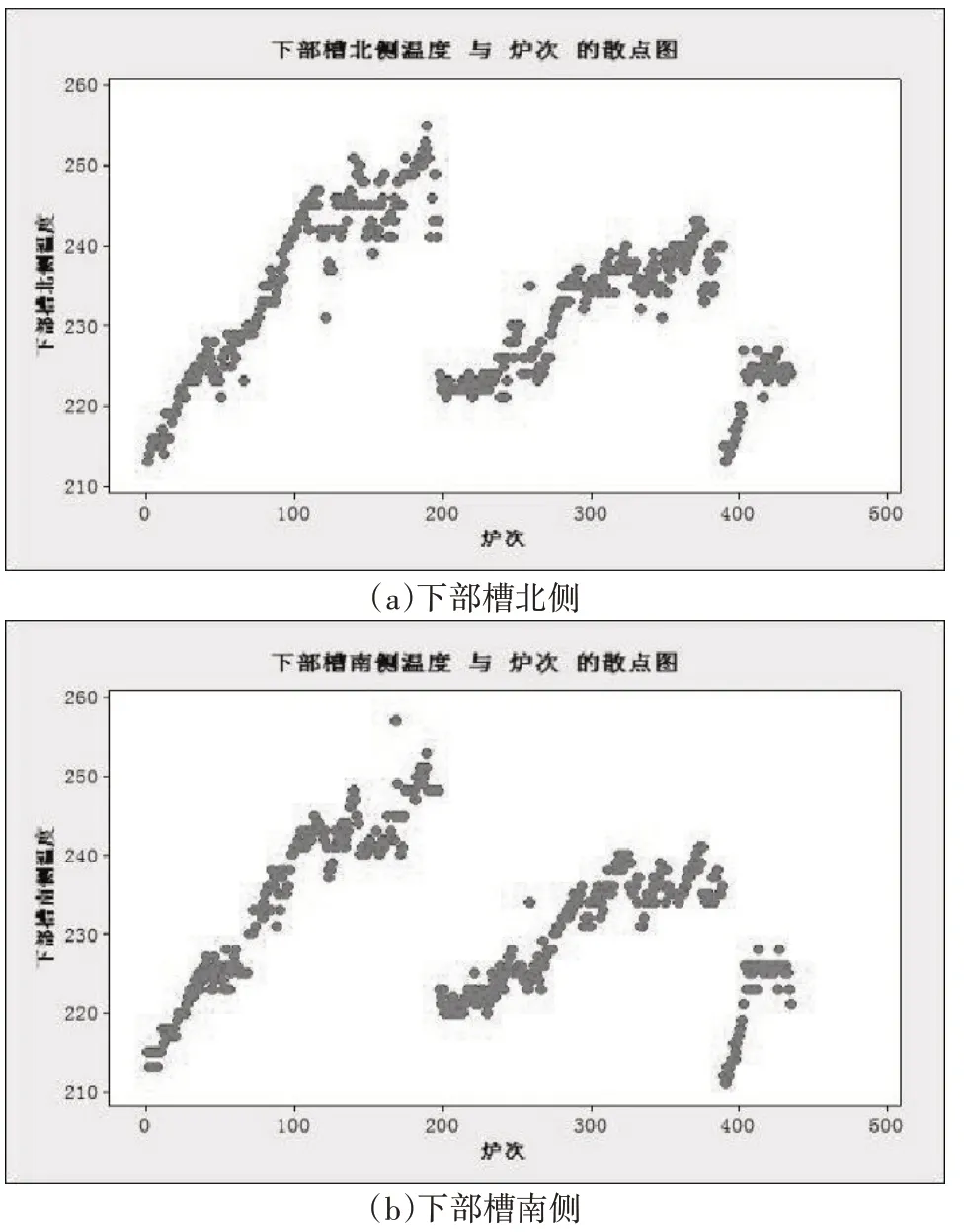
圖3 RH真空下部槽外殼溫度分布
對中間包4個位置,即塞棒區的東側、西側、正面的中間位置和沖擊區的包底位置進行溫度測量,頻次為每爐測量1次,測量溫度變化趨勢如圖4所示。由圖4可以看出,在中間包澆注15h后,包殼溫度已經趨近300℃,并且隨時間的延長,溫度仍呈上升趨勢。
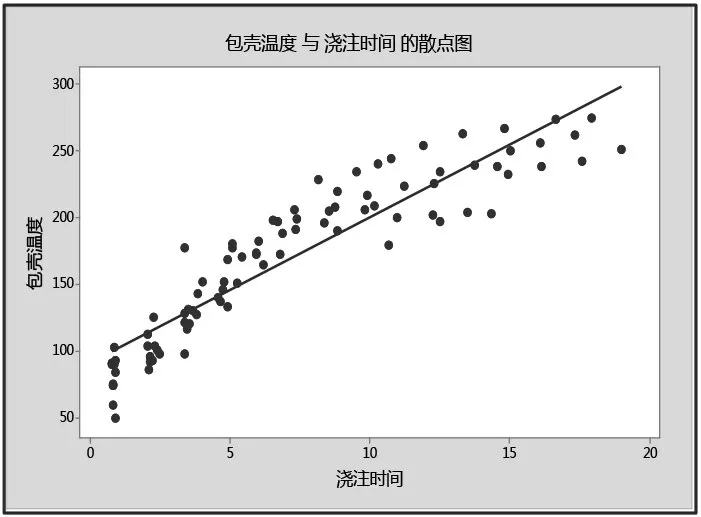
圖4 中間包測量溫度變化趨勢
綜上所述,目前應用在鋼包上的納米反射保溫絕熱板的保溫效果不佳,不利于降低鋼包全流程鋼水的溫度損失。根據轉爐、RH和中間包的保溫情況也可以得出相同的結論。
1.2 生產節奏與鋼水溫度損失
連鑄恒拉速率能夠體現煉鋼生產節奏的穩定性,統計連鑄恒拉速率與鋼包全流程鋼水溫度損失的關系時發現,恒拉速率達到93.95%以上時,鋼包全流程鋼水溫降最小,因此,設定連鑄恒拉速率目標為94%。圖5為1~5月份2臺鑄機平均恒拉速率與鋼水溫度損失變化的關系。
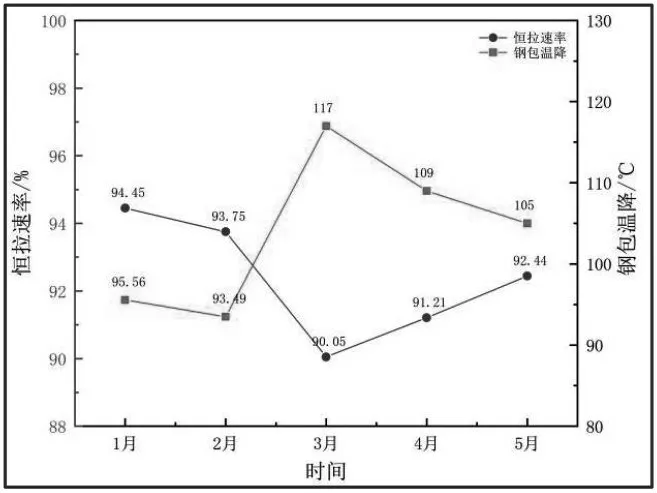
圖5 2臺鑄機平均恒拉速率與鋼水溫度損失變化的關系
由圖5可以看出,1~5月中只有1月生產節奏較好,此時鋼包全流程的鋼水溫度損失為95.56℃,其余4個月恒拉速率未完成預定目標且波動較大。
綜上所述,鋼包全流程鋼水溫度損失的主要原因有兩方面。一方面,鋼包本身保溫材料性能差,納米反射保溫絕熱板應用在鋼包、轉爐、RH真空槽和中間包等熔融金屬容器上,使用過程中外殼溫度逐漸升高、保溫效果不佳、散熱量大。另一方面,工序間生產節奏不穩定,鋼包全流程中耽誤時間較多,導致鋼液溫度損失較大。為此,需要試驗新型保溫絕熱版,同時找出影響生產節奏的因素,并制定相應措施。
2 改進措施與實踐
2.1 試驗高強絕熱板
采用高強絕熱板替代原納米反射保溫絕熱板。選取一個試驗鋼包,將保溫板更換為硅酸鹽纖維高強絕熱板,砌筑時包底、包壁與渣線區域均使用絕熱板,其余耐材保持不變。試驗鋼包按照使用包役分為前、中、后三個時期,分別統計三個時期試驗鋼包與同期間多個在線周轉鋼包全流程鋼水溫降速率,統計對比結果如表4所示。由表4可以看出,使用硅酸鹽纖維高強絕熱板的試驗鋼包,比現用絕熱板的鋼包全流程鋼水溫降速率減少約0.12℃/min,效果比較好。同時過精煉工序,前者比后者平均可以降低電耗1.2kWh/t。

表4 試驗鋼包全流程鋼水溫降速率對比 ℃·min-1
2.2 優化生產節奏
優化生產節奏,縮短鋼包的周轉時間,一方面可以降低熱量損失,另一方面也可以提高生產效率。溫度與時間是一對組合變量,互相制約,相互依存,因此需要合理優化工序間的銜接。
(1)實現鋼包在線快速更換透氣磚,同時試驗使用高壽命板片式透氣磚,減少鋼包下線小修的次數。
(2)完善鋼包摘、加蓋操作規程,加強鋼包加蓋系統點檢與維護頻率,保證鋼包擁有較高的加蓋率。
(3)按照短路徑、不交叉的原則,避免出現等天車和擋天車的情況。
(4)各工序之間,班組交班前將下一班次計劃提交調度室,調度室根據生產計劃與班組計劃提前規劃生產節奏。
(5)增加技術區工檢查崗位標準化的頻次,如添加鋼包覆蓋劑、碳化稻殼作業,以及交接班信息傳遞等。
3 改進措施實施結果
按照以上的措施進行推廣實施,統計該鋼廠6~12月鋼包全流程鋼水溫降情況,并與前一年同期進行比較,比較結果如圖6所示。由圖6可以看出,試驗后,鋼包全流程鋼水平均溫降約為94.6℃,同比降低約1.9℃。
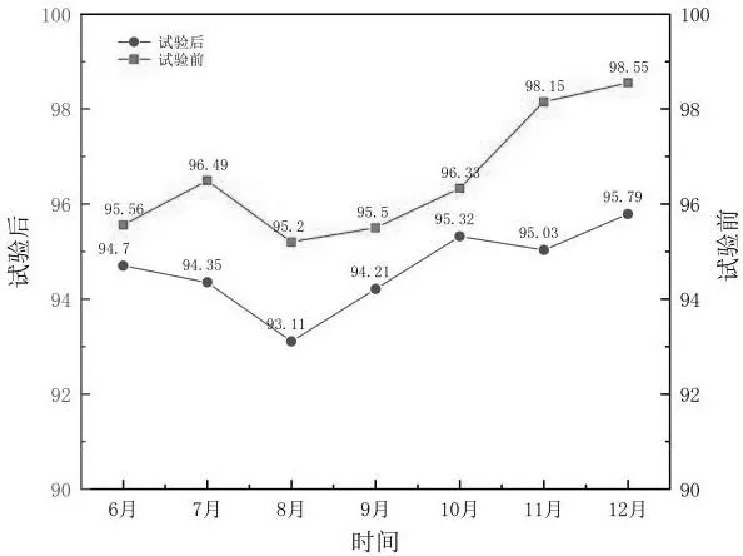
圖6 試驗前后鋼包全流程鋼水溫度損失同比結果
4 結語
本文分析了鋼包保溫材料以及煉鋼生產節奏對鋼包全流程鋼水溫度損失的影響,在此基礎上提出了優化改進措施,通過改進措施的實施,鋼包全流程鋼水溫度損失顯著降低,取得了較好的經濟效益。
(1)在新修鋼包上采用硅酸鹽纖維高強保溫板,保溫效果良好,與試驗前相比鋼包全流程鋼水溫降速率降低了約0.12℃/min。
(2)通過對鋼包周轉過程中影響鋼包周轉效率因素的分析,改善了鋼包全流程各工序的銜接、規范了各項鋼包保溫標準化操作規程、強化了設備維護頻次和檢查管理,降低了鋼包運鋼過程中的鋼水溫度損失。
(3)鋼包使用新型保溫絕熱板和生產節奏優化后,7個月試驗數據表明,鋼包全流程鋼水平均溫降比去年同期降低約1.9℃。
猜你喜歡
江蘇安全生產(2022年9期)2022-11-02 07:01:24
中國化肥信息(2022年7期)2022-08-31 01:28:54
山東冶金(2022年2期)2022-08-08 01:50:42
小學科學(學生版)(2020年10期)2020-10-28 07:52:12
中國化肥信息(2020年7期)2020-03-19 01:54:02
中國軍轉民(2017年6期)2018-01-31 02:22:28
消費導刊(2017年24期)2018-01-31 01:29:23
中國制筆(2017年2期)2017-07-18 10:53:09
現代企業(2015年4期)2015-02-28 18:48:06
汽車零部件(2014年11期)2014-09-18 11:57:16
