整機找補工藝優化
2022-08-26 12:50:48薛建剛吳永利陳明剛徐工消防安全裝備有限公司江蘇徐州221004
上海涂料
2022年4期
汪 丹,薛建剛,吳永利,陳明剛 (徐工消防安全裝備有限公司,江蘇徐州 221004)
0 引言
隨著高空作業平臺整機產量提升及面漆質量穩定性要求的提高,產品車在整機涂裝過程中開始推行找補工藝,但找補過程中出現光圈重復出現、找補區域局部泛油、流掛等漆膜質量問題,嚴重影響產品車入庫效率和外觀質量,因此對整機找補工藝進行調整優化迫在眉睫,同時要兼顧可操作性、經濟性、美觀性與時效性原則,以最低的成本實現最好的找補效果,確保產品車外觀質量[1-5]。
1 整機外觀質量標準
高空作業平臺整機各外觀面驗收標準見表1。

表1 整機驗收標準Table 1 Acceptance standard of the whole machine

續表1
2 整機找補工藝現狀與優化方案
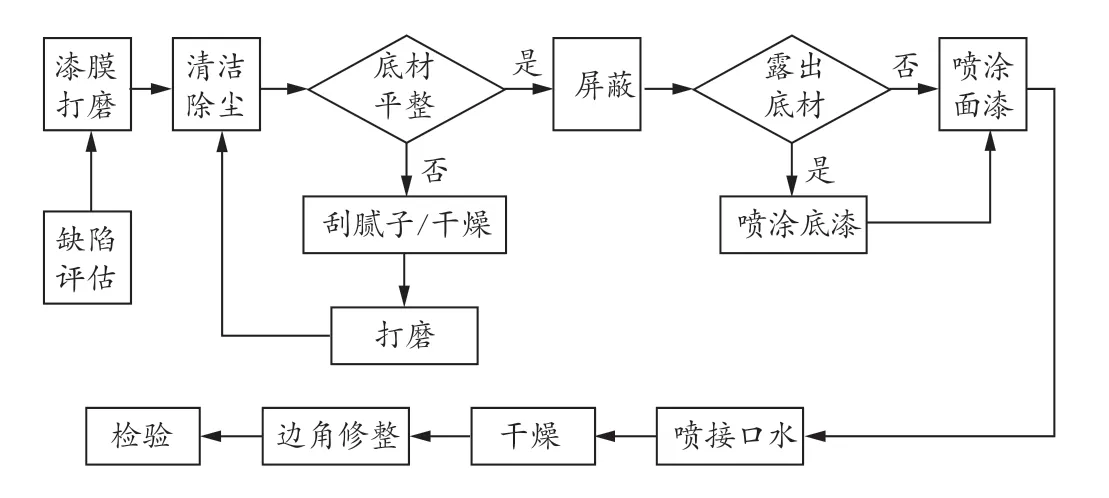
圖1 整機找補工藝流程Figure 1 The whole machine repair process flow
2.1 缺陷判定依據
A 類面各部件單側面缺陷面積占總面積小于5 %,B 類面各部件單側面缺陷面積占總面積小于10 %,C 類面各部件單側面缺陷面積占總面積小于20 %,實行整機免噴涂找補工藝,否則需要對各部件缺陷位置處重新打磨,按照整面進行重新噴涂。整機找補工藝流程見圖1。
2.2 整機找補工藝現狀與優化方案對比
從規范缺陷評估、漆膜打磨操作及打磨所用砂紙型號(減少打磨露底及有磨痕情況出現),清潔除塵時使用黏性紗布擦拭,同時規范局部找補過程中噴涂油漆、接口水操作方面進行分析,采取接口水優化及增加局部拋光工藝的優化方案(表2)。找補涂層分布示意圖見圖2。
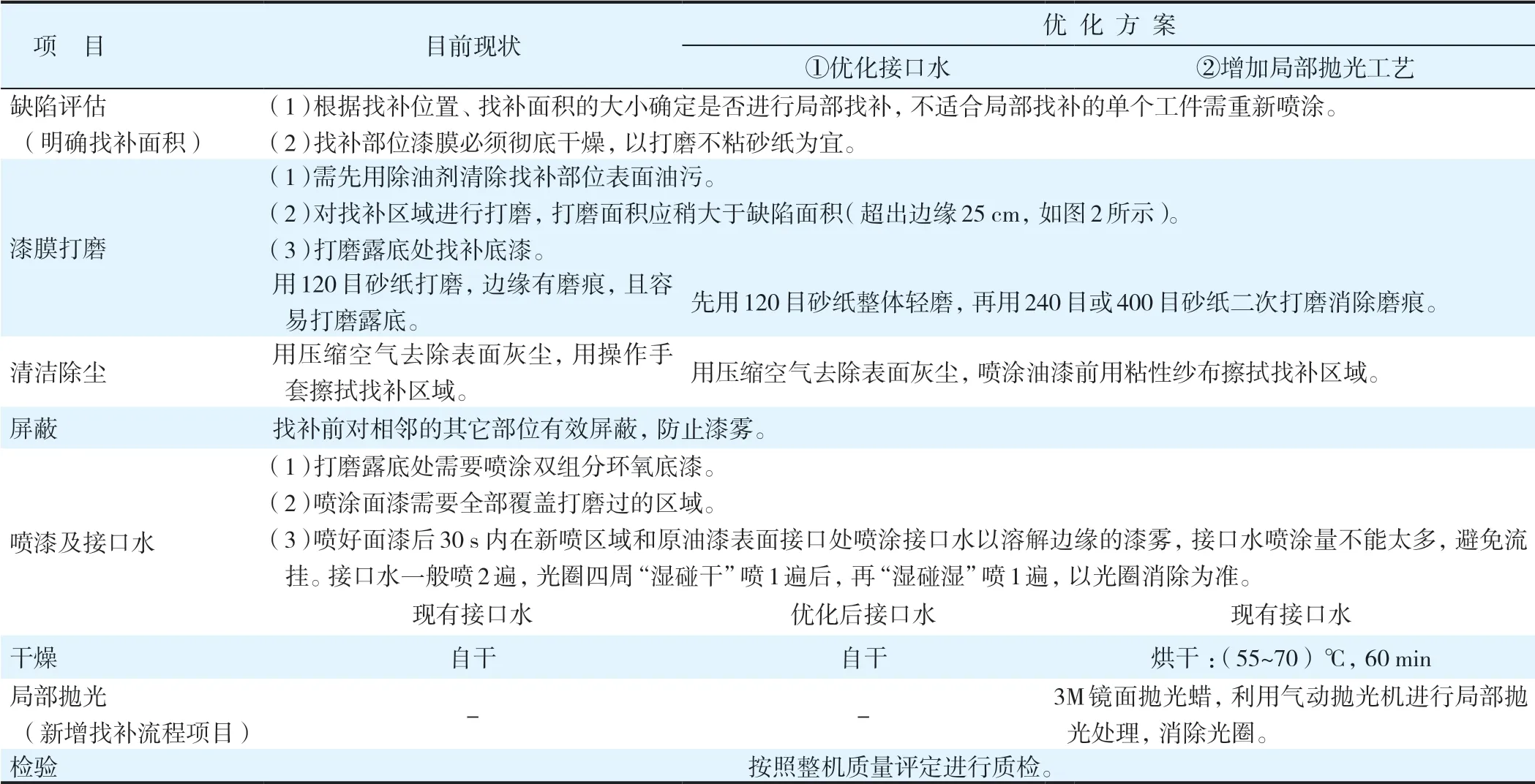
表2 整機找補工藝現狀與優化方案對比Table 2 Comparison of the present situation and optimization scheme of the whole machine repair process
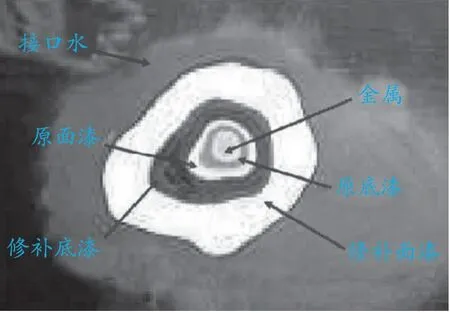
圖2 找補涂層分布示意圖……
登錄APP查看全文
猜你喜歡
房地產導刊(2022年5期)2022-06-01 06:20:14
建材發展導向(2021年12期)2021-07-22 08:06:48
建材發展導向(2021年7期)2021-07-16 07:07:52
中學生數理化(高中版.高二數學)(2021年12期)2021-04-26 07:43:48
山東冶金(2019年6期)2020-01-06 07:45:54
中國生殖健康(2019年2期)2019-08-23 08:12:08
世界農藥(2019年2期)2019-07-13 05:55:12
汽車觀察(2016年3期)2016-02-28 13:16:26
銅業工程(2015年4期)2015-12-29 02:48:39
石油化工應用(2014年8期)2014-03-11 17:40:03
