一種直縫埋弧焊鋼管管端質(zhì)量控制措施
2022-08-24 13:54:30鄧寶剛王衛(wèi)華
設(shè)備管理與維修 2022年14期
鄧寶剛,王衛(wèi)華,金 博,汪 超
(渤海裝備南京巨龍鋼管有限公司,江蘇南京 210061)
0 引言
隨著管道建設(shè)行業(yè)的復(fù)蘇,制管企業(yè)迎來大發(fā)展時期,為契合管道全生命周期質(zhì)量管理的理念[1],各廠對自身裝備的自動化、信息化能力實施較大投入,實現(xiàn)MES、物聯(lián)識別、自動噴標、自動測量等信息化管理,但在焊縫修磨缺欠、管端劃傷凹坑等外觀缺陷的識別上存在短板。在當前市場競爭環(huán)境下,鋼管的成品尺寸精良、外觀質(zhì)量成為企業(yè)競爭的重點和關(guān)鍵。為提升直縫埋弧焊鋼管的市場競爭力,降低企業(yè)質(zhì)量成本,提高鋼管管端外觀質(zhì)量一次合格率的勢在必行。
根據(jù)統(tǒng)計,2020 年某鋼管廠共生產(chǎn)26 000 余根鋼管,發(fā)現(xiàn)管端外觀質(zhì)量主要問題為管端焊縫修磨缺欠、管端劃傷、管端噘嘴錯邊、油污等[1],共計鋼管706 根,出廠后因存在焊縫修磨缺欠造成環(huán)焊縫拍片產(chǎn)生偽缺陷鋼管9 根、劃傷壓坑類缺欠23根。鋼管管端缺陷統(tǒng)計見表1。
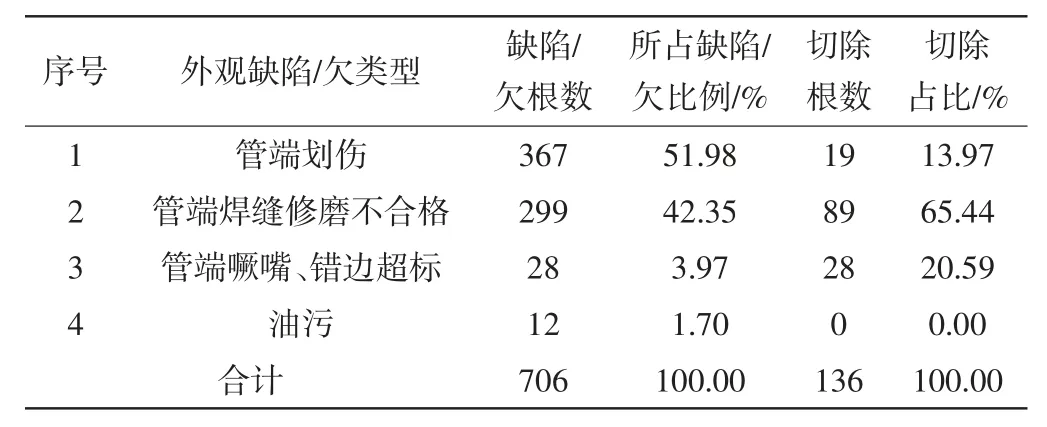
表1 鋼管管端缺陷統(tǒng)計
根據(jù)數(shù)據(jù)統(tǒng)計得出當前生產(chǎn)中急待解決的鋼管管端外觀質(zhì)量問題主要是管端劃傷、噘嘴錯邊及管端修磨。
1 解決措施
1.1 管端劃傷問題
管端劃傷主要產(chǎn)生位置為成型崗位,針對管端劃傷產(chǎn)生位置對劃傷產(chǎn)生的原因進行調(diào)查,劃傷主要分兩類,一類為成型出料輥造成的焊縫180°位置縱向劃傷,另一類為鋼管成型過程中阻尼裝置及下模兩側(cè)壓板造成的周向劃傷。
(1)改善出料頂出裝置,杜絕縱向壓痕。重新設(shè)計出料輥,將接觸面形狀由V 形面變?yōu)榍妫黾愉摴芙佑|面積,避免出料輥邊沿壓傷管體;重新校對出料頂出水平高度,避免各出料輥單獨作用力量集中造成的壓痕。
(2)改善進料裝置,杜絕周向劃傷。采取以下3 項措施:①重新設(shè)計加工進料阻尼輥,增加棍子外徑,變更材料,避免阻尼裝置造成的周向劃傷;②調(diào)整阻尼臺架高度,針對局部周向劃傷,有針對性的調(diào)整局部位置進料臺架高度;③更換劃傷產(chǎn)生位置的下模側(cè)向?qū)к壈澹瑐?cè)向位置導(dǎo)軌板因為使用年限較長,表面硬化層磨損,成型過程中與鋼板接觸極易產(chǎn)生局部凸起,造成管體局部劃傷。
1.2 噘嘴錯邊問題
噘嘴、錯邊問題主要產(chǎn)生崗位為預(yù)焊,但是對其產(chǎn)生影響的崗位應(yīng)追溯到前兩道工序:預(yù)彎、成型,前面工序質(zhì)量控制情況,直接影響預(yù)焊崗位施焊效果,故需從以下3 個崗位進行調(diào)整。
(1)優(yōu)化預(yù)彎工藝。根據(jù)預(yù)焊后噘嘴控制情況,將預(yù)彎直邊控制上限由之前的小于t/2 變?yōu)樾∮趖 并在預(yù)彎崗位增加板邊壓潰情況自查及測量要求,避免板邊壓制位置局部減薄。
(2)優(yōu)化成型工藝。成型工藝在廠家給定設(shè)計參考壓制次數(shù)的基礎(chǔ)上額外增加4~6 道,保證成型后壓制管型及板邊位置均勻穩(wěn)定,減少預(yù)焊合攏輥位置頻繁調(diào)整,并避免現(xiàn)場可能出現(xiàn)的影響環(huán)焊縫對接的局部直邊問題。
(3)優(yōu)化預(yù)焊工藝。預(yù)焊工藝中增加噘嘴測量控制要求,實現(xiàn)預(yù)彎、成型、預(yù)焊三崗整體協(xié)調(diào)控制管型機制。
1.3 管端修磨質(zhì)量問題
根據(jù)各個項目驗收標準要求,直縫焊管需對管端100~150 mm范圍內(nèi)外焊縫去除,并預(yù)留0~0.5 mm 的余高,現(xiàn)有設(shè)備為手動機械設(shè)備,生產(chǎn)過程受設(shè)備穩(wěn)定性影響較大且對管型的錯邊噘嘴有一定要求,受以上因素影響生產(chǎn)中極易產(chǎn)生修磨不合格問題,如修磨后高度超高造成后續(xù)崗位補修、余高不足焊縫低于母材造成切除、焊縫與母材過渡位置修磨不合格造成后續(xù)管端拍片不合格返拍片等問題[2-6]。
1.3.1 工藝改善及工序設(shè)備改進提高
(1)通過成型崗位工序激光測距的應(yīng)用,保證鋼管管型及焊縫位置形貌穩(wěn)定。
(2)管端焊縫磨削崗位對現(xiàn)有設(shè)備進行升級改造及工藝研究,實現(xiàn)自動修磨,減少人為干預(yù)。項目組結(jié)合生產(chǎn)實際,針對外觀質(zhì)量造成的切除率問題,通過以下方式進行質(zhì)量攻關(guān):①對現(xiàn)有的磨削設(shè)備進行維修改造(更換齒輪齒條、絲桿)并跟蹤實際使用效果,保證設(shè)備的穩(wěn)定性,減少修磨超標情況;②加強預(yù)焊后錯邊質(zhì)量控制,有針對性的增加測量要求,減少因錯邊造成的修磨后壁厚超標問題產(chǎn)生;③加強成型區(qū)域質(zhì)量控制,修訂質(zhì)量獎懲管理辦法,明確責任細化分工,考核員由質(zhì)量監(jiān)督人員分工為各專業(yè)技術(shù)人員、考核結(jié)果關(guān)聯(lián)帶班班長及專業(yè)技術(shù)人員。
1.3.2 管理提升、流程優(yōu)化
完成生產(chǎn)檢驗流程優(yōu)化,由管端焊縫磨削崗位對焊縫修磨一次合格,成品外觀檢驗崗位不再對焊縫進行修磨,焊縫修磨后進行二次拋光,重點項目對成品檢驗后對所有鋼管管端修磨質(zhì)量進行二次檢查并拍照實現(xiàn)質(zhì)量可追溯。
1.4 管理提升保證出廠鋼管到客戶環(huán)節(jié)可控
完成鋼管儲運及交付制度,加強過程交接及資料傳遞管理,確保交付產(chǎn)品外觀質(zhì)量合格率100%,重大項目鋼管管端外觀質(zhì)量實現(xiàn)“零修復(fù)”交付。
2 取得成果及現(xiàn)場應(yīng)用效果
2.1 管端劃傷問題改進提升效果
(1)鋼管出料頂出裝置改善前后對比,將頂出輥兩側(cè)容易造成壓痕位置的尖角重新設(shè)計為曲面,避免縱向壓痕產(chǎn)生(圖1)。
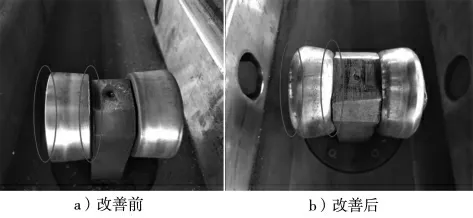
圖1 鋼管出料頂出裝置
(2)鋼板進料輥改善前后對比,對易產(chǎn)生劃傷的進料阻尼輥進行重新設(shè)計,在之前尺寸大小不變的基礎(chǔ)上在外層增加聚氨酯層,避免劃傷產(chǎn)生,鋼板進料輥如圖2 所示。
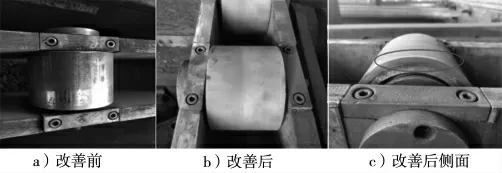
圖2 鋼板進料輥
(3)鋼管成型下模易產(chǎn)生劃傷位置改善,調(diào)整進料臺架高度杜絕管端局部位置周長劃傷、更換下模導(dǎo)軌板,減少下模局部金屬摩擦造成的局部凸起的產(chǎn)生,鋼管成型下模如圖3 所示。

圖3 鋼管成型下模
2.2 噘嘴錯邊問題改善效果
(1)優(yōu)化預(yù)彎工藝,在工藝中增加板邊測量要求,避免局部壓潰產(chǎn)生,調(diào)整直邊控制范圍,由原來的0~10 mm 調(diào)整為5~20 mm,150 mm 范圍內(nèi)標準弦高調(diào)整為5.6 mm,板邊150 mm 范圍內(nèi)弦高調(diào)整為(5.9±0.5)mm,噘嘴控制在(-1.0~+1.5)mm,預(yù)彎換道步長為(1600±50)mm,機架間距(2700±200)mm,壓制力(1500±500)t。
(2)優(yōu)化成型工藝,增加壓制次數(shù),壓制次數(shù)由原來的17次增加到21 次,原料參數(shù):公稱壁厚26.2 mm,內(nèi)圓曲率477.1 mm,寬度3069~3081 mm;成型質(zhì)量控制:不圓度(-10~20)mm,開口縫110~160 mm,換道推薦值:模具R395&V300(U/L),步長(136±5)mm,邊緣長度180 mm,壓力≤60 000 kN;從而保證局部管型有效控制。
(3)優(yōu)化預(yù)焊工藝,增加噘嘴測量及控制要求,且要求噘嘴≤1.5 mm(表2)。

表2 預(yù)焊工藝參數(shù)
2.3 管端修磨質(zhì)量問題提升效果
(1)保證管型控制,避免前面工序?qū)芏撕缚p磨削崗位影響,強化成型激光測距使用;設(shè)計加工外形測量模板,方便指導(dǎo)成型管型調(diào)整,準確高效找出管型調(diào)整的問題點。
(2)管端焊縫磨削崗位對現(xiàn)有設(shè)備進行升級改造及工藝研究,實現(xiàn)自動修磨,減少人為干預(yù)。
(3)變更生產(chǎn)流程管端修磨由管端焊縫磨削崗位一次完成,成品檢驗崗位不得對焊縫進行二次修磨。
2.4 管理方面的提升
制定《鋼管儲運及交付管理補充規(guī)定》,確保出廠后續(xù)環(huán)節(jié)質(zhì)量可控。
3 結(jié)束語
針對影響直縫埋弧焊鋼管管端成品尺寸及外觀質(zhì)量噘嘴錯邊、管端劃傷、管端焊縫修磨質(zhì)量問題,通過開發(fā)成型出料頂出、成型進料阻尼裝置,優(yōu)化成型焊接工藝、控制管型、管端質(zhì)量,達到提升鋼管管端外觀質(zhì)量的目的。
通過管端質(zhì)量控制措施的實施,使鋼管成品管端外觀質(zhì)量一次合格率由97.3%提高到99.2%,管端外觀質(zhì)量切除率由0.53%降低到0.31%,同時減少返修、返流程鋼管加工費用。由此可見,一種直縫埋弧焊鋼管管端質(zhì)量控制措施在公司成功得以應(yīng)用,提高鋼管生產(chǎn)效率和質(zhì)量,具有良好的應(yīng)用前景。如果能夠?qū)︿摴芄芏速|(zhì)量控制措施繼續(xù)進行完善加以利用,可降低鋼管質(zhì)量風(fēng)險,提高生產(chǎn)效率。
猜你喜歡
中學(xué)生數(shù)理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
中學(xué)生數(shù)理化·中考版(2020年10期)2020-11-27 01:59:48
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
中國生殖健康(2019年2期)2019-08-23 08:12:08
制造技術(shù)與機床(2018年12期)2018-12-23 02:40:58
產(chǎn)品可靠性報告(2017年7期)2017-09-05 09:49:12
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
汽車觀察(2016年3期)2016-02-28 13:16:26
