基于ASME規(guī)范的鎳基合金耐蝕堆焊工藝評定
2022-08-24 12:19:50耿亞鴿白天祥于成科
化工機(jī)械 2022年3期
耿亞鴿 白天祥 于成科
(1.河南省鍋爐壓力容器安全檢測研究院;2.中國石油天然氣第一建設(shè)有限公司)
固溶強(qiáng)化鎳基合金(如N08825)具有良好的耐點腐蝕和縫隙腐蝕性能,在氧化和還原環(huán)境下均具有抗酸(如硫酸、磷酸、硝酸和有機(jī)酸)、堿金屬(如氫氧化鈉、氫氧化鉀和鹽酸溶液)腐蝕性能,同時其高鎳成分使得該合金具有有效的抗應(yīng)力腐蝕開裂性能,因此在油氣田開采中得到廣泛的應(yīng)用[1~3]。
在鎳基合金復(fù)合材料壓力容器制造過程中,經(jīng)常會涉及到耐蝕堆焊層的焊接。 制定合理的耐蝕堆焊工藝,并進(jìn)行相應(yīng)的焊接工藝評定,對于保證壓力容器焊接質(zhì)量和產(chǎn)品制造質(zhì)量具有重要意義。
1 壓力容器概況
國外某原油開采處理項目中有4臺導(dǎo)熱油-原油換熱器,均按照ASME 規(guī)范進(jìn)行設(shè)計和制造[4]。 殼程介質(zhì)為導(dǎo)熱油,主體材料為SA-516M Gr.415;管程介質(zhì)為原油,主體材料為SA-516MGr.415+UNS N08825, 換熱管材料為SB-163M UNS N08825。
該壓力容器制造時的難點是鎳基復(fù)合板的焊接和耐蝕堆焊層的焊接。 為提高與原油接觸部位材料的抗腐蝕性能,換熱器的固定管板、管箱法蘭、浮頭法蘭及接管法蘭等部件都需要進(jìn)行耐蝕堆焊。 通過查閱相關(guān)文獻(xiàn)并根據(jù)以往的制造經(jīng)驗,按照設(shè)計資料和技術(shù)文件的要求,初步選定ENiCrMo-3作為堆焊材料,依據(jù)ASME規(guī)范進(jìn)行焊條電弧焊的堆焊工藝評定。 ENiCrMo-3證明書中顯示的化學(xué)成分見表1。

表1 ENiCrMo-3化學(xué)成分 %
2 預(yù)焊接工藝規(guī)程
ASME BPVC.IX—2019中并無 “預(yù)焊接工藝規(guī)程”這個術(shù)語[4],但通讀ASME BPVC.IX—2019可以看出,“WPS-Welding Process Specification”是正式進(jìn)行工藝評定之前初步擬定的焊接工藝,故參照NB/T 47014—2011《承壓設(shè)備焊接工藝評定》中的術(shù)語和定義[5],將此處的焊接工藝文件稱為預(yù)焊接工藝規(guī)程。
根 據(jù)ASME BPVC.IX—2019 中QW-453 的 相關(guān)規(guī)定,堆焊工藝評定試件厚度T<25 mm時,適用的焊件基層厚度為“T~最大厚度不限”,因此選取母材厚度相對較小的鋼板。 基層材料為SA-516M Gr.415,鋼板厚度10.0 mm;堆焊層焊材為ENiCrMo-3, 堆焊層厚度4.5 mm; 焊接方法采用焊條電弧焊,焊條直徑3.2 mm,焊接層數(shù)2層,采用直流反接。 堆焊工藝評定試件如圖1所示。
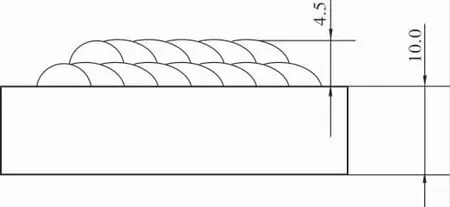
圖1 堆焊工藝評定試件示意圖
堆焊工藝評定試件焊接時擬采用的焊接參數(shù)見表2。 焊前應(yīng)注意按照產(chǎn)品說明書中的相關(guān)要求對焊條進(jìn)行烘干,同時對試件基材表面進(jìn)行清理,去除可能存在的鐵銹、油污及水分等不潔物。 由于鎳基合金具有高的焊接熱裂紋敏感性,在堆焊時應(yīng)注意層(道)間溫度,一般控制在100 ℃以下。 焊接完成后進(jìn)行620 ℃±20 ℃的焊后熱處理,保溫時間2.5 h。

表2 堆焊焊接參數(shù)
3 堆焊工藝評定
根 據(jù)ASME BPVC.IX—2019 中QW-453 的 相關(guān)規(guī)定,堆焊工藝評定需要進(jìn)行滲透檢測、彎曲試驗及化學(xué)成分分析(壓力容器制造技術(shù)要求中有規(guī)定)等。 另外,如果設(shè)計文件規(guī)定或者技術(shù)文件中如果有特殊要求時,還應(yīng)增加相應(yīng)的檢驗項目。 根據(jù)該壓力容器制造技術(shù)要求,本次評定的其他檢驗項目還有硬度檢測、點蝕檢測、應(yīng)力腐蝕開裂試驗和晶間腐蝕敏感性檢測。
3.1 滲透檢測
按照ASME規(guī)范第6章的相關(guān)要求,對評定試樣堆焊層表面進(jìn)行滲透檢測, 并依據(jù)ASME BPVC.IX—2019中的QW-195.2進(jìn)行驗收, 結(jié)果未發(fā)現(xiàn)相關(guān)線性顯示、 大于5 mm的相關(guān)圓形顯示等,故檢測結(jié)果合格。
3.2 彎曲試驗
依據(jù)ASME BPVC.IX—2019中QW-160和QW-453的相關(guān)要求進(jìn)行試樣準(zhǔn)備, 在平行和垂直于焊接方向各切取兩個彎曲試樣,試樣的橫截面近似矩形,試樣厚度10 mm。 對這4個試樣進(jìn)行側(cè)彎試驗,彎曲直徑40 mm,支距63 mm。 試驗后沿任何方向測量,4個試樣均未發(fā)現(xiàn)開口缺陷,試驗結(jié)果合格。
3.3 化學(xué)成分分析
在距基層熔合線2~3 mm的堆焊層上取樣進(jìn)行化學(xué)成分分析,結(jié)果見表3,可以看出評定試樣化學(xué)成分和材料證明書中的基本一致,評定結(jié)果合格。

表3 評定試樣化學(xué)成分 %
3.4 硬度檢測
對評定試樣進(jìn)行硬度檢測,檢測結(jié)果列于表4,由表4可以看出,硬度值符合技術(shù)文件規(guī)定的要求(基層硬度不大于248HV10,堆焊層和熔合線的硬度不大于315HV10, 單個硬度值不大于345HV10)。
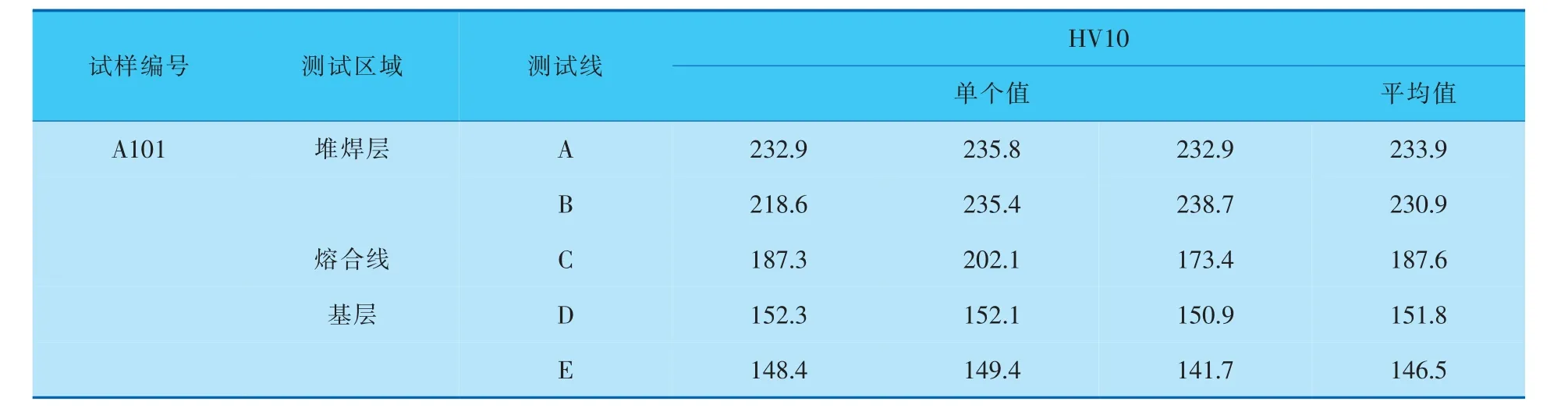
表4 評定試樣硬度檢測結(jié)果
3.5 點蝕檢測
在堆焊層上取一組(3個)試樣,依據(jù)ASTM G48-11(R2015)[6]中的A法進(jìn)行FeCl3點蝕試驗,結(jié)果見表5。 試驗結(jié)果表明,試樣在溫度為50 ℃±2 ℃的6%FeCl3溶液中,經(jīng)過72 h試驗后的平均腐蝕速率僅為0.12 g/m2。另外,在20倍顯微鏡下檢查試樣表面,3個試樣表面均未發(fā)現(xiàn)明顯的點蝕痕跡。

表5 點蝕試驗結(jié)果
3.6 應(yīng)力腐蝕開裂試驗

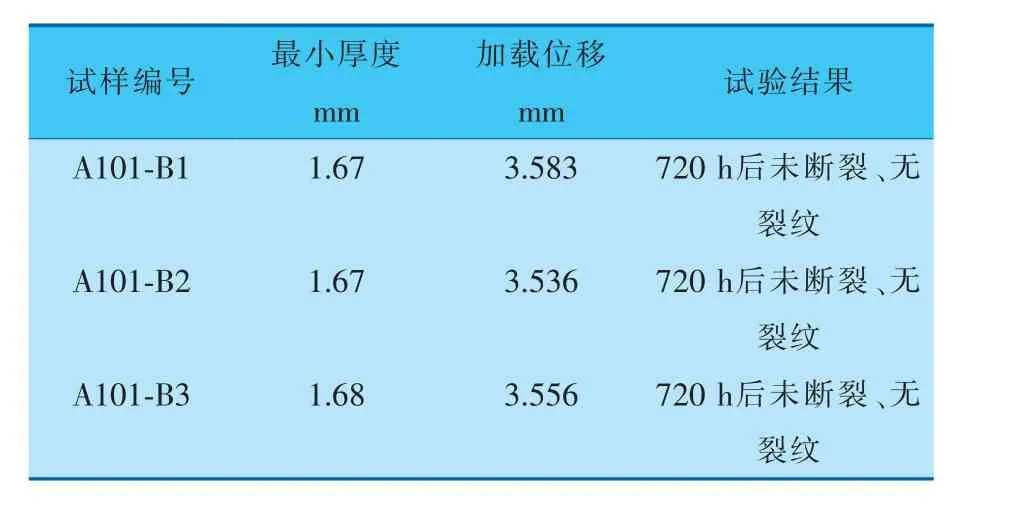
表6 抗應(yīng)力腐蝕開裂性能試驗結(jié)果
3.7 晶間腐蝕敏感性檢測
在距基層2~3 mm的堆焊層上取一組(3個)試樣,依據(jù)ASTM G28-02(R2015)[7]中的A法進(jìn)行晶間腐蝕敏感性檢測,結(jié)果見表7。 試驗結(jié)果表明,試樣在50%沸騰硫酸鐵-硫酸溶液中, 經(jīng)過120 h試驗后的腐蝕速率滿足技術(shù)文件要求。
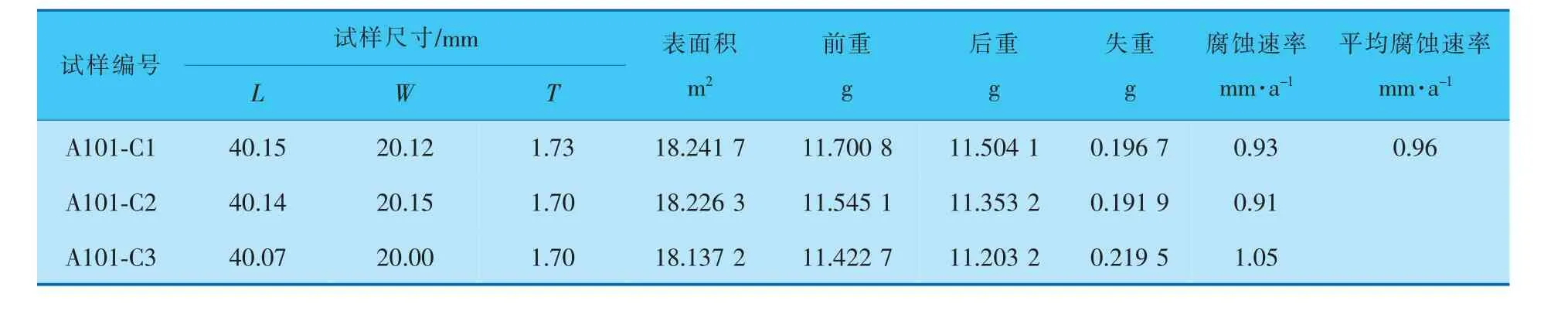
表7 晶間腐蝕敏感性檢測結(jié)果
4 結(jié)束語
對于鎳基復(fù)合板換熱器上需要耐蝕堆焊的部件,采用焊條電弧焊方法,以ENiCrMo-3作為堆焊材料,焊接時注意基層材料表面的清理,同時控制層(道)間溫度不高于100 ℃,依據(jù)ASME規(guī)范進(jìn)行焊接工藝評定。 經(jīng)過滲透檢測、彎曲試驗、化學(xué)成分分析、硬度檢測、點蝕檢測、應(yīng)力腐蝕開裂試驗和晶間腐蝕敏感性檢測項目的檢驗,耐蝕堆焊工藝評定合格。 可以根據(jù)該焊接工藝評定制定相應(yīng)的焊接工藝規(guī)程,進(jìn)行壓力容器的制造施焊工作。
猜你喜歡
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2020年12期)2021-01-18 06:57:46
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2020年12期)2021-01-18 06:57:46
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
海峽科技與產(chǎn)業(yè)(2016年3期)2016-05-17 04:32:12
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52