低溫煙梗預處理工藝及制備梗絲的質量特性
2022-08-19 14:56:00關愛章劉文鋒袁海霞李曼曼王姍姍
煙草科技 2022年8期
關鍵詞:工藝
鄭 茜,關愛章,劉文鋒,袁海霞,林 盈,李曼曼,楊 明,王姍姍
湖北中煙工業有限責任公司,武漢市東西湖金山大道1355號 430040
煙梗預處理主要工藝任務是增加原料煙梗的含水率和溫度,使煙梗組織更加柔軟、疏松,降低煙梗機械強度,便于后續切絲和梗絲膨脹,減少加工過程中的造碎。目前,煙草行業煙梗預處理多采用傳統的“兩潤兩貯”工藝,工藝流程復雜、處理周期長、能耗高且設備占地面積大[1-3]。針對傳統煙梗預處理工藝的不足,朱俊召等[4]在浸梗后采用微波潤梗,簡化了煙梗預處理工藝,可節約生產場地。趙春雷等[5]設計開發了一種高壓潤梗設備,縮短了煙梗預處理加工時間,但這兩種工藝對設備和能耗均有較高的要求。另外,隨著細支煙、中支煙市場的發展,傳統工藝生產的梗絲尺寸較大,在中、細支卷煙中使用后會造成煙支物理指標穩定性差等問題[6],限制了梗絲的應用。因此,開發適合于絲狀梗絲的成絲工藝也成為研究熱點[7-8]。降低壓梗厚度能夠一定程度上提高梗絲中絲狀梗絲比例[9-10],但低的壓梗間隙易導致壓梗機堵料、梗絲寬度均勻性差等問題。陳景云等[11]在傳統梗絲加料后進行二次切絲,提高了絲狀梗絲比例,但易導致碎絲率高、梗絲寬度不均勻等問題。為簡化煙梗預處理工藝流程,提高絲狀梗絲成絲比例,開發了一種適用于絲狀梗絲的低溫煙梗預處理工藝,旨在實現以常溫水為介質,通過低溫深潤提高煙梗潤透效果,降低壓后梗片回彈能力。
1 材料與方法
1.1 材料與設備
配方復烤煙梗(襄陽卷煙廠)。
湖北中煙工業有限責任公司自主研發100 kg/h試驗裝置(包括常溫浸梗裝置,新型超薄壓梗機,網帶式梗片干燥機)。
YQ-2型煙絲振動分選篩、GDS-410梗絲填充值測定儀(鄭州嘉德機電科技有限公司);CLSS100梗絲形態檢測儀(合肥眾沃儀器技術有限公司);D0011型梗絲厚度儀(澳大利亞IDM儀器有限公司)。
1.2 方法
1.2.1 梗絲制備
分別采用襄陽卷煙廠兩潤兩貯預處理工藝、煙梗低溫預處理工藝,對配方復烤煙梗進行預處理,切絲后分別進行梗絲氣流和滾筒模式干燥。
1.2.2 檢測方法
梗絲結構測定:按照YC/T 178—2003《煙絲整絲率、碎絲率的測定方法》的規定進行取樣、檢測。
填充值測定:按照YC/T 152—2001《卷煙 煙絲填充值的測定》規定進行取樣、檢測。
梗片厚度檢測:隨機抽取30個梗片樣品,使用D0011型梗絲厚度儀對梗片厚度進行檢測。
煙梗顯微結構表征:將梗片干燥后,用刀片沿截面切取1 mm左右的薄片,然后用掃描電鏡能譜儀對各個樣品不同部位包括表皮組織、厚角組織及導管組織的微觀形貌進行檢測,并選取代表性區域進行元素分析,掃描電壓為15 kV,掃描方式為點掃。
絲狀梗絲率測試:參考文獻[12]方法,對梗絲形態檢測儀采集圖像數據進行處理,根據寬度數據將梗絲劃分為絲狀(寬度≤1.2 mm)、近絲狀(1.2 mm<寬度≤1.5 mm)、近片狀(1.5 mm<寬度≤1.8 mm)和片狀(寬度>1.8 mm)4種形態,統計各種形態梗絲比例。
Amadori化合物含量測試:參考文獻[13]方法,采用液相色譜-質譜法測定梗絲、梗片和原料煙梗中11種Amadori化合物的含量。
2 結果與討論
2.1 煙梗預處理工藝對比
煙草行業普遍采用的“兩潤兩貯”煙梗預處理工藝,多以加熱水和蒸汽為介質,煙梗經兩次潤梗和兩次貯梗后達到切梗絲含水率要求,圖1為兩潤兩貯預處理工藝流程圖。

圖1 煙梗“兩潤兩貯”預處理工藝流程圖Fig.1 Flow chart of a“two-step moistening+two-step storing”pretreatment process for tobacco stems
煙梗低溫預處理工藝以常溫水為介質,對煙梗進行深度浸潤,潤后含水率達約48%的煙梗進入壓梗工序;壓后梗片采用低溫干燥模式去除梗片中多余水分,以滿足切梗絲含水率要求,其工藝流程見圖2。

圖2 煙梗低溫預處理工藝流程圖Fig.2 Flow chart of a low-temperature pretreatment process for tobacco stems
兩潤兩貯煙梗預處理工藝生產加工流程長、設備占地面積大、能耗高,且生產周期長,每批次生產周期約需10 h;煙梗低溫預處理工藝則省去了二次潤梗和貯梗等工序,簡化了流程,節省了設備的占地空間,縮短了生產周期,批次生產周期6 h。兩種加工工藝試驗過程采用的主要加工參數見表1和表2。

表1 兩潤兩貯煙梗預處理工藝參數設置Tab.1 Parameters of the“two-step moistening+two-step storing”pretreatment process for tobacco stems

表2 煙梗低溫預處理工藝參數設置Tab.2 Parameters of the low-temperature pretreatment process for tobacco stems
2.2 煙梗低溫預處理工藝技術
2.2.1 低溫浸梗
浸梗機為煙梗低溫預處理工藝的核心設備之一,由3組并列式滾筒裝置組成(保證浸梗期間出料的連續性),浸梗機的結構示意圖見圖3。滾筒以支撐軸承為中心以小于70°振幅來回擺動,煙梗在滾筒內部翻滾浸漬。通過試驗可知浸梗時間大于80 min后,煙梗可將浸梗水部分吸收,梗纖維得到溶脹,因此結合生產組織和潤梗效果,將浸梗時間確定為90 min。潤后煙梗含水率由浸梗前13%左右上升至浸梗后48%左右,含水率增加約35百分點,體積增大約1.4倍,煙梗柔軟,表面游離水較少。浸泡后的煙梗質地柔軟、對折后無裂痕,縱向撕開后煙梗剖面平整、色澤較均勻,煙梗經低溫水自然浸泡后內部纖維組織吸水溶脹、潤透效果較好。

圖3 浸梗機結構示意圖Fig.3 Schematic of a stem dipping machine
2.2.2 超薄壓梗
煙梗浸梗后,采用高含水率超薄壓梗工藝處理,煙梗易形變,延展性增強,回彈減小,壓后梗片呈薄片狀。新型超薄壓梗機的結構示意圖見圖4。與傳統壓梗裝置相比,超薄壓梗輥輪直徑大于輥輪長度,增加了壓梗接觸和受力面積,壓后梗片不易回彈。本研究中使用的壓輥壓梗加工能力為1 000 kg/h,壓輥直徑為1 000 mm,長度為600 mm(傳統壓梗裝置壓輥直徑為600~800 mm,長度為1 000 mm)。另一方面,壓梗前煙梗含水率約為48%,物料含水率高,輥輪表面無需采用霧化水潤滑,壓后煙梗無粘連、無擠壓重疊,含水率穩定性增強。

圖4 新型超薄壓梗機的結構示意圖Fig.4 Schematic of a new type ultrathin stem flattener
2.2.3 梗片干燥
為保障壓后梗片含水率滿足切梗絲要求而開發了一種“低溫慢烘”網帶式梗片干燥機,其結構見圖5。多層網帶式梗片干燥機通過循環干燥熱風并采用低溫慢烘工藝將梗片中多余的水分帶走,干燥后梗片含水率適宜切絲物料含水率標準要求,梗片表面干爽,梗片不收縮、不卷曲。梗片進行切絲時,切絲機鏈排不粘連,刀輥不打滑。

圖5 網帶式煙梗干燥機結構示意圖Fig.5 Schematic of a net belt dryer for tobacco stems
煙梗干燥設備分4個干燥區,5層網帶(保障煙梗體積不回縮),物料輸送往復式運行(上部進料、底部出料),采用下吹風式、≤80℃低溫熱風烘焙,干燥時間約10 min,干燥后煙梗含水率為30%~32%。
2.3 質量特性對比
2.3.1 梗片厚度
采用梗片厚度儀對兩種預處理工藝壓后梗片厚度進行了測試分析。將壓輥間隙調整為0.6 mm,壓后梗片纖維組織無明顯破壞,但壓后梗片延展性較差,有明顯反彈,烘后梗片含水率不均勻;壓輥間隙為0.5 mm時,壓后梗片呈現薄片狀,表面均勻平整,少量梗片纖維破壞,延展性好;當壓輥間隙<0.5 mm時,壓后梗片大量纖維組織被明顯破壞。因此,選擇壓輥間隙為0.5 mm。壓后梗片平均厚度為1.5 mm,梗片厚度整體上介于0.7~1.7 mm,滿足絲狀梗絲加工前提條件。
同樣壓輥間隙下,不同煙梗預處理工藝對壓后梗片厚度的影響見表3。從表3可以看出,低溫預處理干燥后梗片厚度均值顯著小于“兩潤兩貯”壓后梗片,其梗片厚度標準偏差小于“兩潤兩貯”壓后梗片;低溫預處理壓后梗片和烘后梗片厚度均值沒有明顯差異,表明煙梗濕壓后經過干燥工藝處理后對梗片厚度影響不顯著。
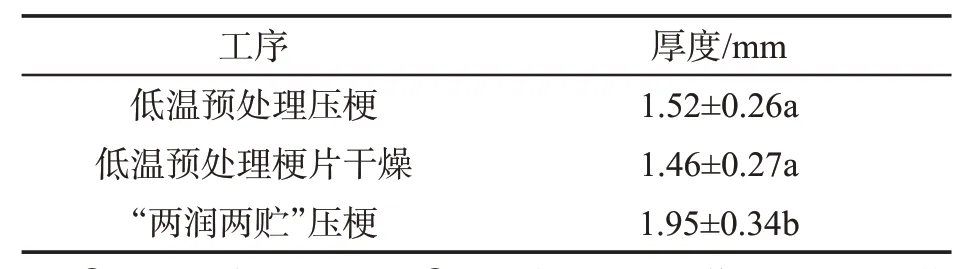
表3 壓后梗片厚度①②Tab.3 Thickness of stem laminae after flattening
2.3.2 梗片微觀組織結構
對低溫預處理和“兩潤兩貯”兩種工藝所得梗片進行掃描電鏡顯微成像,比較兩種工藝所得梗片表皮組織、厚角組織和導管組織的微結構差異,如圖6所示。兩種工藝預處理后梗片表皮組織均為大小形態不一的孔結構,厚角組織結構較為致密、呈層疊狀,導管組織為排列比較規整的管束結構。與“兩潤兩貯”工藝所得梗片相比,低溫預處理后梗片表皮組織和厚角組織擠壓堆疊程度較高,導管斷裂無序程度大。試驗表明,低溫預處理工藝對煙梗的微觀結構改變程度較大,導致低溫預處理后梗片厚度較“兩潤兩貯”壓后梗片厚度小、質地柔軟。
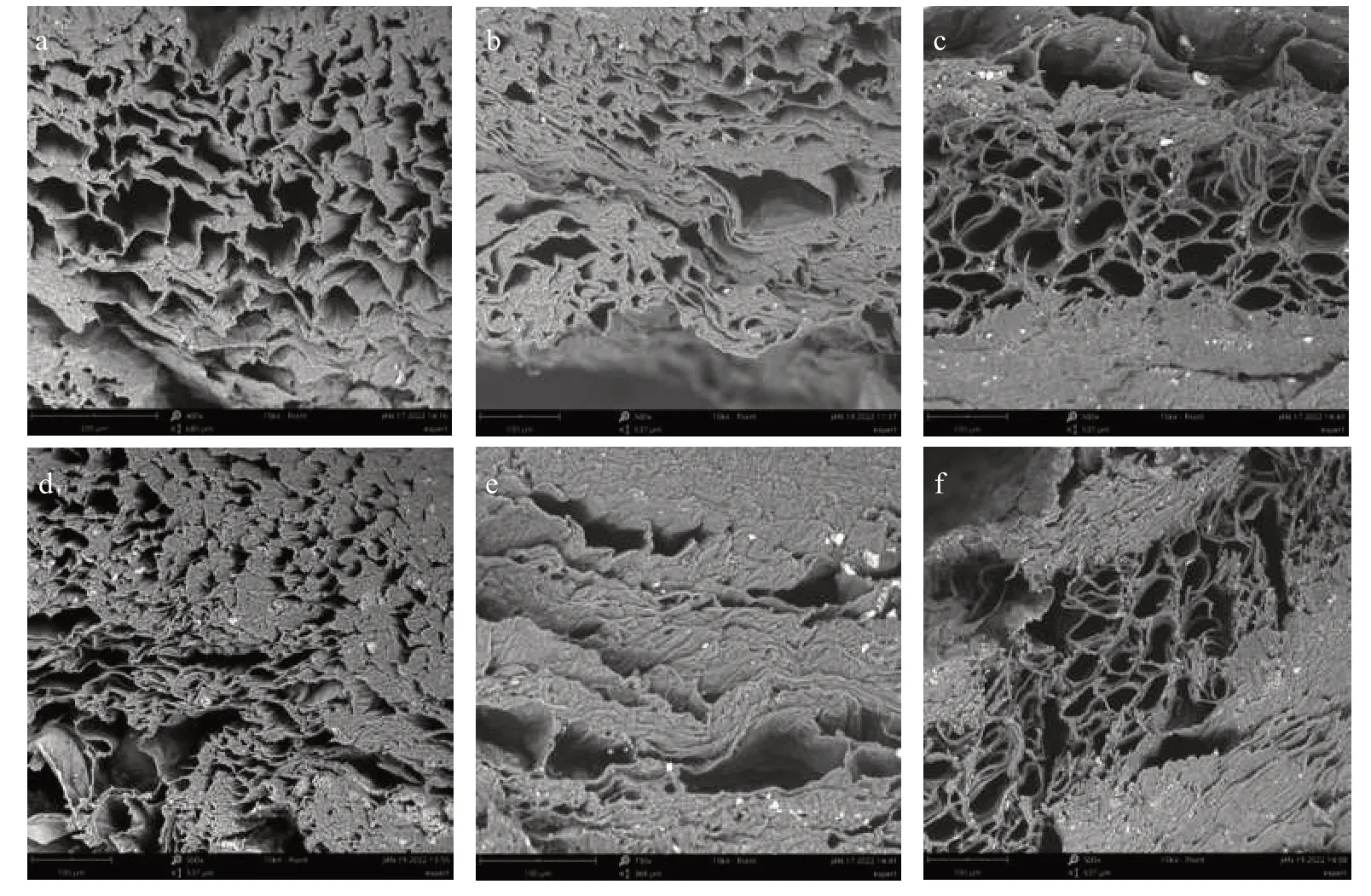
圖6 不同的梗預處理切絲前梗片橫截面顯微形態Fig.6 Micromorphology of cross sections of stems prepared by different pretreatments before cutting
2.3.3 梗絲質量
為評價預處理工藝對梗絲結構的影響,對以上兩種預處理后的煙梗,以切絲寬度0.09 mm進行切絲后分別進行氣流干燥和薄板干燥,得到4種成品梗絲樣品。
2.3.3.1 絲狀梗絲比例
對不同制梗絲工藝制備的梗絲進行絲狀梗絲比例檢測,結果見表4。由表4可知,低溫預處理+薄板干燥工藝絲狀梗絲比例達到82.84%,低溫預處理+氣流干燥工藝絲狀梗絲比例達到77.54%。在相同干燥工藝下,低溫預處理工藝所得梗絲的成絲比例分別高出“兩潤兩貯”工藝9.9百分點和11.3百分點,充分說明了低溫預處理所得梗片厚度較小、標準偏差小,絲狀梗絲成絲率高。

表4 不同工藝組合成絲比例分析Tab.4 Proportions of different shape cut stems prepared by different process combinations (%)
2.3.3.2 梗絲結構和填充值
對梗絲結構和填充值進行分析,結果見表5。由表5可知,薄板干燥模式下,低溫預處理、“兩潤兩貯”梗絲的整絲率、填充值基本一致;氣流干燥模式下,低溫預處理梗絲整絲率低于“兩潤兩貯”工藝,梗絲填充值基本一致。薄板干燥梗絲整絲率高于氣流干燥,填充值低于氣流干燥梗絲。

表5 梗絲結構和填充值Tab.5 Structure and filling value of cut stems
2.3.4 Amadori化合物含量
在加工過程中煙草內部的糖和氨基酸發生美拉德反應,可以改善感官品質。Amadori化合物是美拉德反應的中間體,也是煙草香味成分的重要來源,可以用Amadori化合物的含量表征煙梗加工過程美拉德反應的發生程度。對4種梗絲Amadori化合物進行分析,并與原梗進行比較,結果見圖7。從圖7中Amadori總量看,梗絲中Amadori化合物總量均比原料梗有所增加。不論是薄板干燥工藝還是氣流干燥工藝,低溫預處理工藝所得梗絲Amadori化合物總量均高于“兩潤兩貯”工藝約5%。制絲前后差別較大的Amadori化合物有1-脫氧-1-L-脯氨酸-D-果糖(FRU-PRO)、1-脫氧-1-L-天冬酰胺-D-果糖(FRU-ASN)、1-脫 氧-1-L-谷 酰 胺-D-果 糖(FRU-GLN)、1-脫 氧-1-L-谷 氨 酸-D-果 糖(FRU-GLU)等。其中FRU-GLN制絲前后增加約40%。對于這些具體的Amadori化合物,均呈現出低溫預處理工藝含量高于“兩潤兩貯”工藝的規律。在低溫預處理煙梗中,煙梗吸水至含水率達到48%,然后壓片、網帶干燥將含水率降低到33%左右,煙梗中的還原糖和氨基酸在這一過程受熱反應,導致Amadori化合物增加,這應該是兩類預處理工藝所得梗絲Amadori化合物差異的原因。對切絲前梗片Amadori化合物進行分析顯示,低溫預處理梗片、“兩潤兩貯”梗片和原料煙梗的Amadori化合物總量(質量分數)分別為3.93%、3.65%和3.50%。進一步驗證了低溫預處理工藝能夠提升煙梗中的Amadori化合物總量。

圖7 不同工藝梗絲Amadori化合物分析Fig.7 Amadori compounds in cut stems prepared by different processes
3 結論
①提出了低強度煙梗預處理加工工藝,主要包括常溫深度浸梗、高濕壓梗、網帶梗片干燥,至切梗絲,煙梗批次加工時間由10 h縮短到6 h;與傳統梗絲加工工藝相比,節省了設備和場地,大幅縮短了加工時間,生產效率提升了約40%。②低溫預處理工藝對煙梗的微觀結構改變程度較大,與“兩潤兩貯”工藝相比,低溫預處理梗片厚度小、均勻性好。③與“兩潤兩貯”工藝相比,低溫預處理梗絲的成絲比例提升約10百分點,且薄板干燥模式更有利于提高低溫預處理梗絲的整絲率。④與“兩潤兩貯”工藝相比,低溫預處理工藝的梗片和梗絲中的Amadori化合物總量高于對照工藝5%以上,說明梗片干燥環節可促進煙梗內美拉德反應的發生。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
