應用新型梳理器材提升黏膠麻灰紗產品質量
2022-08-18 03:37:04劉建林簡旭升李小平
武漢紡織大學學報 2022年4期
關鍵詞:工藝
劉建林,簡旭升,李小平
應用新型梳理器材提升黏膠麻灰紗產品質量
劉建林1,2,簡旭升1,李小平1
(1.浙江華飛輕紡有限公司,浙江 衢州 324400;2.浙江省紡織工程學會,浙江 杭州 310009)
黏膠麻灰紗對紡紗技術要求特別高,加強梳理、控制色差和色結是關鍵。為提升黏膠麻灰紗產品質量,優選梳理器材、優化生產工藝,選用黑色黏膠和本色黏膠,經過人工混棉,紡制黏膠麻灰系列紗線,通過優化生產工藝、嚴控色結,達到獨特混色效果。黏膠麻灰紗線的開發生產克服了傳統針織用紗染色后制成的服裝面料洗滌褪色的缺點,避免白坯布染色容易產生色差的弊端。進行黏膠麻灰紗系列產品試驗,為麻灰產品的開發和創新提供了技術研究數據和生產實踐經驗。
新型;梳理器材;黏膠;麻灰紗;優化工藝
0 前言
根據市場需求,浙江華飛輕紡有限公司開發生產了11號黏膠麻灰紗產品,其中黑色黏膠占比11%、本色黏膠占比89%。黏膠麻灰紗色澤自然和諧、不需要印染,減少了成本及環境污染;產品采用不同顏色的纖維經過多道混合的紡紗方法,呈現出的色彩自然均勻,表面光潔柔和,色澤耐久不褪;織成的面料具有朦朧的立體效果;黏膠紗線具有良好的吸濕性能,制成的服裝透氣吸濕,舒服滑爽等優點,很受市場歡迎[1]。
11號黏膠麻灰產品生產難度較大,由于黑色黏膠占比(11%)較低,成紗中白點色點和黑色色結比較明顯,特別是黑色色結特別難以控制。黏膠特有的紡紗性能及回潮波動較大,也增加了紡紗工藝難度系數。為了攻克這個難關,公司組織生產、設備、技術部門相關人員共同商討研究,制定了攻關方案,優選梳理器材,優化各工序工藝配置。
1 紡紗工藝流程
人工混棉→打包→FA1001型圓盤抓棉機→FA125型重物分離器→FA029型多倉混棉機→FA1112型精開棉機→JWF1171型棉箱→FA203A型梳棉機→FA317型并條機→FA317型并條機→TMFD81L型并條機(附USG自調勻整系統)→FA494型粗紗機→DTM139型細紗機→21C-S型自動絡筒機(附Uster- Quan2電子清紗器)。
2 原料的選擇
選擇黑色黏膠占比11%、本色黏膠占比89%。根據以往色紡經驗,原料細度對成紗棉結有一定影響,纖維細度偏粗對成紗強力和條干不利,但有利于對棉結的控制。為了控制黑色色結,特別選用細度為1.67 dtex的黑色黏膠,經過預處理后制成棉網,然后重新打包回用。原料的具體配置如表1所示。

表1 原料成分表
3 紡紗過程各工序工藝配置和工藝措施
3.1 混棉的內容與方法
預混棉流程:準備原料→預開松→原料稱重→人工混棉→打包。
3.1.1 準備原料
根據投料單要求將原料按照批號、數量從原料庫取出備用。混料前認真核對投料單上的品種、規格、批號等項目,發現異常及時報告,不準擅自投入生產。
3.1.2 預開松
人工將黏膠原料均勻地撕成100 g左右的小塊,將白色黏膠和黑色黏膠分別堆放,以備投料混棉使用。
3.1.3 稱重
按照投料單的比例,精確稱量各品種、批號、規格。然后放在指定位置并在標識牌上寫清品種、規格和批號。
3.1.4 投料混棉
(1)按照配棉比例和排包圖將稱好的原料裝盤,嚴格按照“縱向分散、橫向看齊、消高嵌低、低包松高、一嘜到底”的排盤要求。做到混合均勻,防止色差。
(2)手工混棉,纖維盡量鋪平,上下分布均勻,混棉區和備料區嚴格分開[2]。
3.2 清梳聯工藝
開清棉工序遵循“勤抓少抓、多松少打、以梳代打、少落多混”的工藝配置原則。適當降低各打手速度,減少纖維損傷。清花工序工藝配置見表2。
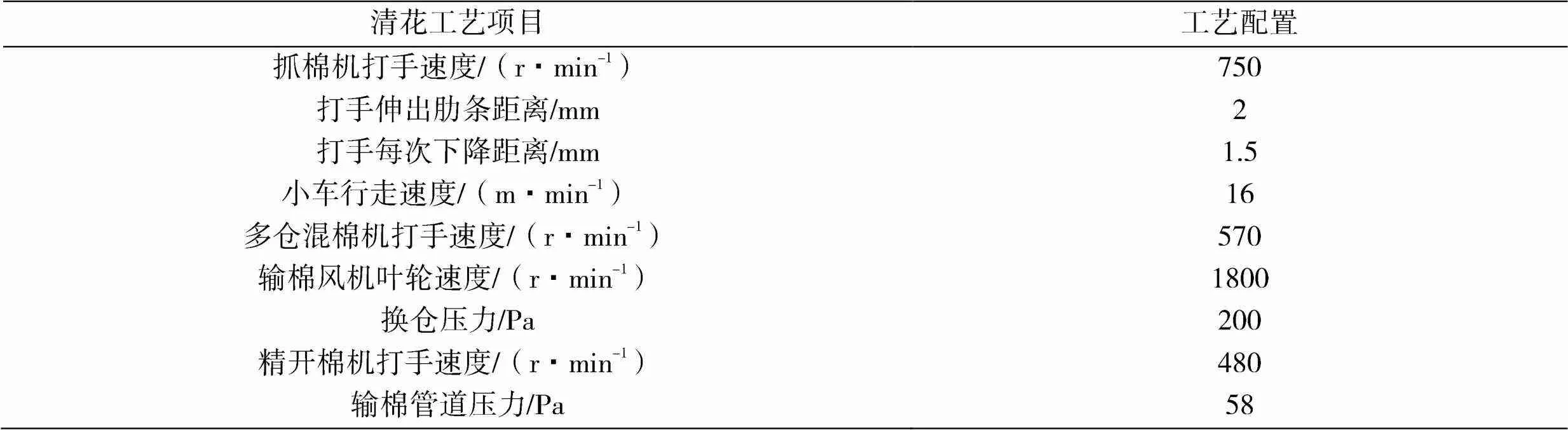
表2 清花工序工藝配置
梳棉機采用“中定量,穩速度,大速比,快轉移,合理針布配置,精確分梳隔距,減少纖維損傷”的工藝原則。適當提高錫林和刺輥速度,增強分梳效果。提高錫林刺輥線速比到2.45:1,增強轉移效果[3]。收緊蓋板隔距加強分梳,放大給棉板和刺棍隔距減少纖維損傷。穩定出條速度在120 m/min左右。保持隔距準確一致,保障氣流通暢,保持各通道光潔[4]。
梳棉工藝配置如表3所示。
3.3 梳棉針布型號選擇
3.3.1 錫林針布選擇
在生產化學纖維時容易產生靜電,造成錫林針布纏繞現象。為此本文選用了金輪公司的最新產品藍鉆B2-30-860錫林針布,其使用進口拋光技術,對表面進行特殊工藝處理,分梳效果更加優良,適合柔性梳理的工藝要求,能大幅降低纖維的損傷,更加貼合優勢工藝的設計理念{5}。

表3 梳棉工藝配置
3.3.2 刺輥針布選擇
刺輥選用AT5005*05030V錐齒型刺輥針布,該型號針布齒尖為錐齒形狀,齒頂面積縮小,針齒表面光潔,圓弧狀棱邊,對纖維的沖擊力較為緩和,針布使用壽命長,產品質量更好,符合柔性梳理的工藝理念{6}。
3.3.3 道夫針布
道夫針布選用金輪公司的藍鉆系列H7-30- 358,該針布采用進口技術,特殊工藝制作,產品質量可靠,對纖維的轉移效果優良,更加適合高速高產,符合重定量優勢工藝的設計理念。
3.3.4 蓋板針布選擇
優選金輪公司TH-420-A-86新型蓋板針布,增加齒密,提高梳理度。
經過對國產梳理元件的優選,選擇最具性價比的產品替代進口產品,減少了配件器材費用[7],梳棉針布型號見表4。

表4 梳棉針布型號對比表
3.4 并粗工序
并條工藝采用三道并合,保證混色均勻、混紡比準確,以提高混合效果、減少色差。
合理控制并合根數和并合道數,以少并合根數,多并合道數為原則,采用6×7×6并合,保證混合和牽伸以及質量要求。
采用順牽伸工藝,頭道并條采用較大的后牽伸,后牽伸倍數增至1.88,提高纖維伸直平行度,末并采用較小的后區牽伸,后牽伸選擇1.18倍,提高條干的均勻度,同時放大羅拉的隔距到12×24,減少高速并條皮輥溫升比較大,對生產和質量的影響。減少皮輥纏繞現象,保證生產正常,維持質量穩定[8]。并條工藝見表5。
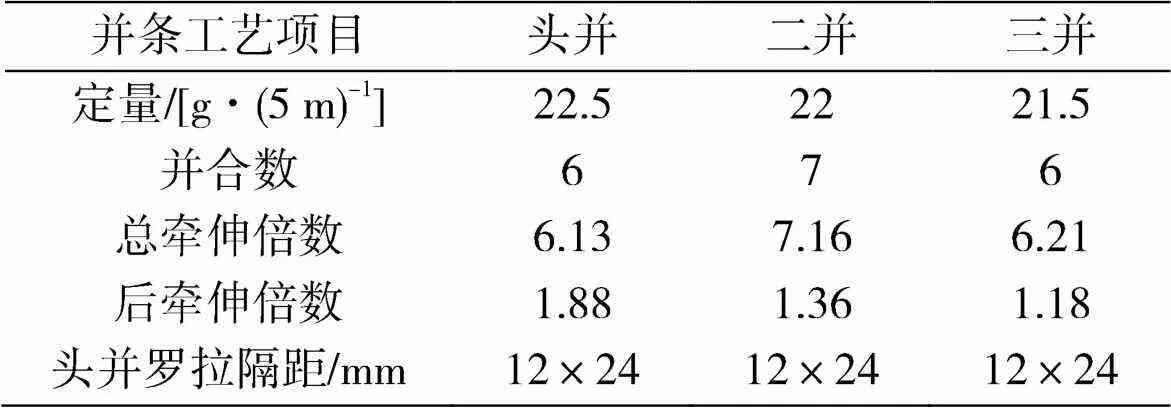
表5 并條工序工藝參數
粗紗機FA494四羅拉雙短皮圈牽伸,采用“重加壓,大隔距,大捻系數,小后區牽伸,小張力,較小鉗口隔距”三大三小工藝配置,提高纖維伸直平行度,提高條干均勻度。羅拉隔距放大到12×30×45,后牽伸調小到1.19倍。粗紗工藝配置見表6。
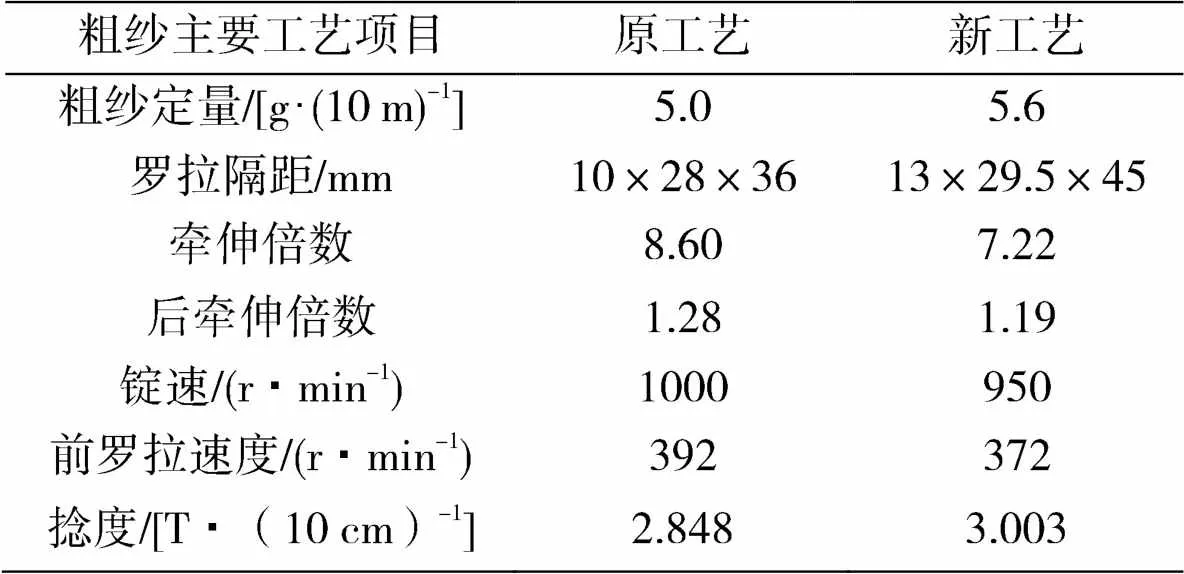
表6 粗紗工序工藝參數
3.5 細紗工序
細紗工藝,采用“較大的羅拉隔距,較小的后區牽伸,較小的鉗口隔距”兩小一大工藝配置,增強對纖維控制,提高條干水平[9]。針對部分廠家使用細紗長車紡純黏膠出現后羅拉扭震現象,放大細紗后區羅拉隔距到46mm;后區牽伸倍數選擇時,避開臨界牽伸倍數,后區牽伸倍數選擇1.08倍。細紗工序工藝配置表見表7。
3.6 自絡工序
3.6.1 自絡速度和電清工藝參數配置
紡純黏膠紗,自絡速度高于1 300 m/min時,成紗毛羽隨速度增加而快速增長。在保證質量的前提下,優選經濟的絡筒速度,合理的張力控制,在穩定產量的情況下,控制棉結和毛羽的增長幅度。絡筒速度設置為1 200 m/min左右。自絡工序工藝配置參數見表8。
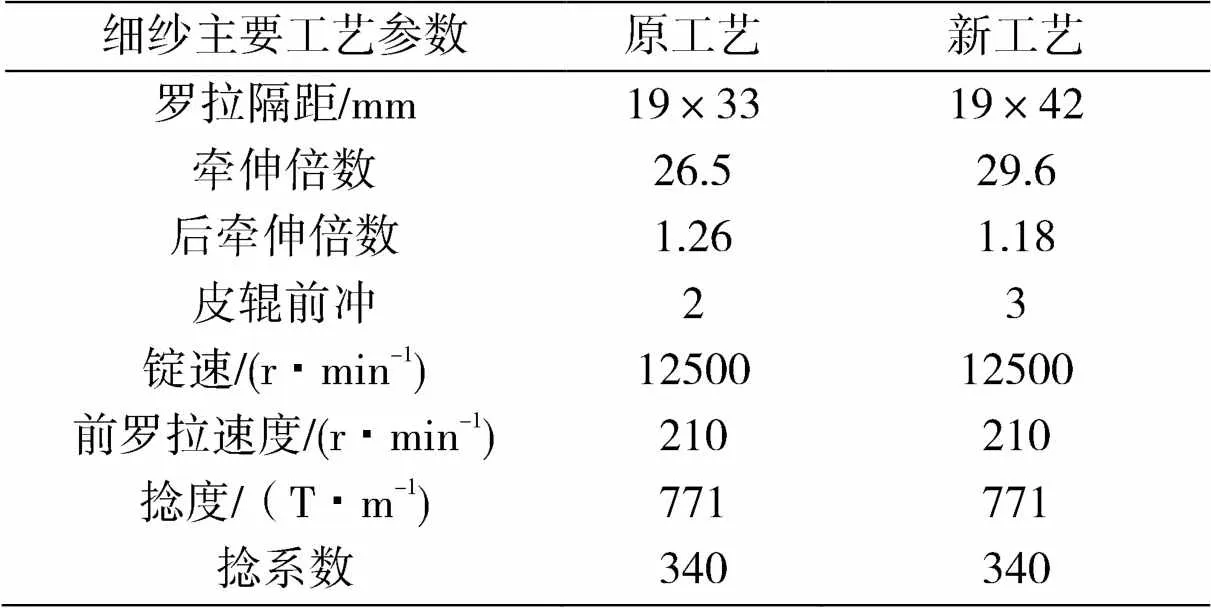
表7 細紗工序工藝參數
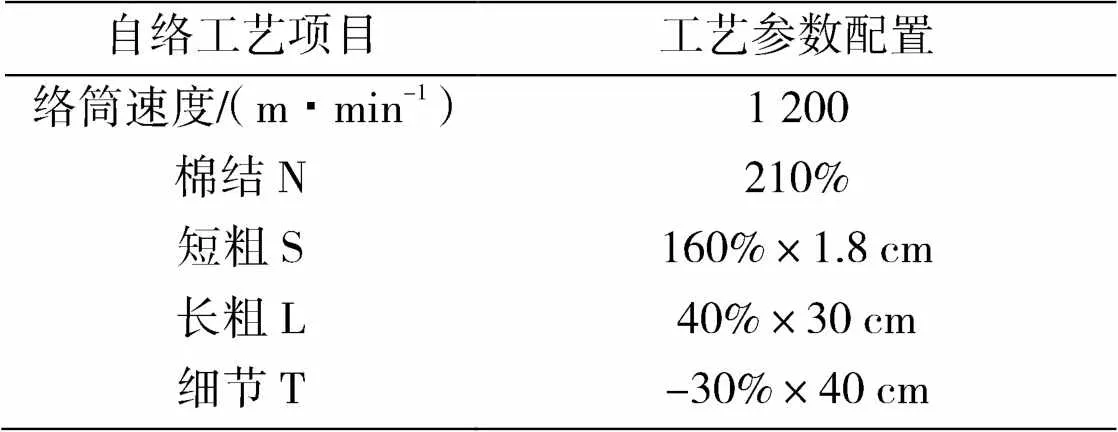
表8 自絡工序工藝參數
3.6.2 自絡效率和百管斷頭率
通過生產流程中優化工藝,自絡百管斷頭率和生產效率等指標都得到了一定程度的改善,具體數據見表9。

表9 自絡質量參數
3.6.3 成紗質量指標
經過優選梳理器材,優化工藝參數,增強梳理效果,R19.7tex麻灰黏膠紗的條干水平達到烏斯特01公報5%水平,符合國家優等紗質量標準,具體數據見表10。

表10 工藝優化前后成紗質量對比
4 結語
隨著梳理技術的不斷發展,新型梳理器材使用優質的材料、特殊的加工工藝,使梳理的效果越來越好,梳理的質量不斷提升。生產黏膠麻灰紗,原料選擇是基礎,工藝優化是重點,控制黑白紗疵是難點。通過抓好原材料把關,優選梳理器材,增強分梳,加強對生條紗疵的控制,嚴格生產管理,使公司的黏膠麻灰產品得到了認可,也為開發黏膠麻灰紗系列產品提供了技術試驗數據和生產實踐經驗。
[1] 桂亞夫. 色紡紗的質量評價[J]. 棉紡織技術, 2019, 47(6): 43-47.
[2] 劉建林.滌粘麻灰紗的生產實踐[J].上海紡織科技, 2021, 49(11):38-40.
[3] 陸惠文, 倪遠. “陸S紡紗工藝”的梳棉均衡柔和梳理工藝探討[J]. 遼東學院學報(自然科學版), 2017, 24(1): 10-15.
[4] 劉建林. 優勢紡紗工藝梳棉重定量研究[J]. 中原工學院學報, 2021, 32(3): 7-11.
[5] 陳利國, 陳天紅. 梳理機用高轉移率金屬針布齒條研發與應用[J]. 紡織器材, 2021, 48(1): 61-63.
[6] 秋黎鳳, 劉古立. 梳棉機附加分梳元件及其對梳棉質量的影響[J]. 紡織器材, 2015, 42(5): 19-21,42.
[7] 呂林軍, 章友鶴, 趙樹超, 等. 色紡紗關鍵技術及器材選用探析[J]. 紡織器材, 2018, 45(1):32-37.
[8] 劉建林. 減少滌綸色紡紗紗疵的技術措施[J]. 現代紡織技術, 2022, 30(3):1-5.
[9] 張喜昌, 張海霞. 阻燃粘膠/阻燃腈綸/棉混紡紗紡紗工藝與性能研究[J]. 上海紡織科技, 2018, 46(8): 32-34.
Application of New Carding Equipment to Improve the Product Quality of Viscose Hemp Yarn
LIU Jian-lin1,2, JIAN Xu-sheng1, LI Xiao-ping1
(1.Zhejiang Huafei Textile Co.,ltd., Quzhou Zhejiang 324400, China;2.Zhejiang Textile Engineering Society, Hangzhou Zhejiang 310009, China)
Viscose hemp grey yarn has particularly high requirements on spinning technology, and it is the key to strengthen carding and control color difference and knot. In order to improve the product quality of viscose hemp yarn, carding equipment and production process were optimized. Black viscose and natural viscose are selected, and through artificial cotton blending, viscose hemp series yarns are spun. By optimizing production process and strictly controlling color knot, unique color mixing effect is achieved. The development and production of viscose-hemp-grey yarn overcomes the disadvantages of washing and fading of clothing fabrics made of traditional knitting yarns, and avoids the disadvantages that the dyeing of white grey fabric is easy to produce chromatic aberration. A series of product tests of viscose hemp yarn were carried out, which provided technical research data and production practice experience for the development and innovation of hemp yarn products.
new type; carding equipment; viscose; grey yarn; optimize process
TS104.7
A
2095-414X(2022)04-0013-04
劉建林(1970-),男,高級工程師,研究方向:紡織新產品、新工藝和新設備.
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52