大型客機蒙皮生產線制造效率分析
2022-08-18 05:59:22鐘冬平文松濤
教練機 2022年1期
關鍵詞:生產
熊 旭,鐘冬平,唐 姍,文松濤
(航空工業洪都,江西 南昌,330095)
0 引言
蒙皮零件是飛機的主要零件類型之一,顯著特點是批量少、品種多和尺寸較大,隨著現代飛機性能指標要求的不斷提高,蒙皮零件形狀日趨復雜,外形尺寸精度和表面要求越來越高,數字化的工藝設計和成形技術是鈑金技術的發展趨勢。
目前公司陸續建成了大型客機前機身及中后機身大型蒙皮生產線并正式投入生產,成功支撐了大型客機前機身和中后機身大型蒙皮研制的科研生產任務。但由于在研制期階段,大型客機蒙皮采用單架份投產的模式進行生產,且工藝方法和管理方式仍處于摸索階段,導致研制期階段大型蒙皮年產量不能滿足批量階段的大型蒙皮生產進度要求。因此,蒙皮生產線的產能提升工作已迫在眉睫,現對公司目前大型客機蒙皮生產線制造效率進行分析并依此制定蒙皮產能速率提升方案。
1 大型客機蒙皮生產線總體生產周期分析
目前蒙皮生產周期,主要包含加工工序的時間,以及各工序之間流轉和包裝交付時間,同時還有蒙皮鏡像銑、蒙皮展平銑等關鍵設備的產能不足而造成的蒙皮等待加工的時間。據統計,在各蒙皮滾動連續生產的情況下,按現有研制批生產能力計算,單架份客機大型蒙皮生產流程,如圖1所示,待加工時間約占39%、工序流轉時間約占27%,這兩項工序的累計耗時總和達到全架份飛機累計總耗時的2/3(占66%),這表明在研制期的蒙皮生產條件下,加工工序之間的流轉、待加工時間占據了所有蒙皮加工大部分周期,而其中蒙皮鏡像銑待加工時間占了33%,這表明蒙皮鏡像銑產能不足,是影響蒙皮生產效率提升的重要因素。
另外從圖1可以看出,工序流轉時間約占整個周期的27%,即工序與工序之間,因設備、協調或運輸問題而等待停留時間占整個生產周期的1/3,這說明如果能有效降低因設備、協調或運輸等非技術問題而造成的等待流轉工序時間,那么蒙皮的加工效率將大幅度提高。
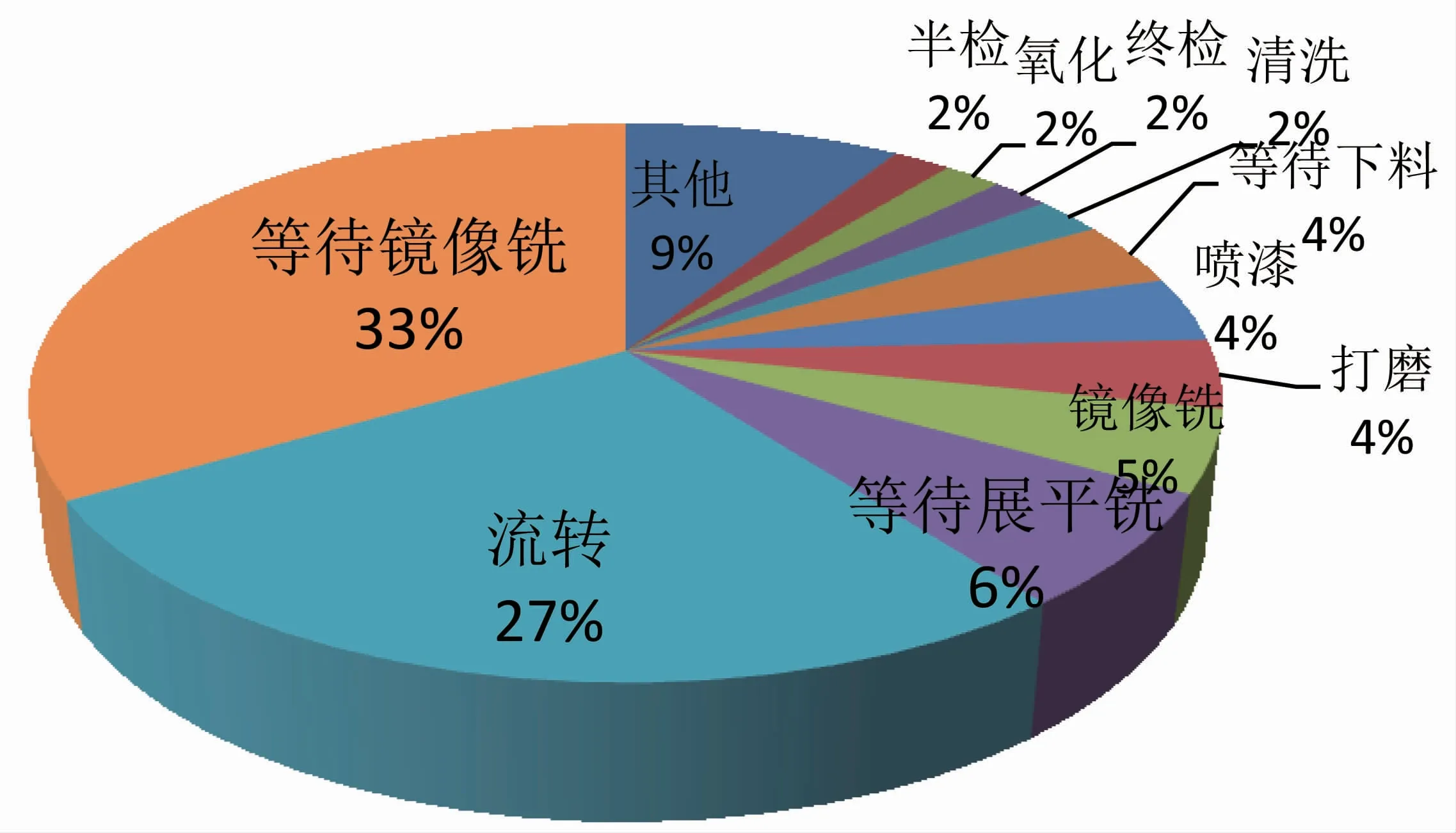
圖1 各工序累計耗時占比
如果從完成單架份蒙皮生產所需時間來看,完成單架份蒙皮生產所需時間取決于生產周期最長的那一項蒙皮的制造時間,而從單張蒙皮的各個主要加工工序來看,鏡像銑工序是制約蒙皮生產進度的主要瓶頸,即使鏡像銑開啟“三班倒”的工作模式,也不能滿足客戶方對蒙皮產能的需求,這表明鏡像銑本身的加工時間過長也是制約蒙皮生產效率提升的重要原因。
2 影響大型客機蒙皮生產關鍵步驟的生產速率分析
以一架份飛機占用加工時間的多少來排序,占用加工時間最多的前3項分別為等待加工、鏡像銑加工、工序間流轉,因此可以認為影響大型客機蒙皮交付進度的關鍵就是上述3步。為提高蒙皮交付速率,有必要對上述關鍵因素作進一步分析,以找出制約生產效率提升的關鍵因素。
2.1 待加工工序生產速率分析
在一架份蒙皮的生產中,等待鏡像銑和等待展平銑切工序前的等待時間為影響蒙皮加工效率的第一因素。如圖2所示,每張蒙皮銑切工序之前的等待時間的長短受蒙皮投產數量的影響和支配,隨著蒙皮投產數量的逐漸增加,蒙皮銑切前的等待時間也逐漸增加且增加幅度呈加速上升的趨勢。

圖2 銑切等待時間隨投產蒙皮數量的變化規律
如果單獨分析每種銑切方式下的銑切前等待時間隨投產數量的變化規律可以發現,展平銑蒙皮與鏡像銑蒙皮有相似之處,等待時間均隨著投產數量的增加而延長,但從增長幅度看,鏡像銑蒙皮遠高于展平銑蒙皮。如圖3所示,銑切等待時間隨投產數量的變化規律可看成是近似的線性關系。
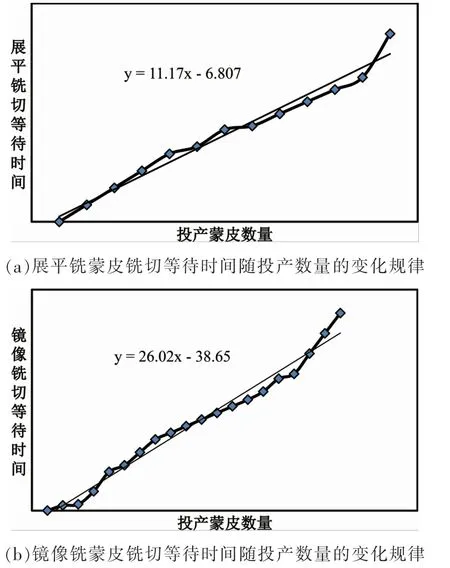
圖3 不同類型蒙皮銑切等待時間隨投產數量的變化規律
展平銑蒙皮等待時間隨投產數量的變化規律如公式(1)所示,其中,X為投產數量,Y為等待時間:

鏡像銑蒙皮等待時間隨投產數量的變化規律如公式(2)所示,其中,X為投產數量,Y為等待時間:

可以看出,待加工時間受投產數量的影響很大,投產數量越大,待加工時間越長。生產能力的不足導致大量蒙皮被迫在銑切工序前等待,浪費了大量時間。可以說,蒙皮鏡像銑和蒙皮展平銑的生產能力是制約蒙皮生產效率提升的重要瓶頸,并且鏡像銑前蒙皮的總體累計待加工時間遠超展平銑前蒙皮總體累計待加工時間。可見,僅僅通過單獨大幅度提升鏡像銑產能的方法就能改善這種相互等待的情況,提升蒙皮的生產效率。
2.2 鏡像銑工序生產速率分析
在一架份大型客機蒙皮的生產中,需鏡像銑加工的蒙皮數量為20項,因此,鏡像銑加工也是影響蒙皮交付速率的重要因素。
不同類型蒙皮的鏡像銑加工時間不同,這主要受蒙皮原材料厚度和曲率半徑大小的影響,其中蒙皮原材料厚度對鏡像銑加工時間的影響尤為顯著。如圖4所示,隨著蒙皮原材料厚度的增大,鏡像銑加工時間顯著增加,材料厚度最大的6mm原材料蒙皮的平均加工時間超過材料厚度最小的1.6mm蒙皮的1倍,而在所有鏡像銑蒙皮中,有一半的蒙皮厚度超過3mm,這表明厚度超過3mm蒙皮的鏡像銑加工周期長,耗時多,是制約蒙皮鏡像銑加工速率提升的主要原因。
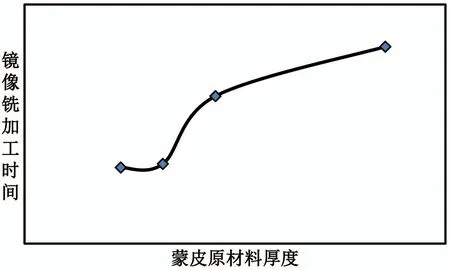
圖4 蒙皮鏡像銑周期隨原材料厚度的變化規律
按照鏡像銑加工工藝特點和要求,可將鏡像銑加工工序細分為裝夾、探點、二次編程、銑切和檢驗工序,每一工序的加工周期并不相同,相應的占據鏡像銑總加工周期的比例不同。其中,銑切工序耗時最多,占鏡像銑總加工時間的63.5%,裝夾工序占總加工時間的12.9%,檢驗工序占總加工時間的10.3%,探點和二次編程時間分別占總加工時間的6.8%和6.5%,如圖5所示。
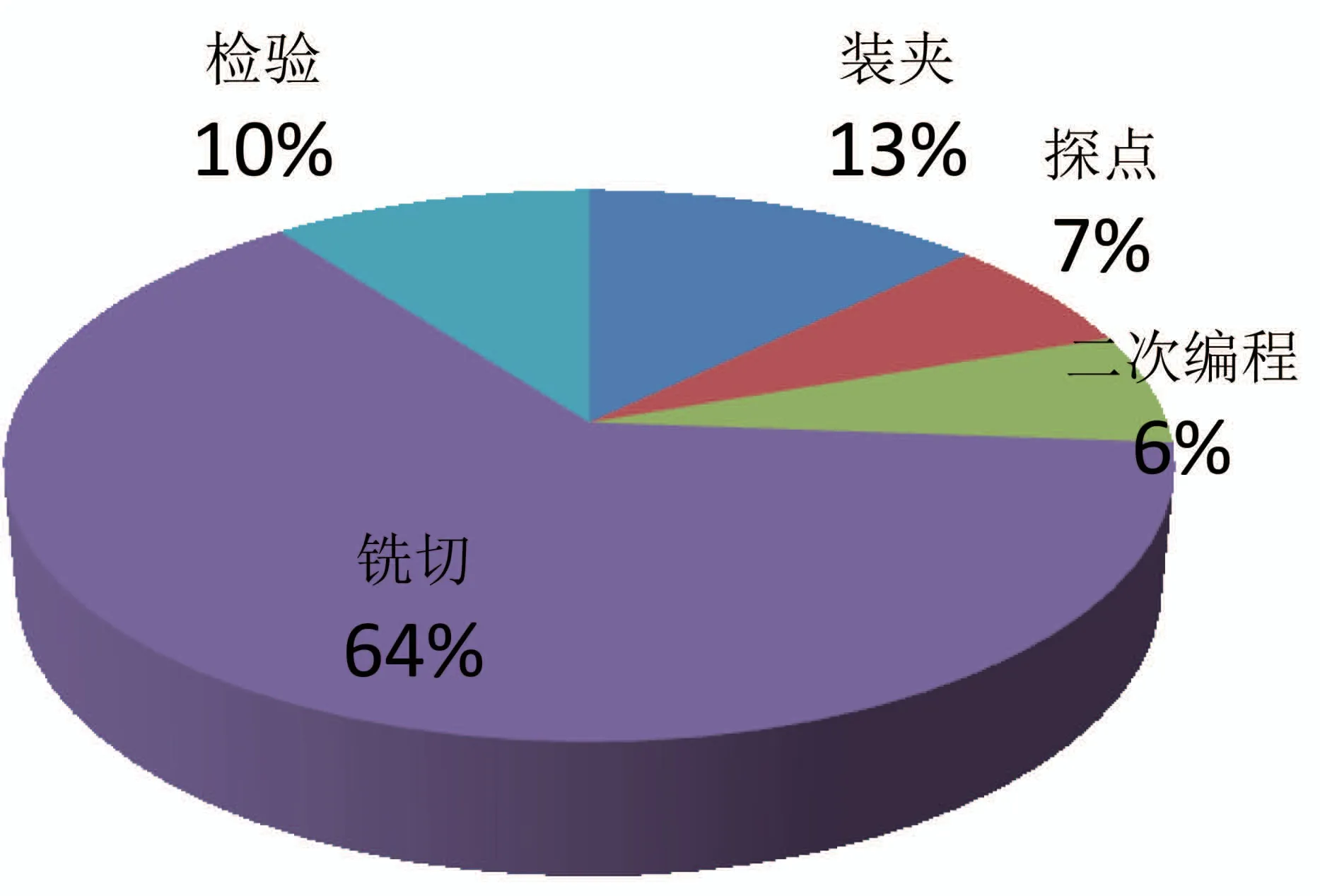
圖5 鏡像銑各工序加工時間對比
裝夾、探點、二次編程工序屬于銑切前的準備工序,而檢驗工序屬于銑切后的質量控制工序,這些工序均屬于正式銑切工序前、后的輔助工序,并不屬于銑切加工的主體,并不產生實際的經濟效益,且此兩項輔助工序共占用鏡像銑加工時間的36.5%,超過了1/3。更為重要的是,除了檢驗工序之外,其他的輔助工序均需要在機床上進行,即均需要占用機床的加工時間。這些輔助工序耗時過長影響了鏡像銑的加工周期,并且使得鏡像銑設備不能100%投入蒙皮的銑切加工,因此如能夠有效減小上述輔助工序,就能較大幅度提高蒙皮鏡像銑的利用率。
2.3 工序流轉速率分析
在一架份蒙皮的生產中,各工序之間的流轉時間占累計加工總時間的26.95%。這表明蒙皮加工工序與加工工序之間的流轉等待時間也極大地影響了蒙皮的生產效率。
在各主要加工工序之間均存在流轉,包括下料工序與成型工序之間的流轉、成型工序與銑切工序之間的流轉、銑切工序和切邊工序之間的流轉,切邊工序和打磨工序之間的流轉、打磨工序和半檢工序之間的流轉、半檢工序與清洗工序之間的流轉、清洗工序和滲透工序之間的流轉及滲透工序和表面處理工序之間的流轉等等,每道流轉工序可細分為組織搬運人員、與下道工序單位辦理交接、對蒙皮施加保護、將蒙皮搬上轉運架及將蒙皮運輸至下一工位或廠房等主要工序。同時,按照流轉工序前后兩道加工工序的參與人員的相互熟悉程度和工位距離遠近,可將流轉工序分為相近工序之間的流轉和不同工序之間的流轉。按照這種分類方法,銑切與切邊、打磨與半檢、清洗與滲透之間的流轉工序屬于相近工序之間的流轉,而成型與銑切、切邊與數控半檢、半檢與清洗、打磨與氧化之間的流轉屬于不同工序之間的流轉。兩種流轉類型所對應的流轉工序如表1所示。
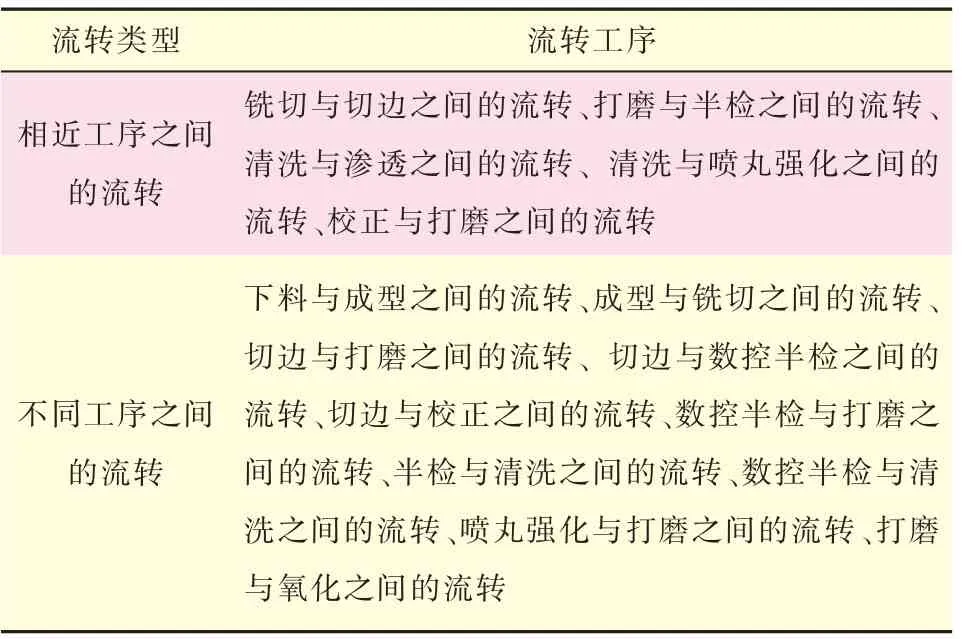
表1 兩種流轉類型所對應的流轉工序
無論對于相近工序之間的流轉還是對于不同工序之間的流轉,召集組織人員均占據流轉工序的大部分時間,在相近工序之間的流轉中,生產組織工序需要大量時間,占該流轉工序總時間的50%,而在不同工序之間的流轉之中,生產組織工序則耗時更長,占該流轉工序總時間的62.5%。這歸因于蒙皮尺寸和重量均較大,搬運每一張蒙皮就需要4至10人不等,考慮到蒙皮連續滾動同時生產的要求,同一時間往往有5張蒙皮需要在各個工序、各個生產工位之間進行搬運流轉,以平均每項蒙皮流轉需要8名搬運工來計算,需要同時組織40名搬運工進行蒙皮的轉運工作,這40名搬運工的組織協調需要消耗大量時間。此外,辦理交接工序也需要消耗大量時間。除了協調搬運工及辦理交接需要較多的時間之外,對蒙皮內外表面貼附壓敏保護膜和用角保護器保護尖角也需要時間。
3 結論
1)蒙皮銑切待加工時間受投產數量的影響很大,投產數量越大,待加工時間越長,且鏡像銑前蒙皮的總體累計待加工時間遠超展平銑前蒙皮總體累計待加工時間。可通過單獨大幅度提升鏡像銑產能的方法,改善這種相互等待現象,顯著提升蒙皮的生產效率。
2)鏡像銑生產周期不僅受蒙皮原材料厚度和曲率半徑大小的影響,同時還受裝夾、探點、二次編程等輔助工序的影響,如能夠有效減小上述輔助工序,則能較大幅度地提高蒙皮鏡像銑的加工效率。
3)蒙皮工序流轉分為相近工序之間的流轉和不同工序之間的流轉,可通過建立一套智能物流系統或組建專業蒙皮搬運團隊的方法來提升蒙皮流轉速率,減少蒙皮的劃傷和蒙皮質量問題。
猜你喜歡
江蘇安全生產(2022年9期)2022-11-02 07:01:24
中國化肥信息(2022年7期)2022-08-31 01:28:54
山東冶金(2022年2期)2022-08-08 01:50:42
小學科學(學生版)(2020年10期)2020-10-28 07:52:12
中國化肥信息(2020年7期)2020-03-19 01:54:02
中國軍轉民(2017年6期)2018-01-31 02:22:28
消費導刊(2017年24期)2018-01-31 01:29:23
中國制筆(2017年2期)2017-07-18 10:53:09
現代企業(2015年4期)2015-02-28 18:48:06
汽車零部件(2014年11期)2014-09-18 11:57:16