激光與電火花復合修整粗粒度弧形金剛石砂輪試驗研究
2022-08-17 08:41:52陳根余戴隆州李明全袁尚勇
中國機械工程 2022年15期
陳根余 戴隆州 李明全 袁尚勇
湖南大學機械與運載工程學院,長沙,410082
0 引言
高形狀精度和表面質量的非球面及自由曲面光學元件已被廣泛應用于先進光學系統[1],這些光學元器件大多使用陶瓷、碳化硅、光學玻璃、硬質合金等硬脆材料。采用弧形金剛石砂輪對上述材料進行超精密磨削是較可靠的加工方式。在這些自由曲面加工中,需要根據弧形砂輪的理想廓形來設計運動軌跡程序。若實際弧形砂輪的輪廓形狀與理想弧形輪廓形狀存在較大誤差,則會使得磨削的曲面形狀精度達不到設計要求[2-3]。因此,獲得高輪廓精度的弧形金剛石砂輪對提高非球面磨削質量至關重要。探索高質、高效的弧形金剛石砂輪修整方法與工藝是近年來國內外學者的研究熱點之一。
目前,國內外研究者采用的弧形金剛石砂輪修整方法有杯形砂輪修整[1,4]、成形滾壓修整[5]、磨削修整[6-8]、在線電解修整(electrolytic in-process dressing,ELID)[9-10]、電火花修整[11-13]、激光修整[14-17]等。杯形砂輪的修整需要配套圓弧旋轉的控制裝置,結構復雜且對機床精度要求較高[4]。成形滾壓修整是利用擠壓輪與被修整砂輪之間的擠壓破碎來去除材料,其修整效率較低且修整精度難以保證[5]。磨削修整法可以實現較高的修整精度,但在修整過程中,機械力的存在容易使砂輪產生變形,同時修整刀具的磨損導致不能重復多次使用[7]。杯形砂輪修整、成形滾壓修整、磨削修整均是接觸式的機械修整,修整中存在較大機械作用力,造成磨粒破碎或脫落,此外,修整刀具磨損也會影響修整精度。采用非接觸式的修整方法可以避免接觸力帶來的砂輪變形,是比較理想的修整方式。ELID修整方式在電解過程中會在砂輪表面形成一層絕緣氧化膜,需要在隨后與工件的在線磨削中被消耗掉,以維持電解修整的持續進行[10],但電解液的使用對環境不友好,且修整效率較低。電火花修整法只適合修整金屬基金剛石砂輪,修整圓弧砂輪的輪廓精度較高[13],但不能直接去除金剛石磨粒,修整效率較低。激光修整法適用性廣,不受加工介質和加工材料影響,是一種高效的弧形砂輪修整技術[14],但受到激光高斯光束特性的影響,輻照在砂輪表面的光斑大小和激光能量隨修整路徑變化,而且相同能量的激光對結合劑材料和磨粒的去除量不同,因此,激光修整法較難實現高精度的弧形金剛石砂輪的修整。
為實現粗粒度弧形砂輪高效率精密修整,本文提出采用激光粗修和電火花精修的復合修整策略,先利用激光高效去除多余磨料層,粗修出弧形輪廓;再用高精度弧形電極匹配激光修整后的輪廓,通過控制兩者修整輪廓的重合度,確定弧形電極的位置后進行電火花修整,修整出較高精度的弧形金剛石砂輪。最后,通過磨削氧化鋁陶瓷驗證弧形砂輪的修整效果。
1 弧形砂輪修整原理分析
圖1所示為采用激光法在平行青銅金剛石砂輪上加工出弧形砂輪的試驗裝置。在修整過程中,根據設計弧形輪廓制定出激光的修整路徑,讓聚焦的高能量脈沖激光按設計的修整路徑燒蝕去除多余磨料層,獲得所需弧形形狀的金剛石砂輪。

圖1 激光切向修整弧形砂輪裝置
然而,受到激光光束特性的影響(見圖2),激光修整需要嚴格控制和調整才能保證精度。聚焦的激光光束在光軸上的光斑是變化的,只有在焦深的距離內可視為光斑大小恒定。圖 2a中θ為激光束的發散角,r為光軸上不同位置的激光束半徑,w0為最小的激光束半徑,λ為激光波長。待修整砂輪是一個圓柱面,使輻照在砂輪表面的激光光斑隨激光修整路徑變化。
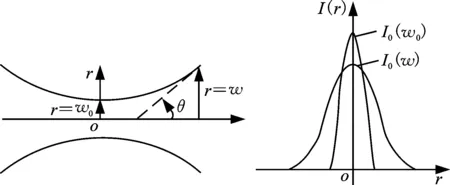
(a)激光光束形狀 (b)光束光強分布
此外,激光光束的不同位置上的激光能量也是高斯分布的。圖2b為垂直于光軸平面內激光光強的分布規律,其中I0(w)、I0(w0)分別對應半徑為w、w0的激光光斑中心位置處的光強。激光束沿z軸方向傳播的光強可表示為
(1)
式中,P為激光功率;w(x)為激光光強下降至光斑中心強度的1/e2位置處的光束半徑[18]。
高斯光束在任意截面內的能量密度在其中心最大,沿邊緣方向遞減。因此,這類激光光束在加工材料時,從光束中心處往外邊緣的材料去除能力逐漸下降。
受到激光光斑內能量高斯分布的影響,激光加工沒有確定位置的刀尖,按標準輪廓設計的路徑加工得到的輪廓有誤差。此外,相同能量的激光照射在結合劑材料和磨粒上,其材料去除量有較大差異。更重要的是,砂輪是由磨粒、結合劑及氣孔組成的,其空間結構分布極為復雜。因此,激光在修整弧形砂輪過程中按標準輪廓設計的修整路徑,得到的弧形輪廓精度較差。鑒于激光光束特性造成的誤差,采用工藝優化方法難以對其補償,因而無法獲得高精度輪廓形狀的弧形砂輪。
電火花修整法是在砂輪與工具電極間產生火花放電,瞬間釋放大量的熱使砂輪放電區域的金屬結合劑熔化甚至氣化,導致砂輪表面磨粒突出或脫落,從而實現對砂輪的修整。砂輪中金剛石磨粒不導電,電火花放電的作用點不會直接在金剛石上產生,但會受到周邊結合劑上電火花放電的熱影響。有試驗研究指出,在溫度750 ℃時,金剛石與空氣中的氧氣發生反應,金剛石會被軟化而影響磨削性能,若溫度繼續升高,達到約1500 ℃時,金剛石發生向石墨的轉變,將導致砂輪中磨粒的強度和硬度下降[19-20]。因此,受到周圍結合劑材料上的放電作用熱影響,若溫度升高到足夠高就可使金剛石磨粒微量去除(軟化或轉化成石墨)。可考慮選取合適的放電參數,去除微量金剛石磨粒和結合劑材料,精密修整成形砂輪。
電火花修整成形砂輪中有一種簡單的實現方式是采用成形電極來放電修整。只需要加工出相應的成形電極,就可以實現弧形金剛石砂輪的修整。如圖3所示,待修整弧形砂輪連接放電電源正極,帶有相反弧形輪廓的紫銅電極連接放電電源負極,調整好電極與砂輪的對應位置,控制好兩者之間的放電間隙,即可修整出弧形輪廓砂輪。
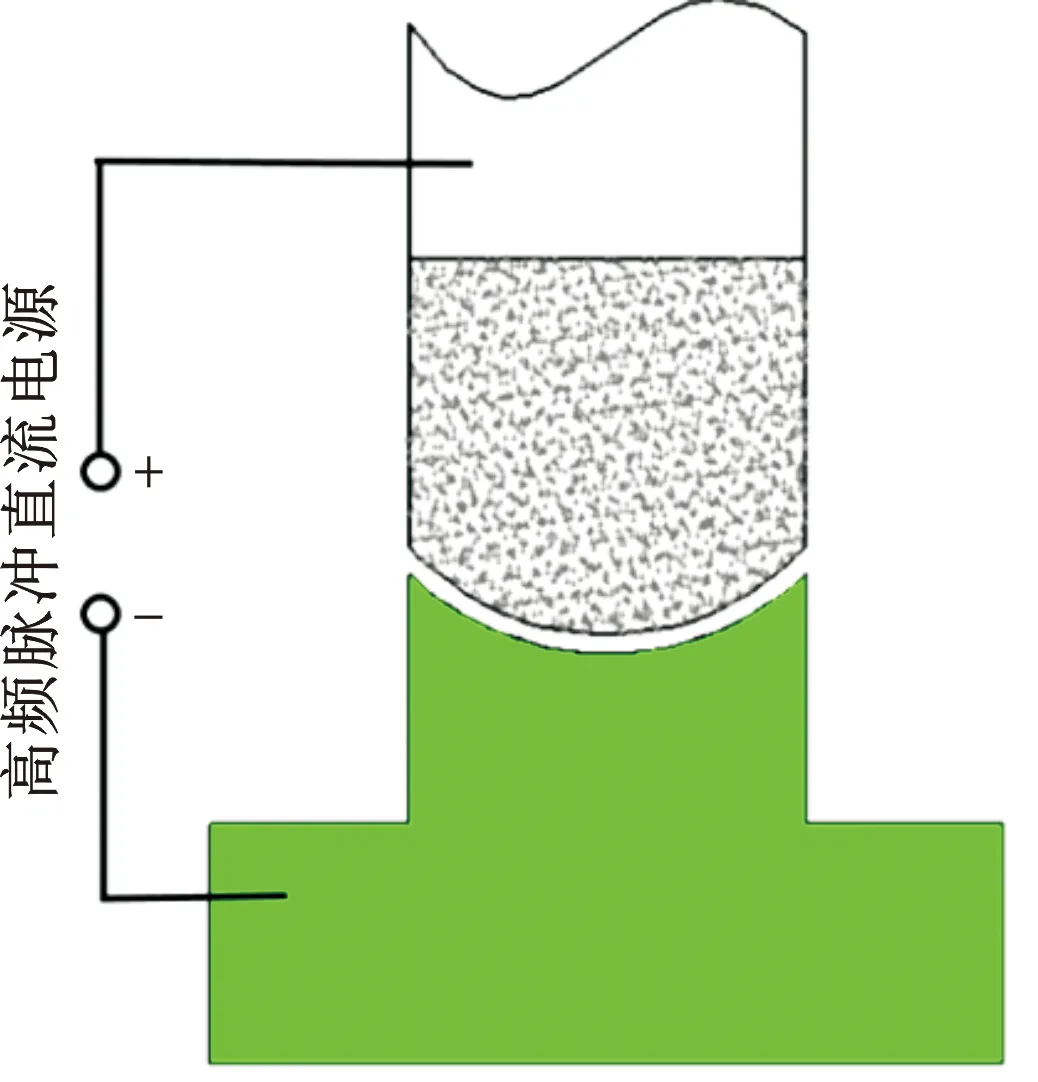
圖3 成形電極電火花修整砂輪裝置
電火花修整砂輪中也會對負極連接的成形電極產生電腐蝕,若只用成形電極電火花修整,將砂輪直接從平行砂輪修整為弧形,則成形電極弧形輪廓上對應需去除磨料層的厚度不一致,會使成形電極上弧形輪廓的電腐蝕量不均勻,造成成形電極上的弧形輪廓精度變差,難以實現高精度的修整。
綜合考慮以上兩種修整方法的優劣,本文選擇用激光法粗修整和成形電極電火花法精修整來實現弧形砂輪的高精度修整。激光修整中的材料去除率較高,可快速修整得到弧形輪廓砂輪。成形電極電火花修整法的輪廓精度較高,可保證最終待修砂輪的弧形輪廓精度。在修整過程中,兩種方法修整的弧形輪廓精確匹配是關鍵。如圖4所示,先確定激光修整后弧形輪廓的位置,用激光在打標卡上刻蝕出“+”痕跡,獲得激光修整弧形輪廓與打標卡上“+”的位置關系,然后調節修整機床坐標系位置關系,使得成形電極的尖角與激光燒蝕出的“+”角位置對應位置關系,可計算得到成形電極與砂輪的加工位置,從而實現弧形砂輪的高質高效修整。
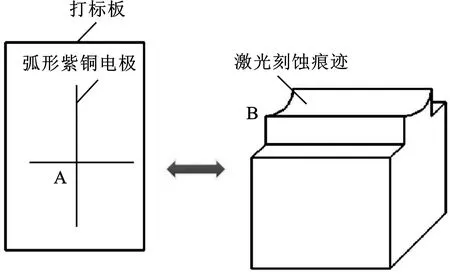
圖4 兩種修整方法的匹配
2 修整精度評價
本文采用圖5所示的磨削石墨板復印法檢測修整后砂輪輪廓。首先磨削石墨板復印出修整后砂輪的輪廓,然后用工業相機拍攝石墨板上的復印輪廓,經圖像處理提取石墨板上的輪廓形狀幾何參數,與理想輪廓匹配對比計算,就可得出修整輪廓與理想設計輪廓之間的偏差。對所拍攝石墨板圖片上的輪廓邊緣提取識別出輪廓數據,擬合后即可得到圓弧半徑。同時可計算得到輪廓數據與修整設定圓弧的輪廓誤差峰谷(PV)值。輪廓誤差PV值表征了輪廓上的數據點相對于擬合圓弧的誤差,能反映砂輪修整后的弧形砂輪輪廓的圓度誤差。
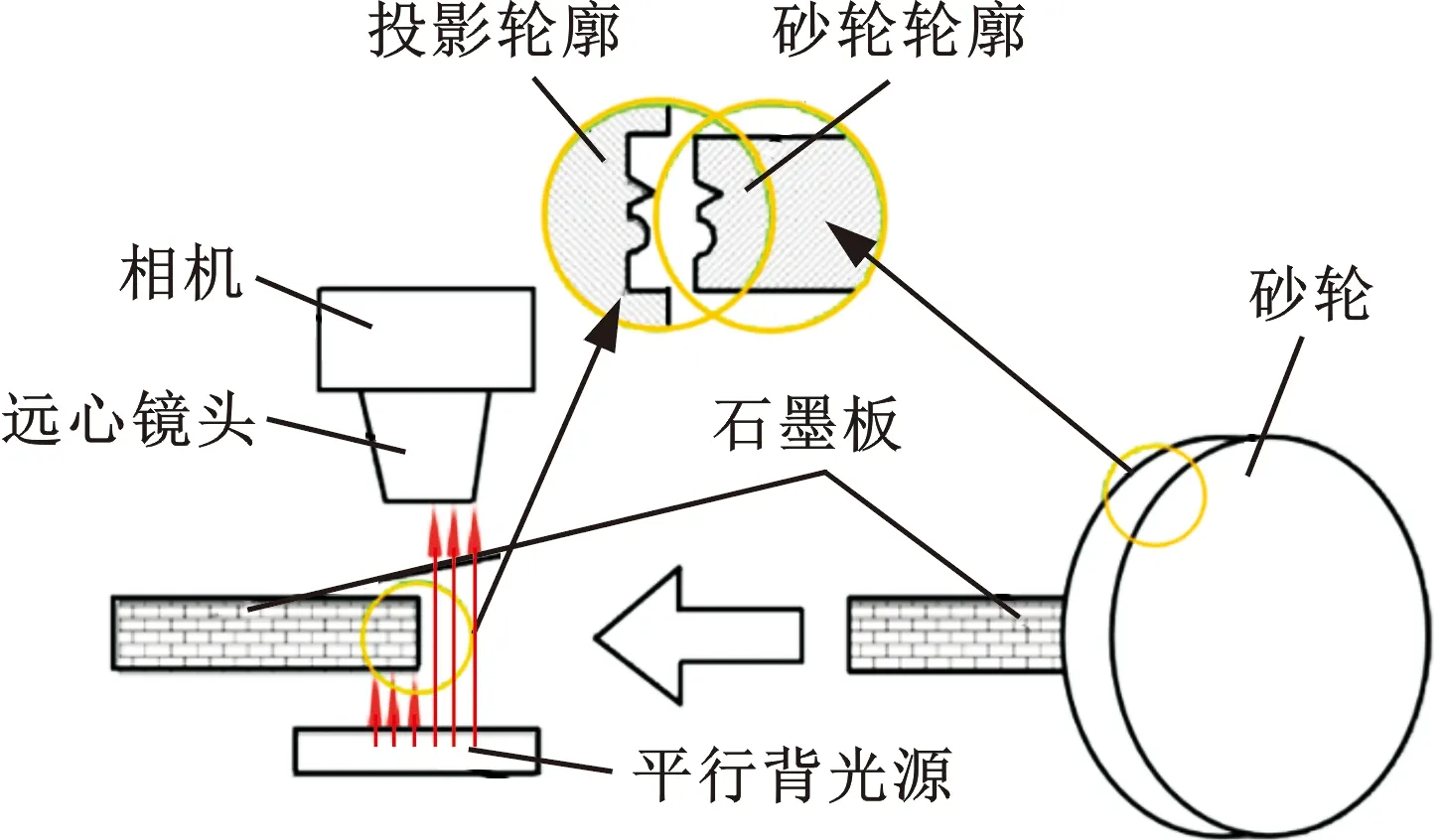
圖5 磨削石墨板復印輪廓檢測砂輪
3 弧形金剛石砂輪修整試驗
本文試驗是在平行的青銅結合劑金剛石砂輪上修整出弧形輪廓。待修砂輪粒度為120,型號為100D×10T×5X×31.75H,砂輪外徑為100 mm,砂輪寬度為10 mm,金剛石磨粒平均大小為126 μm。理想的弧形輪廓如圖6所示,圓弧半徑為13 mm,深度為1 mm,寬度為10 mm。根據弧形輪廓制定出修整方案:粗修整時,激光修整路徑是半徑為13.05 mm的圓弧,在圓弧輪廓邊緣留出0.05 mm的精修整余量,激光修整后采用石墨板磨削復印檢測修整的輪廓;精修整時,高精度凹圓弧紫銅電極需與激光粗修后的輪廓精準匹配,進行電火花放電修整。試驗中監測放電狀態來控制進給情況,每次的進給量a=2 μm。在整個圓弧輪廓上基本無放電狀態后,磨削石墨板檢測修整精修整后的輪廓精度。采用VHX-5000超景深三維光學顯微鏡檢測砂輪表面微觀形貌和微觀結構。

(a)激光粗修整
激光粗修整中使用的激光器是YLP-V2-1/120/5/100-HC脈沖摻鐿光纖激光器,波長為1064 nm,激光功率P=80 W,重復頻率f=100 kHz,脈寬ton=100 ns。如圖7所示,砂輪修整試驗在MUGK71205精密平面磨床上實現,待修整的砂輪安裝在磨床主軸上,激光燒蝕頭在Z方向上的掃描速度vs可控制激光在砂輪軸向方向的光斑重疊率,待修砂輪旋轉速度nw可控制激光光斑在砂輪周向的光斑重疊率[14]。

圖7 激光粗修整砂輪試驗
圖8給出了在激光修整中弧形砂輪輪廓誤差PV值隨砂輪旋轉速度和激光掃描速度變化的曲線。由圖可知,在砂輪旋轉速度為340~640 r/min和激光掃描速度為2.4~6 mm/min時,弧形輪廓誤差PV值的變化范圍為19~30 μm。同時發現在砂輪旋轉速度較低和激光掃描速度較低時,可獲得較好的輪廓精度。這是由于砂輪的周向和軸向的激光光斑重疊率增大,材料去除更均勻,從而提高了砂輪的輪廓精度。

(a)弧形輪廓精度隨砂輪轉速變化
在磨床的數控系統中,以半徑為13.05 mm的圓弧編制修整路徑的數控程序(圖9)。根據前期試驗經驗選取加工運動參數,在340 r/min的砂輪轉速和2.4 mm/min激光掃描速度下獲得了較好的修整效果。如圖10a和圖10b所示,磨削石墨板復印輪廓,提取輪廓數據,擬合得到弧形輪廓半徑和輪廓精度PV值,通過4次檢測取平均值作為檢測結果。擬合得到的弧形輪廓半徑分別為13.133 mm、13.164 mm、13.148 mm、13.137 mm,其輪廓精度PV值分別為19.34 μm、20.12 μm、22.15 μm、24.48 μm。擬合得到的弧形輪廓半徑均值為13.146 mm,其輪廓精度PV值為21.52 μm。修整得到的弧形輪廓半徑與修整路徑中的弧形輪廓半徑相差較大(兩者最大相差114 μm),這是因為受到激光高斯光束特性和砂輪圓柱曲面的影響,按修整路徑設計的圓弧ABC,而激光與砂輪表面接觸路徑為A1B1C1(見圖9)。受到砂輪圓柱曲面的影響,輻照在砂輪表面的激光光斑面積從A1-B1和C1-B1逐漸增大,造成圓弧ABC中留下余量未被去除。因此,激光修整得到的弧形輪廓半徑比修整路徑中的弧形輪廓半徑大。在超景深顯微鏡下觀測修整后的砂輪表面形貌如圖10c和圖10d所示。可以看出,激光已將多余磨料層去除,獲得了與理想輪廓接近的弧形輪廓。砂輪表面金剛石被部分去除,同時能看到激光按修整路徑的燒蝕痕跡。

圖9 激光修整路徑設計方案

(a)弧形砂輪輪廓的石墨板復印 (b)弧形砂輪的輪廓誤差PV值
在激光粗修后,電極上的弧形輪廓需要與激光法粗修的輪廓匹配。如圖11所示,帶有高精度弧形輪廓的紫銅電極(輪廓誤差PV值為5 μm)由一精密虎鉗夾持,放電能量由日本電源ED911高頻直流脈沖電源提供。砂輪通過一個可伸縮的石墨電極與高頻脈沖直流電源的正極連接,紫銅電極連接電源的負極,在砂輪和紫銅電極之間噴入冷卻的壓縮空氣,設置好相關放電參數和運動參數,開展電火花精修整弧形砂輪試驗。修整試驗中,開路電壓U=90 V,峰值電流I=10 A,占空比p=40%,脈沖周期t=10 μs。
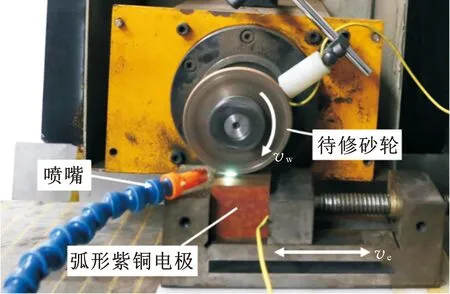
圖11 電火花精修整砂輪試驗
圖12給出了電火花修整中的弧形砂輪輪廓誤差PV值隨砂輪旋轉速度和電極往返速度變化的曲線。在砂輪旋轉速度為300~1500 r/min和電極往返速度為200~800 mm/min的情況下,較高的砂輪旋轉速度和電極往返速度可獲得更好的輪廓精度。這是由于砂輪轉速的提高使電火花放電去除材料的重疊率更高,能更均勻地去除材料。同時,電極往返速度的增大減小了弧形紫銅電極輪廓的損耗,從而提高弧形砂輪的輪廓精度。如果電極往返速度繼續提高(800~1000 mm/min),則單個脈沖放電周期內放電腐蝕范圍擴大,使得放電能量不集中,金剛石磨粒(軟化或氣化)的去除量減小,輪廓誤差PV值增大。

(a)弧形輪廓精度隨砂輪轉速變化
根據前期試驗經驗選取加工運動參數,在砂輪轉速為1500 r/min和電極往復速度為800 mm/min下獲得了較優的修整效果。同樣分別檢測了4次,擬合得到的弧形輪廓半徑分別為13.007 mm、13.003 mm、13.008 mm、13.005 mm,其輪廓誤差PV值分別為10.67 μm、12.21 μm、11.14 μm、9.58 μm。擬合得到的弧形輪廓半徑均值為13.006 mm,其輪廓誤差PV值為10.90 μm。其中一個檢測結果見圖13a和圖13b,修整后的砂輪在超景深顯微鏡下觀測到的表面形貌如圖13c所示,可以看出,砂輪表面磨粒有放電腐蝕的痕跡,結合劑表面有電火花電腐蝕后形成的重鑄層(圖13d)。電火花精修整后砂輪表面磨粒具有一定的突出高度。在砂輪整個圓周上隨機選取10個區域,統計了區域內的磨粒突出高度,發現90%的磨粒突出高度介于16~28 μm之間,磨粒的平均突出高度為21.85 μm(圖14)。合適的磨粒突出高度能確保砂輪磨削時擁有足夠的容屑空間,有利于磨削液的進入,發揮出更好的磨削性能。

(a)弧形砂輪輪廓的石墨板復印圖 (b)弧形砂輪的輪廓誤差PV值

圖14 磨粒突出高度檢測結果
4 磨削試驗
采用修整好的弧形砂輪進行磨削試驗,工件材料為A96氧化鋁陶瓷,工件通過虎鉗夾固定于工作臺上。A96氧化鋁陶瓷材料常用作厚膜電路基板,在微電子行業中應用較多,磨削氧化鋁陶瓷能準確地反映砂輪的修整精度。表1給出了磨削試驗相關參數。磨削試驗結束后,通過觀測磨削工件的輪廓精度來評價砂輪的修整質量。磨削試驗結果如圖15所示。同樣檢測了4次,擬合得到的弧形輪廓半徑分別為13.013 mm、13.018 mm、13.009 mm、13.008 mm,其輪廓誤差PV值分別為11.91 μm、13.28 μm、10.46 μm、9.67 μm。擬合得到的弧形輪廓半徑均值為13.012 mm,其輪廓誤差PV值為11.33 μm。與文獻[15]采用的激光法修整的圓弧輪廓精度約20.3 μm相比,本文采用的復合修整法能獲得更高的圓弧輪廓修整精度。
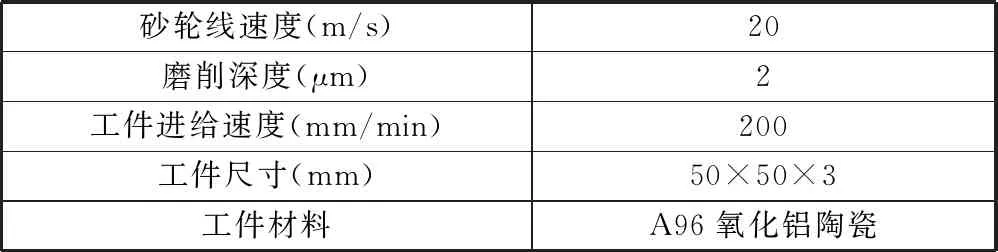
表1 磨削試驗的參數和條件

(a)磨削后的工件輪廓
5 結論
復合激光粗修整和電火花精修整的修整方法可以修整出較高精度的弧形金剛石砂輪。在修整半徑為13 mm的弧形輪廓中,最終復合修整得到的弧形金剛石砂輪輪廓半徑為13.006 mm,且輪廓誤差PV值為10.90 μm。用修整后的弧形金剛石砂輪磨削氧化鋁陶瓷,試驗結果表明,陶瓷工件的輪廓擬合半徑為13.012 mm,輪廓誤差PV值為11.33 μm。該修整方式具有良好的實用價值和應用前景。