石墨換熱設(shè)備浸漬工藝探討
2022-08-10 03:49:28李剛*
化工裝備技術(shù) 2022年3期
關(guān)鍵詞:工藝
李 剛*
(淄博市特種設(shè)備檢驗研究院)
0 前言
石墨換熱設(shè)備具有較良好的耐腐蝕性、耐熱性及良好的傳熱效果,在石油、化工等行業(yè)中被廣泛應(yīng)用。但炭石墨材料是多孔材料,坯料的氣孔率可達(dá)20%~30%,這會降低石墨換熱設(shè)備的力學(xué)性能,一般可以通過浸漬的方法制備不透性石墨材料,浸漬劑性能是影響石墨換熱設(shè)備性能的關(guān)鍵因素。酚醛樹脂結(jié)構(gòu)穩(wěn)定,親和性好,價格低,不需要添加其他固化劑,除了堿、強氧化性酸介質(zhì)外的石墨設(shè)備多選用酚醛樹脂作為浸漬劑。
某石墨換熱設(shè)備制造企業(yè)以酚醛樹脂、改性酚醛樹脂作為浸漬劑,介紹了浸漬工藝評定的一般程序、浸漬固化過程以及試樣的制備、試驗步驟、試驗結(jié)果,比較了兩種浸漬劑的性能,驗證了浸漬固化工藝的正確性。
1 浸漬固化工藝
浸漬工藝評定試樣制備、試驗程序如圖1 所示。
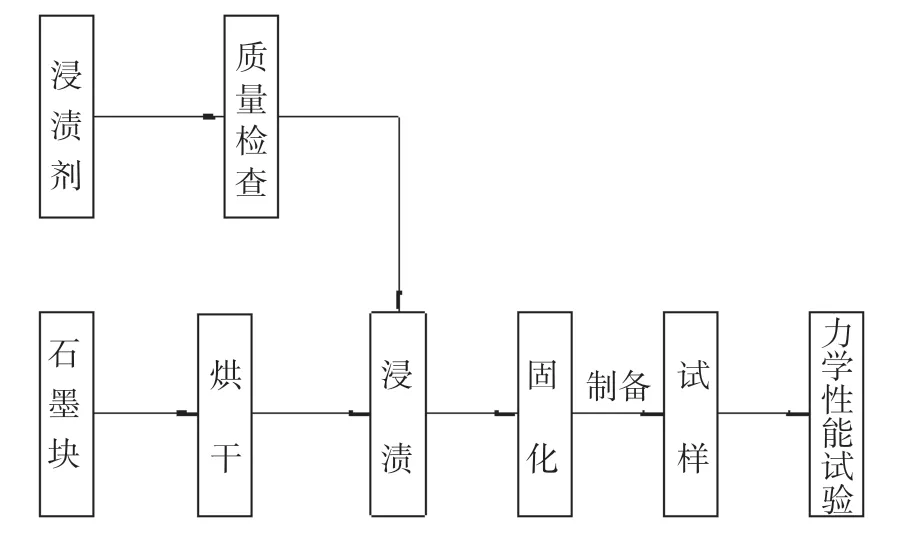
圖1 浸漬工藝評定程序
1.1 浸漬前的準(zhǔn)備工作
檢查浸漬工藝所需自控裝置、浸漬罐、固化罐、樹脂貯存罐及真空泵和空氣壓縮機是否正常運轉(zhuǎn)。
檢查浸漬前的原材料是否符合質(zhì)量指標(biāo)要求;用于浸漬的人造石墨材料應(yīng)無裂紋、局部松動、干顆粒、大通孔等缺陷,材質(zhì)均勻、表面不應(yīng)有油污及雜物等,質(zhì)量指標(biāo)可見表1,理化指標(biāo)符合YB/T 2818—2005《石墨塊》標(biāo)準(zhǔn)。

表1 石墨材料質(zhì)量指標(biāo)
A 組選用酚醛樹脂浸漬劑,B 組選用改性樹脂浸漬劑,酚醛樹脂中加入20%糠醇樹脂(質(zhì)量比)。浸漬劑選用某樹脂公司生產(chǎn)的酚醛樹脂,相關(guān)質(zhì)量指標(biāo)可見表2。

表2 浸漬劑質(zhì)量指標(biāo)
石墨試驗塊取樣時,以相同原料、配方及生產(chǎn)工藝生產(chǎn)的同一規(guī)格不超過30 t 的石墨作為一批,隨機抽樣,數(shù)量不少于3 塊。
1.2 石墨件烘干處理
(1)吹灰處理
用壓縮空氣吹掃石墨電極孔道內(nèi)、換熱件表面附著的石墨粉及雜質(zhì),以防止阻塞浸漬表面空隙,影響浸漬效果。
(2)烘干處理
在烘干罐內(nèi)通電加熱,升溫至120 ~140 ℃,保溫3 h 后取出并自然冷卻,從而除去石墨管料氣孔中的水分。烘干時,釜蓋與釜之間需留出20 ~30 mm的間距,以保證水蒸氣充分散發(fā)。
1.3 浸漬、固化處理
(1)真空操作
將石墨件放在吊筐內(nèi),石墨件應(yīng)留有間隙,以使樹脂與表面充分接觸,裝好后將吊筐放入立式浸漬罐中密封。打開真空泵管線閥門,開啟真空泵,將釜內(nèi)及石墨孔隙中的空氣抽出,真空度達(dá)到-0.098 MPa(不得低于-0.096 MPa),保持2.5 h,然后打開樹脂貯罐閥門,吸入樹脂, 樹脂應(yīng)浸沒石墨件并確保液位不低于150 ~200 mm。
(2)浸漬加壓操作
抽完樹脂保持真空狀態(tài)30 min 后,開啟排空閥,當(dāng)真空度降為0 時,關(guān)閉真空管線,打開壓縮空氣管線,開啟壓縮機,對浸漬罐進行加壓,當(dāng)壓力達(dá)到0.70 MPa 后,保壓3 h。開啟壓力表閥門前必須先關(guān)閉真空度表,以免損壞真空度表。保壓后,開啟樹脂貯存罐閥門,將樹脂壓回后打開排氣閥,當(dāng)罐內(nèi)、外壓相等時打開罐蓋。
(3)樹脂流掛處理
浸漬卸壓后,應(yīng)在浸漬釜內(nèi)做適當(dāng)?shù)牧鲯焯幚恚幚頃r間為6 h。
(4)固化處理
將浸漬好的石墨件送入固化罐內(nèi),石墨件之間應(yīng)有3 mm 以上空隙,防止石墨件黏連。密封后,開啟空壓機并送入壓縮空氣,加壓至0.7 MPa(不低于浸漬壓力),防止升溫過程中石墨孔隙中的樹脂大量逸出。然后按照設(shè)定的升溫程序進行固化處理,按照TSG 21—2020《固定式壓力容器安全技術(shù)監(jiān)察規(guī)程》的規(guī)定,最高固化溫度應(yīng)取石墨設(shè)備最高允許工作溫度165 ℃,固化升溫曲線如圖2 所示。固化完成后,排空并緩慢卸壓,使其自然冷卻至室溫,打開固化罐,取出石墨件降溫,至此完成一次浸漬和熱處理工藝。浸漬及固化過程,一般要重復(fù)循環(huán)3 次才能滿足質(zhì)量要求。
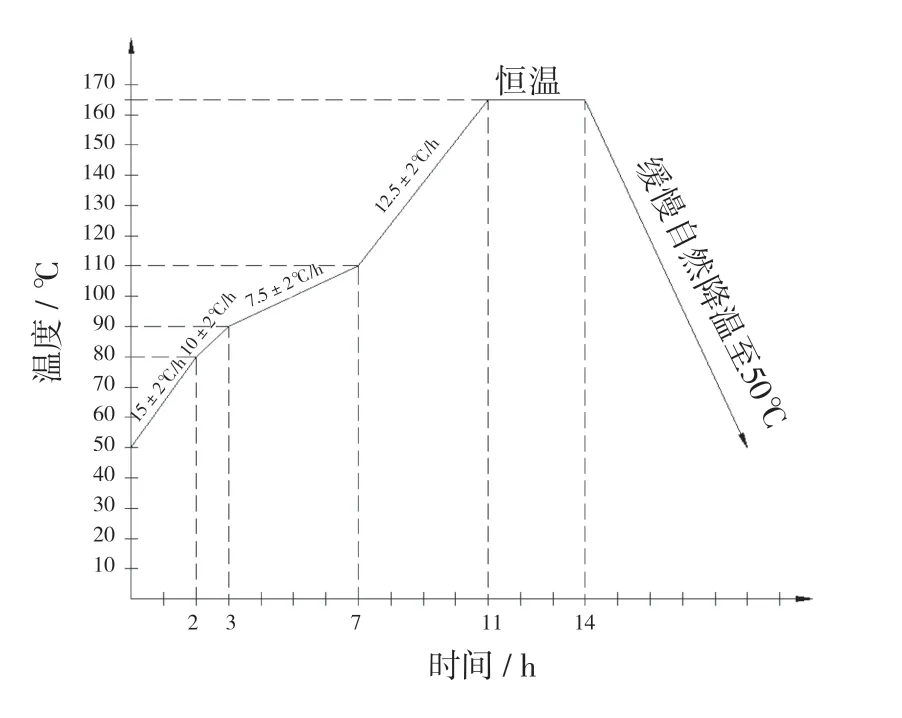
圖2 固化升溫曲線
2 試樣制備與試驗步驟
2.1 抗拉強度試樣
2.1.1 制備
試樣尺寸及形狀如圖3 所示,試樣表面粗糙度≤3.2 μm,試樣有效斷裂部位表面不應(yīng)帶有影響試驗結(jié)果的缺陷,每組試樣共10 個。

圖3 抗拉試樣(單位:mm)
2.1.2 試驗條件及步驟
(1)為了驗證石墨材料的力學(xué)性能,浸漬工藝評定內(nèi)容應(yīng)包括石墨材料室溫及材料最高允許使用溫度下的抗拉強度。A、B 兩組試樣分別在室溫和165℃條件下進行抗拉強度試驗。
(2)試驗采用WDS 型液晶顯示電子試驗機,將試樣放入試驗夾具中,然后將試驗夾具裝入試驗機上端,使其自然下垂到中心位置,再將試驗夾具裝入試驗機下端。
(3)平衡地施加載荷,確保加載速度為10 ~15 mm/min直至試樣斷裂,讀取試件斷裂時的載荷值。
(4)將合格試樣編號,并標(biāo)明斷裂有效部位,用游標(biāo)卡尺測量試樣有效斷裂部位截面尺寸。
按下式計算石墨件抗拉強度σb,單位為MPa。

式中:p——試樣斷裂時的載荷值, N;
D——試樣直徑, mm。
2.2 抗彎強度試樣
2.2.1 制備
試樣尺寸及形狀如圖4 所示,試樣表面粗糙度≤3.2 μm,每組試樣為10 個。
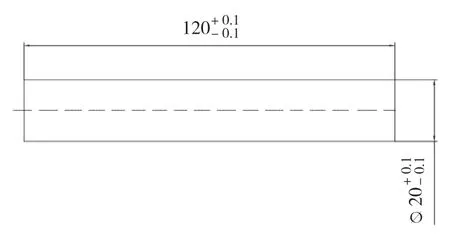
圖4 抗彎試樣(單位:mm)
2.2.2 試驗裝置
抗彎試驗裝置如圖5 所示,上壓頭寬度應(yīng)大于或等于石墨塊材試樣直徑,上壓頭長度不小于80 mm;支座跨距L=100 mm。
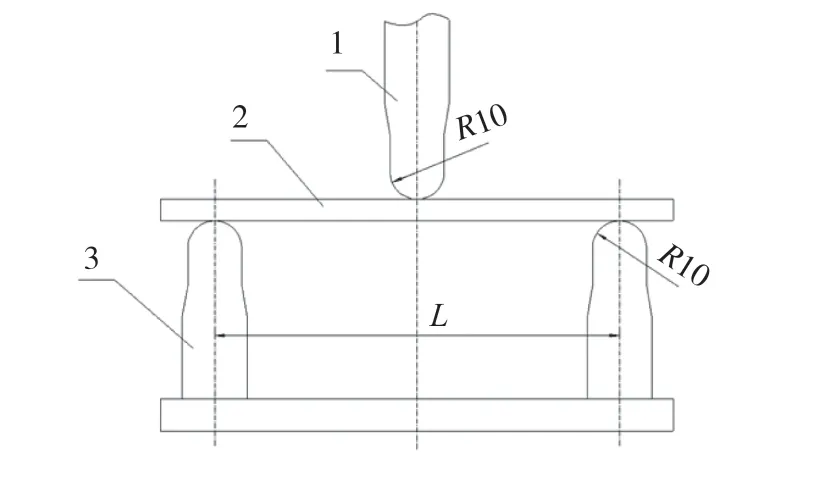
圖5 抗彎試驗裝置(單位:mm)
2.2.3 試驗步驟
(1)沿試樣軸向測量3 處,每處測量互相垂直的直徑各處1 次,取所得6 個數(shù)據(jù)的算術(shù)平均值。
(2)按要求調(diào)整好支座跨距,放好試樣,且使壓頭、支座軸向皆垂直于試樣軸。
(3)壓頭壓在試樣上,以5 ~10 mm/min 的加載速度均勻、無沖擊地施加載荷,直至試樣斷裂,讀取斷裂負(fù)荷值。
石墨件抗彎強度σ 可按下式計算,單位為MPa。

式中:L—支座跨距, mm。
2.3 抗壓強度試樣
2.3.1 制備
試樣尺寸及形狀如圖6 所示,試樣受壓面平行度偏差≤0.05 mm,試樣表面粗糙度≤3.2μm,每組試樣為10 個。
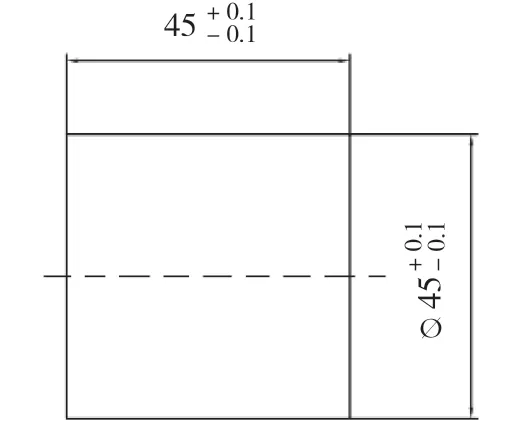
圖6 抗壓試樣(單位:mm)
2.3.2 試驗裝置
抗壓試驗裝置如圖7 所示。
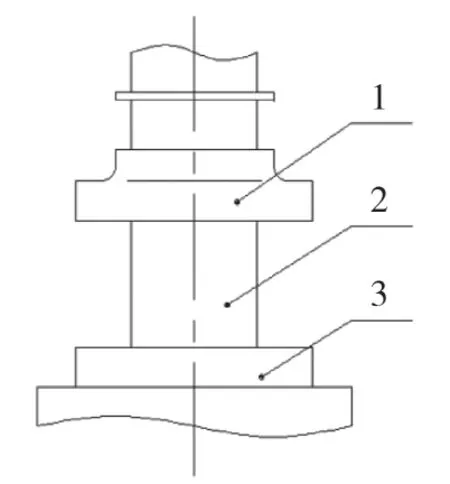
圖7 抗壓試驗裝置
2.3.3 試驗步驟
(1)沿試樣軸向測量3 處,每處測量互相垂直的直徑各處1 次,取所得6 個數(shù)據(jù)的算術(shù)平均值。
(2)將試樣放在試驗機臺工作面中心,試樣周圍有1 個保護套,防止試樣斷裂時碎塊飛出。
(3)壓頭壓在試樣上,以10 ~15 mm/min 的加載速度均勻、無沖擊地施加載荷,直至試樣斷裂,并讀取斷裂時的負(fù)荷值。
石墨件抗壓強度σ可按下式計算:

3 試驗結(jié)果
3.1 抗拉強度
試樣A、B 兩組在不同的溫度下拉伸試驗結(jié)果可見表3。
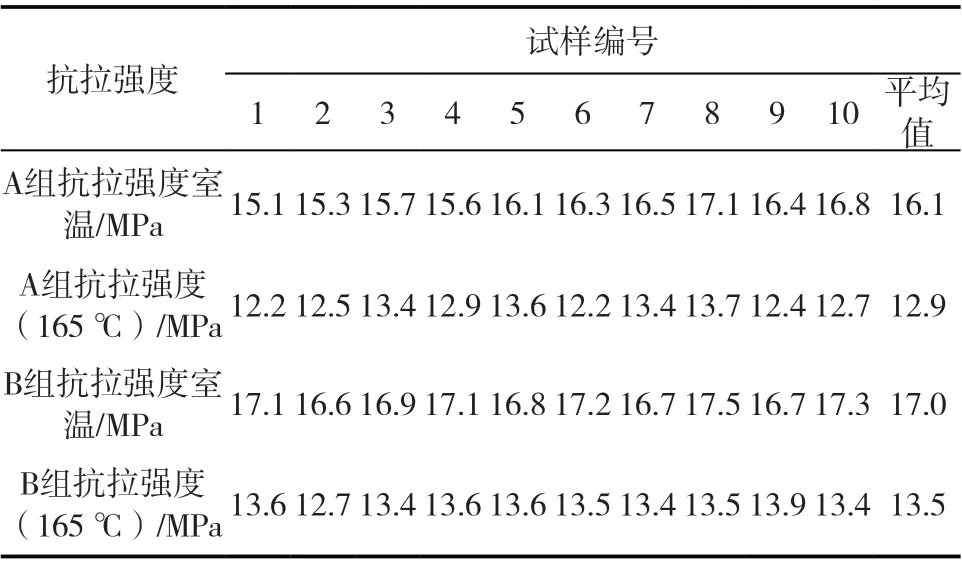
表3 抗拉強度試驗結(jié)果
3.2 抗彎強度
試樣A、B 兩組在室溫下抗彎強度試驗結(jié)果可見表4。
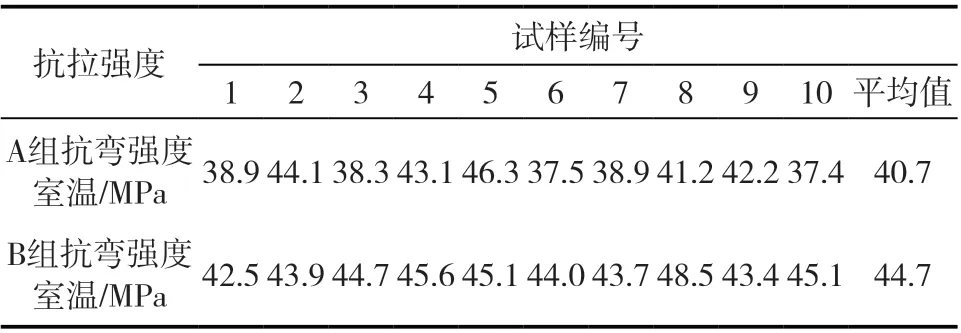
表4 抗彎強度試驗結(jié)果
3.3 抗壓強度
試樣A、B 兩組在室溫下抗壓強度試驗結(jié)果可見表5。
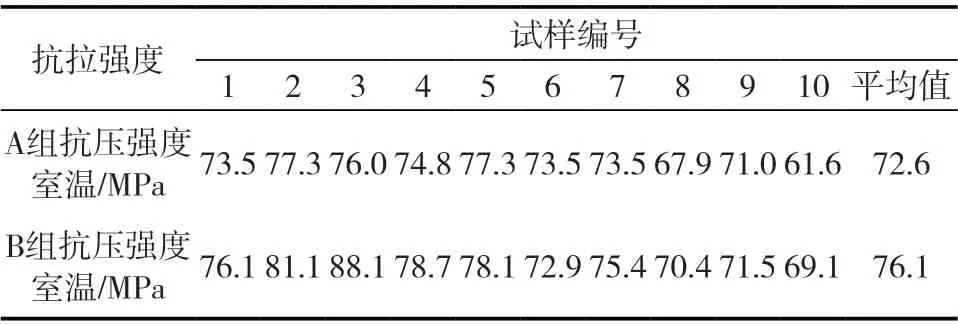
表5 抗壓強度試驗結(jié)果
4 結(jié)論
石墨試樣的抗拉強度、抗彎強度、抗壓強度的試驗性能指標(biāo)均符合GB/T 21432—2021《石墨制壓力容器》不透性石墨材料物理力學(xué)性能的規(guī)定值,試驗匯總結(jié)果可見表6。
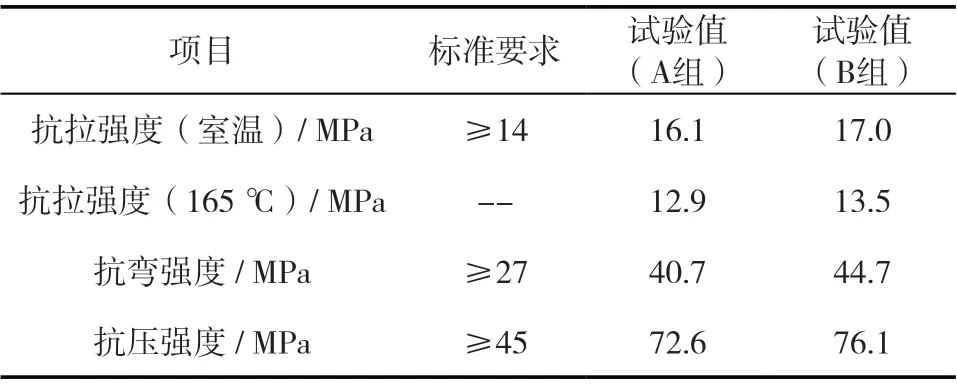
表6 試驗結(jié)果匯總
由表6 可見,改性樹脂浸漬劑石墨試樣的抗拉強度、抗彎強度、抗壓強度性能指標(biāo)高于單純選用酚醛樹脂的試驗數(shù)據(jù),改性酚醛樹脂的浸漬性能好于酚醛樹脂,實際生產(chǎn)過程中可以根據(jù)用戶的需求,優(yōu)先選用改性酚醛樹脂;同時,石墨件生產(chǎn)過程中,應(yīng)根據(jù)浸漬劑的種類,按照評定合格的工藝評定(CMQ),編制浸漬工藝規(guī)程(CMS),制造中應(yīng)嚴(yán)格控制浸漬、固化處理的溫度、時間、壓力等工藝參數(shù),確保石墨件的力學(xué)性能符合標(biāo)準(zhǔn)要求。
當(dāng)以下因素發(fā)生變化時,應(yīng)當(dāng)重新進行工藝評定工作:
(1)碳或者石墨材料(例如材料制造單位、等級或者批號、密度范圍、顆粒度范圍);
(2)合成樹脂(例如材料制造單位、樹脂牌號、比重范圍、室溫下的黏度范圍、重要成分及范圍);
(3)工藝參數(shù)(例如工藝壓力范圍、工藝時間范圍、工藝溫度范圍、真空范圍)。
猜你喜歡
中國特種設(shè)備安全(2022年5期)2022-08-26 09:19:32
礦產(chǎn)綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
世界農(nóng)藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
