冷軋庫區天車自動化作業關鍵技術研究與應用
2022-08-09 05:30:24王金峰張思遠
四川冶金 2022年3期
王金峰,張思遠
(河北鋼鐵集團邯鋼公司邯寶冷軋廠,河北 邯鄲 056015)
近年來隨著“中國制造2025”戰略的部署與推進,智能、網絡、協同控制技術和自動化無人控制技術得到了空前發展[1]。國內大型鋼鐵企業目前均已進入自動化生產時代,但目前絕大多數仍是采用人工駕駛值守操作的方式在運行,并沒有做到完全的無人作業運行。
本研究設計提出了庫區天車全自動無人作業模式改造方案,對天車設備自動控制系統進行分析研究,基于鋼卷起吊工作流程功能機制,設計建立了智能吊具系統,實現吊具的自動控制,通過防搖擺系統的研究設計來控制各機構運行速度對于鋼卷行進軌跡的影響,提高作業精度和作業效率,同時采用多功能交互集成模式的工作方法,深層次的對庫區鋼卷作業流程進行剖析,大大提高系統自動化水平[2]。建立以無人天車設備為基礎的高效庫區管理、實時庫存管理及鋼卷出入庫管理,同時延長設備維護周期延長,大大提高設備運行效能。
1 全自動無人天車系統框架
庫區天車無人自動化作業系統主要由智能庫區管理系統、地面物流設備控制識別系統、天車自動控制系統以及庫區安全防護系統四部分構成。
1.1 智能庫區管理系統
智能庫區管理系統是生產管控系統和無人天車、產線設備等各種系統鏈接,使無人設備安全、高效完成作業任務的綜合性庫區管理系統。該系統是獨立、完整的過程控制系統,負責庫區的日常作業管理,承擔庫區生產運轉的所有必要功能。在庫區操作標準化、規范化,人員成本大幅下降的同時,工作效率最大化,同時優化物流流程,提升信息化程度,以達到智能、穩定、高效、安全運行的目的。其在過程控制系統層面與自動化系統、相關控制系統進行信息交互,接收下料計劃、上料計劃、車輛設備信息、物料跟蹤信息等數據,實時反饋庫區跟蹤和作業結果信息,為管理決策、計劃統計提供準確、迅捷的數據支撐。并且對庫區所屬系統或設備進行必要的一級控制、監測及聯鎖,包括天車自動控制系統、物流設備控制識別系統、庫區安全防護系統、步進梁、過跨車等[3],系統架構如下圖1所示。

圖1 智能庫區系統架構
1.2 物流設備控制識別系統
物流設備控制識別系統在庫區整體空間進行X、Y、Z坐標劃分定義的基礎上,對步進梁卷位、庫區鞍座、過跨車區域以及汽車鋼卷停靠位置分別進行識別,并通過計算將其對應空間X、Y、Z坐標反饋至控制系統,最終指導天車執行機構精準作業。由于步進梁、庫區鞍座及過跨車系統的相對固定性,其坐標值通常設定為常量,以供系統執行,但汽車倒運鋼卷存在車輛形狀、起停位置等不確定因素,需要系統具備汽車自動識別功能。根據車輛種類、形狀和停車位來識別車輛,確定車斗類型,利用攝像頭以激光掃描技術為基礎,對汽車鞍座進行切片式掃描,分析識別鋼卷形象確定執行坐標,最終實現遠距離自動裝卸功能。
1.3 天車自動控制系統
天車自動控制系統是智能庫區管理系統的執行機構,主要由PLC系統、變頻控制系統、防搖擺控制系統、駕駛艙操作畫面系統和夾鉗控制系統等組成,主要執行來自庫區管理系統下發的工單命令,并將執行結果信息反饋給系統[4]。它能對天車運行位置進行精準控制,保證大、小車定位和起升高度控制在有效誤差范圍以內,根據目標行程生成最優的速度模式,并控制天車移動過程中吊鉤組的搖擺角度,同時實時監測周邊環境變化,將天車作業狀態信息、設備運行狀態信息以及錯誤狀態信息自動發送給系統,有效提高生產過程的安全性以及工作效率。其系統構成如下圖2所示。
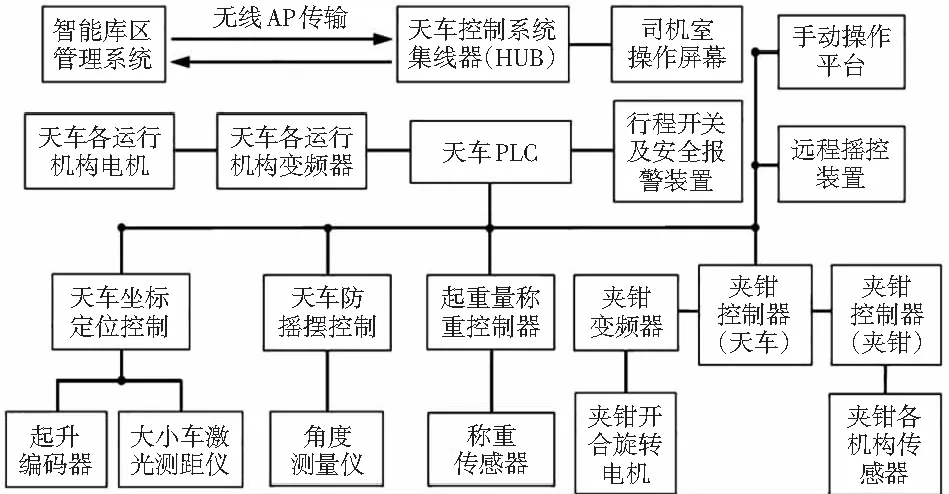
圖2 智能庫區系統架構
1.4 庫區安全防護系統
為了防止庫區內車輛與天車設備發生沖撞,庫區安全防護系統能夠根據無人天車的運行狀態與車輛停靠區域來判斷車輛是否可以進庫,設備交叉作業是否存在碰撞安全風險,通過實時掌握天車和車輛的移動路徑,提前設置好危險規避區域,并將信息分析處理結果發送至庫區管理系統,同時控制天車設備運行作業高度,預防事故發生。
2 無人天車自動作業功能的實現
2.1 天車PLC控制系統設計改造
天車電氣控制系統是自動執行智能庫區管理系統下發的工單命令并將作業結果信息反饋的管理系統。它是整個天車無人化的執行機構,通過安裝各種傳感器和控制裝置,拓展CPU模塊增加RAM容量,為變頻器與各傳感器之間的通訊增加DP通訊模塊和串行通訊模塊,使得系統能夠自動生成天車最優移動路徑和進行搖擺控制,并具有監控行車的位置、防止天車間的碰撞、實現自我診斷、無人控制等功能[5],其PLC系統作業功能關系如下圖3所示。
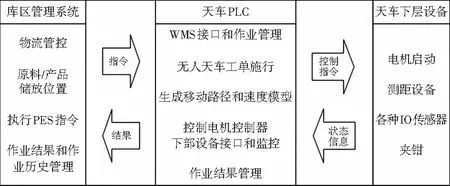
圖3 天車PLC系統作業功能關系
2.2 天車PLC控制系統設計改造
為了精確自動控制大小車與鋼卷放置鞍座的相對位置,在庫區空間區域建立為X、Y、Z的立體坐標系,選取庫區地面的一端為坐標系零點,同時在天車大車和小車上分別安裝激光測距儀,在起升傳動卷筒軸端側和吊鉤組旋轉傳動軸側安裝編碼器[6],如圖4所示,來精準定位天車及吊鉤組鉤頭的作業位置,保證鋼卷在下落過程中位于鞍座中心的正上方,防止因為天車位置偏差碰撞鋼卷,造成鋼卷碰傷。
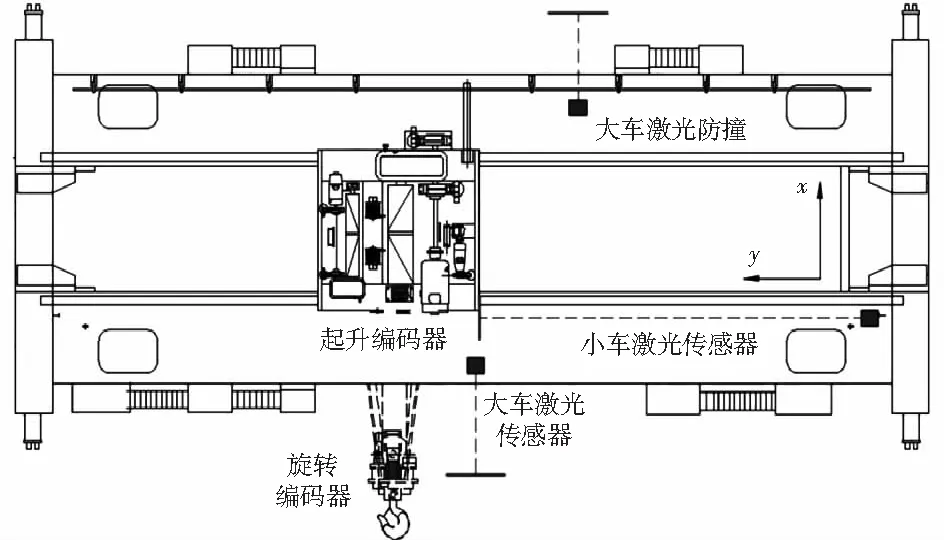
圖4 天車作業運行定位控制系統
天車在實際運行作業過程中,由于吊運鋼卷的重量較大,在其本身慣性的影響下,吊鉤組的運行速度變化同天車大、小車運行速度變化相比較而言略有延遲,這就導致了鉤頭及吊具搖擺的不確定性[7],為了最大限度的消除搖擺所帶來的影響,實現理論分析,在天車小車及吊鉤組上安裝防搖擺控制裝置,防遙控制裝置系統主要由角度檢測儀、紅外標記和防遙控制器組成。此系統將天車移動過程按大車方向和小車方向分解,以小車為中心的單擺系統模型,夾角θ為天車吊鉤組的搖擺幅度,角度測量儀則通過模擬視覺功能,實時采集紅外標記所組成三角形,將三角形形狀的變化按大小車坐標方向進行分解剖析計算,分別得到大小車方向的晃動角度θx與θy,如下圖5所示。通過防搖擺控制器根據不同的作業模式建立最佳速度模型,將其傳遞到天車PLC,天車PLC不再需要單獨計算天車速度,直接將防搖擺控制器給出的速度值傳遞到變頻器即可控制天車大、小車速度,大幅縮短了物料吊運時間。
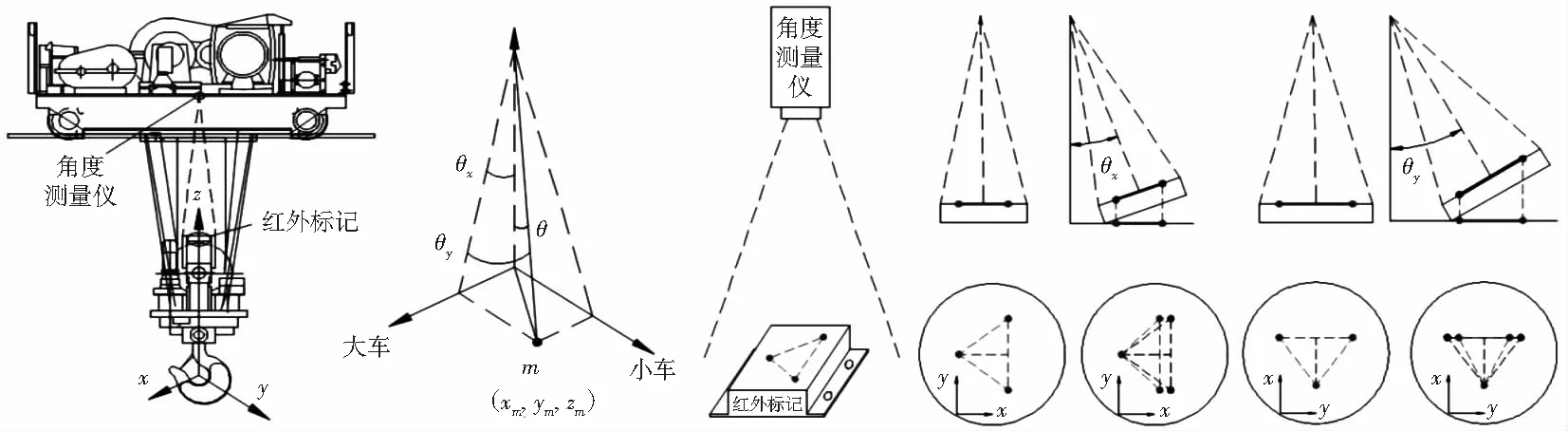
圖5 天車作業運行定位控制系統
2.3 天車智能吊具自動控制系統
為了實現天車吊具夾鉗的自動開合作業功能,在原有設備的基礎上對夾鉗進行自動控制改造,使得夾鉗自動控制系統能夠精確控制夾鉗的升降與開合動作,確保鉗臂與鋼卷間的相對空間位置,在原有機電傳動機構控制的基礎上增加傳感器,增設夾鉗控制器與柜體接收傳感器反饋信息,再把信息通過有線、無線通訊傳遞到上部控制器進行邏輯判斷執行。其中傳感器分為鉗臂夾緊傳感器、鉗臂測寬傳感器、鉗腳負載傳感器、底部防撞傳感器、鋼卷對中傳感器[8],如圖6所示。
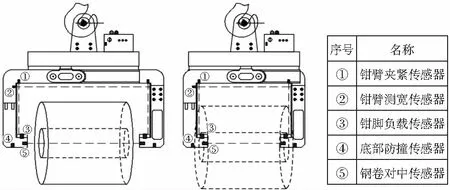
圖6 智能吊具傳感器改造示意圖
2.4 無人天車庫區管理監控系統
為了更好地控制無人天車,將發生的各種作業信息通過畫面展示出來,在中控室安裝顯示器,為庫區操作人員實時提示工單各種應答信息、指令信息。其主要功能有能夠與天車PLC通信的接口報文,顯示天車的報錯信息和各種裝置的通信狀態,提示詳細工單信息,發送工單處理結果,相鄰天車涉及防撞時,提示規避信息,如圖7所示。
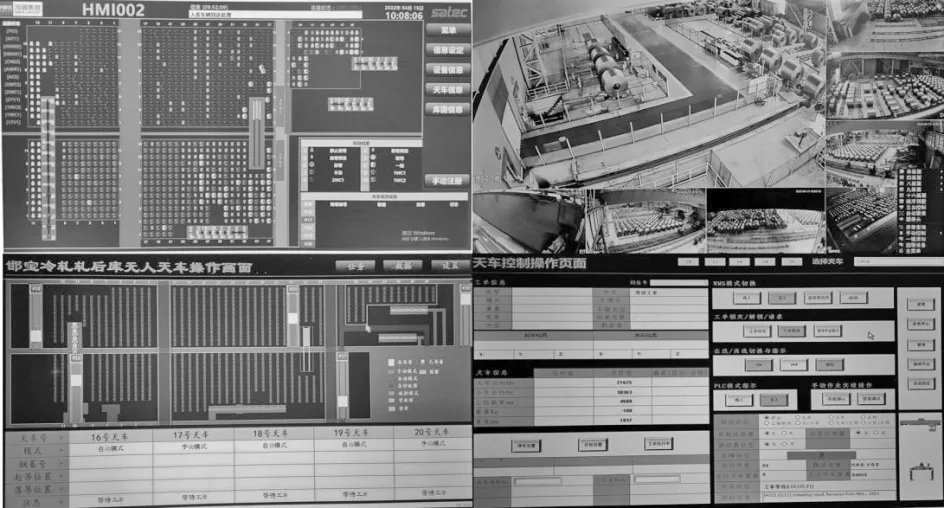
圖7 無人天車實時運行狀態監控
庫區管理監控功能的實現,為無人天車的正常運行提供了強有力的保障,可以讓操作人員快速掌握庫區鋼卷擺放信息及物流走向信息、實時掌握庫區庫存狀況[9]。同時維護人員通過無人天車監控系統可以簡單快速的對天車運行狀況進行掌握,一旦出現故障,通過故障報警信息可以以最快時間鎖定事故部位,提高設備維護效率。
3 結語
本文研究提出的冷軋庫區天車自動化作業改造技術方法得到了實踐驗證,結果表明此技術方法可以滿足冷軋庫區天車自動化作業的各項要求指標,并為實現工廠庫區智能管理的研究提供了重要參考依據。在下一階段,本研究將通過現場調試實驗來進一步改進天車自動化作業的技術方法。由于實際作業環境與理想作業環境有較大的差異,因此在今后的研究中,需要不斷完善協調控制方法,減少天車執行機構誤差,進一步提高作業精度及系統穩定性,以實現全方位的無人天車自動化控制。
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
少年博覽·初中版(2020年6期)2020-06-12 11:42:23
文苑(2018年23期)2018-12-14 01:06:06
文苑(2018年19期)2018-11-09 01:30:14
文苑(2018年17期)2018-11-09 01:29:26
文苑(2018年21期)2018-11-09 01:22:32
電子制作(2018年11期)2018-08-04 03:26:08
故事大王(2016年7期)2016-09-22 17:30:08
工業設計(2016年12期)2016-04-16 02:52:00
消費者報道(2014年7期)2014-07-31 11:23:57